淺談電化學設備在鋼鐵企業循環冷卻水處理中的運用
2021-06-23 07:54:04劉上月磨冠龍
科學技術創新 2021年18期
劉上月 磨冠龍
(廣西柳鋼環保股份有限公司,廣西 柳州545002)
1 概述
鋼鐵冶金企業是用水大戶,其中循環冷卻水占企業總用水量的70%以上[1],隨著水資源短缺的日益加劇,水資源費、排污費等不斷上調,鋼鐵企業將面臨著生產成本不斷增、能源消耗、環境保護等方面的挑戰,走節水型發展道路已成為鋼鐵企業提高競爭力的必然選擇。工業循環冷卻水主要解決的主要問題是結垢、腐蝕這兩個方面,當前鋼鐵企業處理的方式主要有化學藥劑處理,常見藥劑有緩蝕劑、阻垢劑、殺菌滅藻劑。而電化學設備處理法在歐美已經有了廣泛的應用,電化學處理的過程主要是通過電場的作用以實現電解、氧化、還原、絮凝等物理和化學的作用[2],具有化學藥劑處理所能達到的防垢、殺菌、滅藻、緩蝕等效果,還可以除垢、溶垢、降低鹽類離子濃度、控制濃縮倍數的增長、節水、無污染。是未來水處理的發展方向,是真正實現“零”排放的新技術。本文通過研究電化學設備在某鋼鐵企業循環冷卻水處理中進行中試,驗證電化學設備的阻垢、緩蝕、殺菌等效果,并與化學藥劑處理方法進行對比。
2 試驗內容
2.1 試驗系統概述
本次試驗的系統冷卻塔類型為開放式。系統獨立,無串漏現象,當前系統處理方式為化學藥劑(緩蝕阻垢劑+氧化性及非氧化性殺菌劑)。系統的參數見表1。
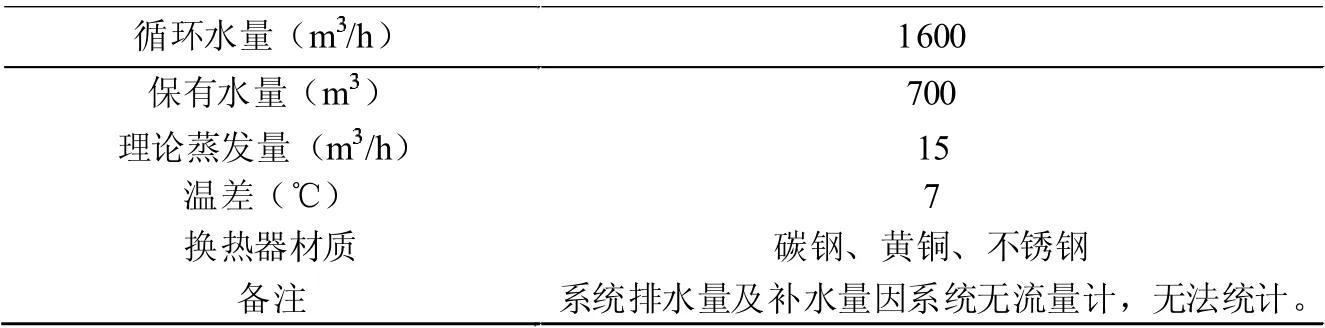
表1 試驗系統參數
2.2 試驗設備(表2)。
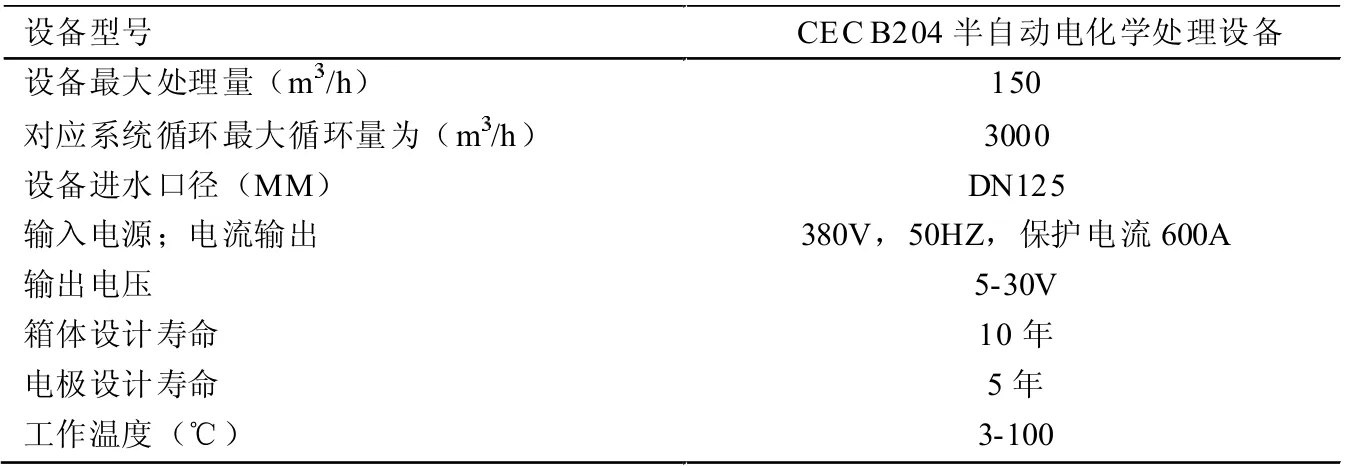
表2 電化學設備參數
2.3 試驗方法
