加工中心滾珠絲杠的應用
2021-06-24 07:29:10鄧鈺耀鐘世蓮廖健竹
機電元件 2021年3期
鄧鈺耀,鐘世蓮,廖健竹
(上汽通用五菱汽車股份有限公司,廣西柳州,545000)
1 引言
人們應用螺桿來做傳動的歷史其實不算很長,傳統上的螺桿一直有定位不佳、易損害的情況。直到1898年,人們才首次嘗試將鋼珠置入螺帽及螺桿之間以滾動摩擦取代滑動摩擦,來改善其定位不佳及易損害的情況。1940年更將滾珠螺桿置于在汽車轉向裝置上,更為滾珠螺桿的應用上的巨大革命,并逐漸取代傳統艾克姆螺桿(ACME)。直到近年來,滾珠螺桿已成為產業界使用最廣的零組件之一。
2 滾珠絲杠的類型、結構與技術特點
2.1 滾珠絲杠的類型
根據加工制造方法及精度的區別,目前市場上的滾珠絲杠機構主要有以下兩種類型:磨制滾珠絲杠、軋制滾珠絲杠。
滾珠的循環方式有循環導管式、循環器式、端蓋式。預壓方式有定位預壓(雙螺母方式、位預壓方式)、定壓預壓。可根據用途選擇適當類型。
滾珠絲杠機構作為一種高精度的傳動部件,大量應用在數控機床、自動化加工中心電子精密機械進給機構、伺服機械手、工業裝配機器人、半導體生產設備、食品加工與包裝、醫療設備等各種領域。
2.2 滾珠絲杠的結構
如果將滾珠絲杠機構沿縱向剖開,可以看到它主要由絲杠、螺母、滾珠、滾珠回流管、防塵等組成。
在圖1中,各部分結構的作用詳述如下:
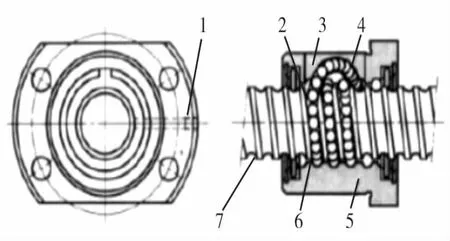
圖1 滾珠絲杠機構結構組成
(1)絲杠屬于轉動部件,是一種直線度非常高、上面加工有半圓形螺旋槽的螺紋,半圓形螺旋槽是滾珠滾動的滾道。絲杠具有很高的硬度,通常在表面淬火后再進行磨削加工保證具有優良的耐磨性能。絲杠一般與驅動部件連接在一起,絲杠的轉動由電機直接或間接驅動。既可以采用直聯的方法,即將電機輸出軸通過專用的彈性聯軸器與絲杠相聯傳動比為1;也可以通過其他的傳動環節使電機輸出軸與絲杠相連,例如同步帶、齒輪。
(2)螺母是用來固定需要移動的負載的,其作用類似于直線導軌機構的滑塊。一般將所需要移動的各種負載(例如工作臺、移動滑塊)與螺母連接在一起,再在工作臺或移動滑塊上安裝各種執行機構螺母內部加工有與絲杠類似的半圓形滾道,而且設計有供滾珠循環運動的回流管,螺母是滾珠絲杠機構的重要部件,滾珠絲杠機構的性能與質量很大程度上依賴于螺母。
(3)防塵片的作用為防止外部污染物進入螺母內部。由于滾珠絲杠機構屬于精密部件如果在使用時污染物(例如灰塵、碎屑、金屬渣等)進入螺母,可能會使滾珠絲杠運動副嚴重磨損,降低機構的運動精度及使用壽命,甚至使絲杠或其他部件發生損壞,因此必須對絲杠螺母進行密封,防止污染物進入螺母。
(4)滾珠在滾珠絲杠機構中,滾珠的作用與其在直線導軌、直線軸承中的作用是相同的,滾珠作為承載體的一部分,直接承受,同時又作為中間傳動元件,以滾動的方式傳遞運動。由于以滾動方式運動,所以摩擦非常小。
(5)油孔滾珠絲杠機構運行時需要良好的潤滑,因此應定期加注潤滑油或潤滑脂。油孔供加潤滑油。
2.3 滾珠絲杠有如下特點
(1)驅動扭矩小
由于滾珠絲杠機構運行時滾珠沿絲杠與螺母共同組成的螺旋滾道作滾動運動,運動阻力極小,驅動扭矩僅為螺紋絲杠機構的1/3以下,只需要很小的驅動功率。
(2)運動可逆
滾珠絲杠機構不僅可以將絲杠的旋轉運動轉換為螺母(及負載滑塊)的直線運動,也可以很容易地將螺母的直線運動轉換為絲杠的旋轉運動。
(3)高精度
滾珠絲杠機構在加工、組裝、檢測等環節都經過嚴格的控制,屬于高精度的傳動機構,加上運行時發熱較少,可以實現很高的傳動精度,使負載精確定位。
(4)能微量進給
由于滾珠絲杠機構中的滾珠為滾動運動方式,啟動扭矩極小,不會出現如滑動運動中容易出現的低速蠕動或爬行現象,所以能實現高精度微量進給,最小進給量可達0.1pm。
