高強鋁合金板軋制過程中應力分布規律的有限元分析
2021-06-22 08:28:58王甲駿
機電產品開發與創新 2021年3期
王甲駿, 王 婧
(機械工業技術發展基金會, 北京 100053)
0 引言
Al-Zn-Mg-Cu 系高強鋁合金具有優異的強度、韌性和良好的耐腐蝕性能, 已成為航空航天和交通運輸領域重要結構材料之一[1]。然而高強鋁合金板材在軋制過程中變形難度較大,導致后續加工困難。因此進行板材軋制過程中應力分布的影響因素及規律的探究, 對軋制過程中工藝規范的制定具有重要的工程意義[2]。
目前國內外專家學者進行了合金軋制過程的有限元模擬研究,分析了軋制過程的下壓量、軋制速率、工作溫度、輥徑等工藝參數對合金板溫度場、應力場、應變場分布以及微觀組織的影響,研究結果對建立中厚板軋制過程的有限元數值模擬提供了參考[3]。針對高強鋁合金具有的成分、組織及性能特征,采用有限元數值模擬技術進行軋制過程模擬, 分析合金變形過程中的應力、應變、溫度分布規律,為制定合理的軋制工藝參數提供指導原則,通過優化工藝,提高產品質量及效率,降低成本具有非常重要的意義。
1 研究方案
1.1 材料成分及樣品。
本實驗采用Al-Zn-Mg-Cu 系鋁合金,成分見表1。

表1 鋁合金化學成分(質量分數%)
待軋制毛坯尺寸設定為長度:65mm;寬度:20mm; 厚度:10mm。
1.2 研究方案制定
分析應力為等效應力和剪切應力。
(1)軋制溫度對應力分布的影響。 設定終軋厚度為7.5mm,分別在300℃,350℃,400℃,450℃下進行單道次軋制,分析鋁合金板中應力分布規律,確定最佳軋制溫度。
(2)軋制道次對應力分布影響。 設定軋制溫度為300℃,由10mm 厚壓制到終厚度7mm,30%的變形量,分別采用1,2,3,4 道次完成, 研究軋制道次對板材應力分布的影響規律。 五組實驗的軋制道次及下壓量見表2。
表2 軋制道次及下壓量設置
(3) 鋁合金板厚度對應力分布的影響。 設定軋制溫度為300℃,將鋁合金軋制至終厚度分別為9.0mm、8.0mm、7.0mm、6.0mm、5.0mm。
1.3 材料參數及有限元模型
鋁合金及軋輥材料參數見表3 和4。

表3 鋁合金材料參數

表4 硬質合金軋輥材料參數
根據參考文獻[4,5],鋁合金高溫塑性變形條件下相關參數代入得到鋁合金的本構方程為:

式中:ε˙—應變速率(S-1); T—溫度(K);σ—流變應力。
選取模型的1/4 進行模擬,見圖1。圖2 為板材和軋制的有限元模型。選取了2 條分析路徑,見圖3。其中板材中心至表面為X 路徑;沿厚度方向為Y 路徑。
圖1 鋁合金板網格劃分

圖2 板和軋輥的網格劃分
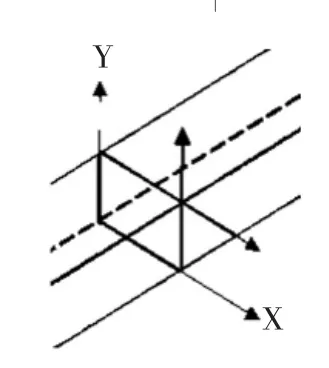
圖3 分析路徑
2 研究結果及分析討論
2.1 軋制溫度對板材應力分布影響
設定終軋厚度為8mm, 分別在300℃,350℃,400℃,450℃下進行單道次軋制, 分析鋁合金中等效應力分布,確定最佳軋制溫度。
圖4 為軋制溫度對鋁合金板材等效應力分布的影響。 由圖4 可知,沿X 路徑由板材心部至表面,等效應力先逐漸增大,在距表面大約1/2 處出現最大值。 隨著軋制溫度的上升,沿X 路徑的等效應力均下降。沿厚度方向Y路徑,等效應力先呈現平緩的趨勢,在厚度1/4 處開始下降,1/2 處開始小幅度上升。
圖5 為軋制溫度對鋁合金板材剪切應力的影響。 沿X 路徑從板材心部至表面,剪切應力由正變負,峰值出現在距表面3/4 處。 沿厚度方向Y 路徑的剪切應力峰值出現在約為厚度3/4 處。 隨著軋制溫度的升高,厚度方向的剪切應力峰值減小。
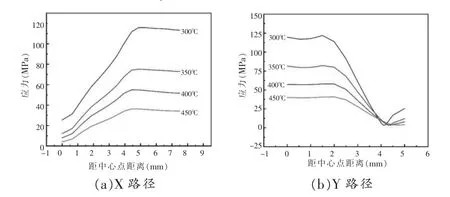
圖4 軋制溫度對板材等效應力分布的影響