在廠家技術指導下,在系統回水管處引出一支旁路,將加壓泵、CEC-B204 電化學設備、控制電柜、集水池串聯在一起運行。設備運行前期逐步減少藥劑投加量,過渡期為10 天。過渡期過后正式停止投加緩蝕阻垢劑、殺菌滅藻劑。監測pH、濁度、總硬度、鈣硬、氯離子、電導率、黏液形成菌等指標,同時試驗期間分別于現場三個不同的位置懸掛碳鋼掛片,監測其腐蝕率。試驗期間除了正常的過濾器反洗外,盡可能不排水。
3 試驗結果與討論
3.1 水質數據分析
每個工作日對常規理化水質指標進行監測,通過統計試驗前期和試驗中期的監測數據平均值進行比較分析(表3)。
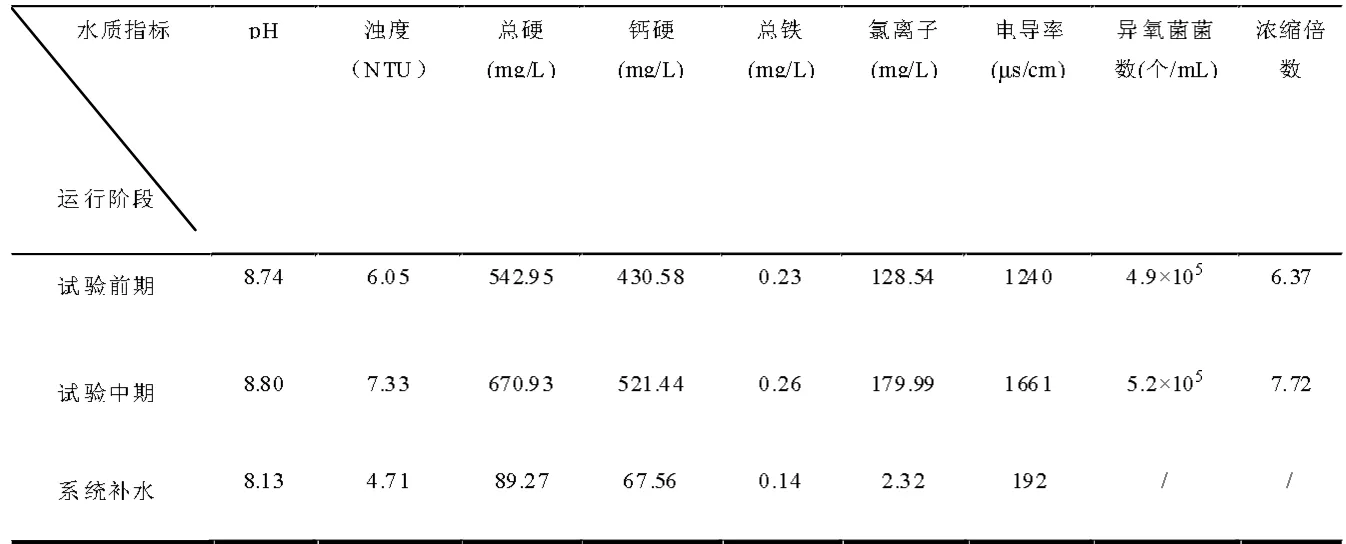
表3 監測數據
電化學設備理想的工作原理是吸附水中的離子,在陰陽極板形成水垢,從而降低水中的硬度,緩解結垢的趨勢,同時氯離子電解轉換成游離氯,起到殺菌的作用,起到緩蝕的效果,從而減少排水,提高系統系統濃縮倍數。但CEC B204 半自動電化學處理設在系統運行過程,在節水方面,濃縮倍數上升幅度較小,試驗前期,系統濃縮倍數都以達到了6 以上,設備運行后,濃縮倍數為7 以上。根據循環水濃縮倍數和補充水、排污水量的關系,當濃縮倍數在3 以上時,排水能力基本上穩定,降低變化的幅度較小;在水質指標方面,硬度、氯離子、電導率等指標,隨著濃縮倍數的升高,不斷上升,沒有降低。水中異養菌菌數,試驗前期檢測結果為4.9×105個/mL,試驗期間檢測結果為5.2×105個/mL,(限值為5.0×105個/mL),達不到工業循環冷卻水水質要求,體現了設備處理效果不理想,磁場能力較弱等問題造成的,結垢和腐蝕雙重增加。
3.2 腐蝕率測定
表4 為試驗期間,在系統不同位置同一時間內分別懸掛碳鋼掛片,結果全部超標。圖1 為掛片懸掛1 周,期間表觀現象,腐蝕效果很嚴重。為了避免因水流、壓力等現場環境條件不一樣造成腐蝕率無代表性,通過做藥劑處理前和電化學設備處理中靜態掛片試驗,進行比較,確保腐蝕率的準確性。結果見表5。