圖5 軋制溫度對板材剪切應力分布的影響
2.2 軋制道次對板材應力分布影響
設定軋制溫度為300℃, 由10mm 厚壓制到7mm 厚度,30%的變形量,分別采用1,2,3,4 道次完成,研究軋制道次對板材應力分布的影響規律。
圖6 為軋制道次對鋁合金板材等效應力分布的影響。 沿X 路徑從心部到表面,等效應力為先上升后幾乎不變的趨勢,應力最大值出現在距表面1/4 處,軋制道次對板材表面處應力影響不大。 總下壓量一定時,軋制道次越多,應力梯度越小,等效應力分布均勻,應力峰值接近表面。 沿厚度方向Y 路徑等效應力先上升, 在厚度1/5-2/5 處出現峰值并開始下降,在厚度4/5 處出現最小值。 在總下壓量相同時,軋制道次越多,同一位置等效應力越小,應力峰值的位置接近上表面。
圖7 為軋制道次對鋁合金板材剪切應力的影響。 沿X 路徑的剪切應力,當道次較多時,反向應力值較大,其中二道次和三道次的應力分布更加均勻。 隨著軋制道次的增加,峰值出現的位置也逐漸靠近表面,應力分布較為均勻。 板材沿厚度方向Y 路徑的剪切應力先上升后下降的趨勢,應力峰值在距表面約1/2 處。 在相同位置,道次多,鋁合金板材剪切應力分布均勻。

圖6 軋制道次對板材等效應力分布的影響
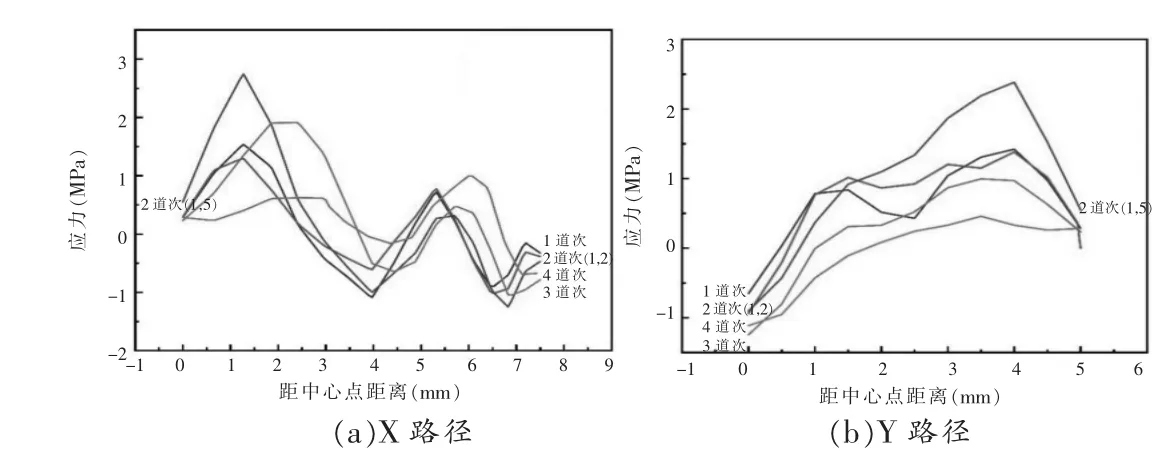
圖7 軋制道次對板材剪切應力分布的影響
2.3 鋁板厚度對板材等效應力分布影響
設定軋制溫度為300℃,厚度為5,6,7,8,9,研究鋁合金板厚度對板材應力分布的影響規律。
圖8 為300℃軋制板材厚度對等效應力的影響。
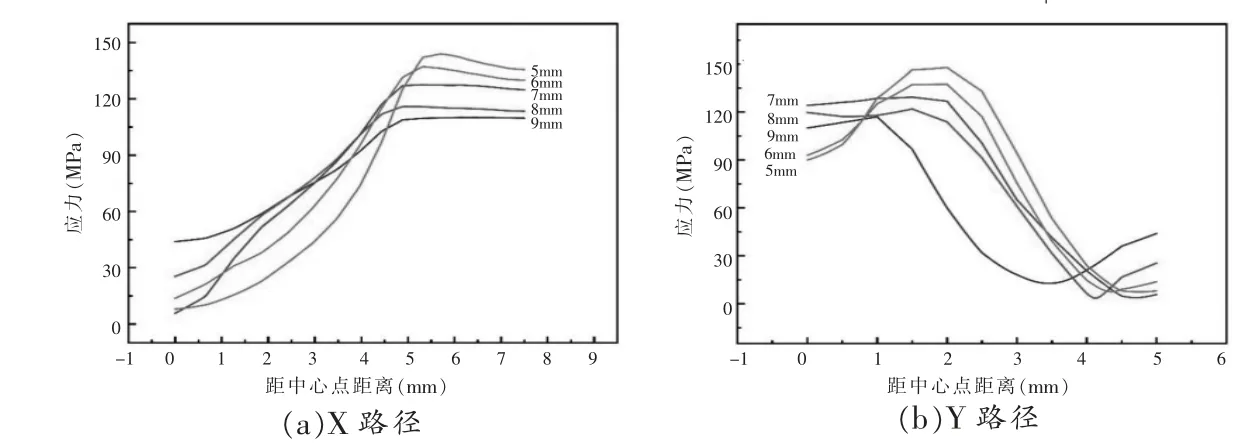
圖8 300℃軋制板材厚度對等效應力的影響

圖9 300℃軋制板材厚度對剪切應力的影響
板厚度較大,沿X 路徑由中心到表面,等效應力先增大后緩慢減小,峰值出現在距表面1/3 處。 鋁合金板材厚度越大, 由心部到表面沿厚度方向Y 路徑的等效應力先上升再緩慢下降。
圖9 為300℃軋制板材厚度對剪切應力的影響。
鋁合金板材越厚,剪切應力值越小。板材厚度較小時,沿X 路徑從中心到表面,剪切應力方向由正到負。 板材厚度較大時,沿X 路徑的剪切應力主要為正值,第一個峰值在距表面3/4 處,第二個峰值在距表面1/4 處。 隨著板材厚度減小,應力值減小。 沿厚度方向Y 路徑由中心到表面,剪切應力為上升趨勢,板材厚度對應力分布規律影響不大,對應力值有影響,厚度越大應力越小。
3 結論
軋制溫度對鋁合金板材中應力影響顯著。 軋制溫度為300~450℃時,鋁合金板材的等效應力和剪切應力均隨溫度的升高而下降; 軋制溫度為450℃時,鋁合金板等效應力及剪切應力較小且分布最均勻。
軋制道次對鋁合金板材殘余應力分布有一定影響。 總壓下量為30%時,隨著軋制道次的增加,板材的等效應力和剪切應力減小。 經過四道次軋制,鋁合金板材中的等效應力和剪切應力較小且分布最均勻。
鋁板厚度對板材應力分布有一定影響。 板材較厚時,各路徑等效應力及剪切應力分布較均勻,應力值較小,。 板材厚度居中時,沿X 路徑等效應力分布極不均勻,先減小后急劇增大,達到峰值,有可能影響合金工藝及性能。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
核科學與工程(2021年4期)2022-01-12 06:30:26
當代陜西(2021年2期)2021-03-29 07:41:24
今日農業(2020年19期)2020-12-14 14:16:52
小學生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
中學物理·高中(2016年12期)2017-04-22 11:53:03
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30