表4 試驗期間系統碳鋼掛片腐蝕率
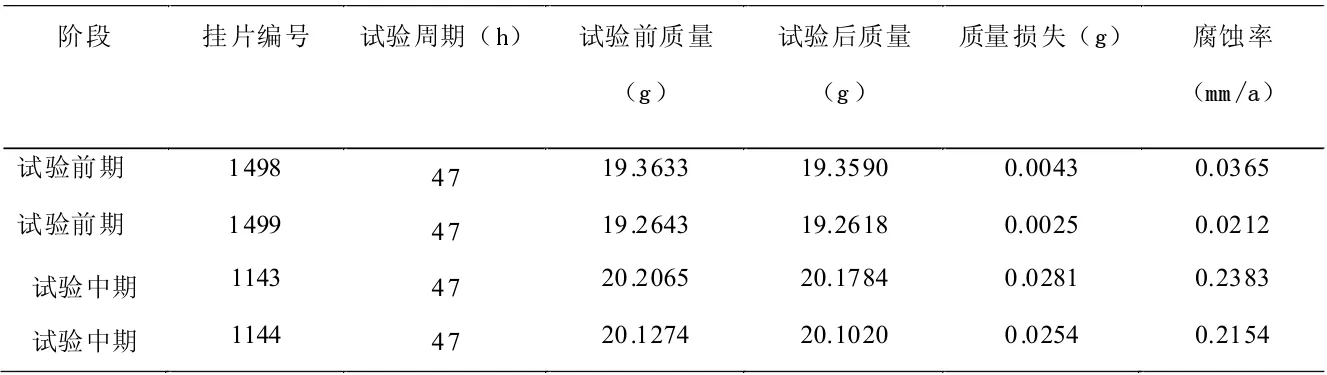
表5 靜態試驗系統水質碳鋼掛片腐蝕率

圖1 掛片懸掛1 周期間表觀現象
系統投加藥劑處理時,靜態掛片試驗碳鋼腐蝕率均合格,但電化學處理時,靜態掛片試驗碳鋼腐蝕率均超標。
3.3 設備試驗過程中產生的其它問題
3.3.1 設備產生的水垢,清理的難度及工作量較大,形成的水垢難鏟出,清理一次需要1 人/天的時間,同時陽極板易被刮爛。
3.3.2 設備故障率較高,根據車間班組現場的反饋和現場了解,設備陸續運行至今,出現了電柜過燒、漏水、設備陽極板穿裂等問題,同時廠家售后維修力量不足。以上原因,從而導致試驗的時間較短,試驗時間常被沖斷,計劃試驗半年縮短到了一個月,難以判斷電化學設備處理的長期處理效果。
3.3.3 設備實際處理量較小,目前進水壓力只能承受1 公斤/cm2的壓力,之前進水量稍大時,設備門縫出現大面漏水。
4 結論
CEC B204 半自動電化學處理設備在該系統進行試驗時,達不到阻垢、緩蝕、殺菌滅藻的效果,同時在節水方面比較不出一個理想的狀態。鋼鐵企業冷卻水的循環水量是非常巨大的,對電化學設備處理能力、材質、電場要求都比較高,下一步,還需尋求技術能力強,產品過硬、服務質量優秀的廠家,共同在高硬度、高鹽分的系統中不斷探索,隨著日后環保逐漸嚴格和電化學技術創新的提升,節能減排是對鋼鐵企業循環水水處理發展的要求,而未來將是電化學和化學藥劑相結合的水處理方式。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