(5)高剛性
如果滾珠絲杠機構存在軸向間隙,當改變軸向負載的方向時,上述軸向間隙就成為負載運動誤差的重要來源。通過對滾珠絲杠機構施加預壓,可以使上述軸向間隙為零或零以下(負間隙),從而獲得高剛性,提高機構在負載狀態下的運動精度。
(6)能高速進給
由于滾珠絲杠機構可以制造成較大的導程,傳動效率高,發熱低,因而能實現高速進給。在保證低于滾珠絲杠機構臨界轉速的前提下,大導程滾珠絲杠副可以實現100m/min甚至更高的進給速度。
(7)傳動效率高
通常在螺紋絲杠機構中僅能夠達到20%~40%的機械傳動效率,而滾珠絲杠機構可以獲得很高的機械傳動效率,最高可以達到98%。
(8)使用壽命長
幾乎在沒有磨損的狀態下運行,因而可以達到較長的使用壽命。
3 滾珠絲杠精度檢測
3.1 滾珠絲杠位置誤差的產生
機床的每一根軸都是由伺服系統所驅動的,系統的組成是由伺服軸卡、伺服驅動器、伺服電機組成。它的主要作用是由伺服系統接受NC所發出的位置指令來驅動電機進行定位控制。加工中心X、Y、Z軸由滾珠絲杠傳動。通過伺服同步電機實現驅動。滾珠絲杠螺母副傳動過程存在反轉間隙,這種反轉間隙會造成工作臺反向時,電動機空轉而工作臺不動,使半閉環系統產生誤差和全閉環系統位置環振蕩不穩定。滾珠絲杠磨損越大反向間隙遠大,振蕩越不穩定。其稱為位置誤差。
3.2 位置誤差檢測方法-ServoGuide
ERRC表示驅動裝置的誤差值,因ERRC=進給速度/位置增益,故當進給一定時,ERRC理論上一定。但由于絲杠、螺母副、軸承磨損,導致驅動裝置構件間約束發生變化,系統定位時,為達到準確定位,必須不斷進行調整,從而體現為機床某軸驅動裝置振動。機床位置增益設定值越高,相同進給速度下,ERRC值越小,但同時要求機床驅動裝置剛度和約束越高。當機床驅動裝置剛度和約束無法與機床位置增益匹配時,振動發生。ERRC曲線可作為表征絲杠狀態的一個指標。
3.3 監測圖形分析
通過對同一臺機床在同一進給不同1825(位置增益)值下的監控,可發現位置增益越小,機床ERRC越大,但由于同時降低機床定位的敏感度,機床振動降低,ERRC曲線的振幅降低。因此,可通過對驅動裝置的ERRC曲線進行定期收集,建立數據庫,通過大量數據的分析,對不同工位的驅動裝置狀態進行評估,以制定有效的預測性維修。
3.4 滾珠絲杠位置誤差計算
滾珠絲杠傳動中位置誤差的計算及相關參數調整。No2021:負載慣量,其值決定速度增益。速度增益=[No2021+256/256]×100
No1825:位置環增益,單位0.01/S誤差量(P)=[進給速度/60×位置增益]×1/檢測單位
No1826:快速指令的到位寬度。
No1827:切削指令的到位寬度。到位:定位結束。系統根據移動指令和反饋指令的差值的多少,來確定是否定位結束。位置偏差值存放在誤差寄存器中,其值可以通過診斷DGN300讀出。
No1828:移動中的誤差極限值,當誤差寄存器數值超過其值,ALM411報警。
No1829:靜止時的誤差極限值,當誤差寄存器數值超過其值,ALM410報警。
3.5 ServoGuide調整原則
1)提高位置增益,可以改善系統的定位及加工精度,調整量以不使系統產生振動與過沖為前提,同時所有的差補軸的增益需保持一致。
2)提高速度增益,可以改善電機的速度響應,提高加速能力,但過高的速度增益會使機床產生振動。
3)振動出現時,可以在降低速度及位置增益之前使用轉矩指令濾波器進行調整,如因機床的機械剛性等原因不能產生效果后,可降低速度及位置增益。轉矩指令濾波器:將輸出的轉矩指令中包含的高于設定頻率的共振頻率對應的轉距指令濾掉,以降低振動。
3.6 驅動方面調整方法
手動設定降低位置增益參數1825,同時增大移動過程誤差值參數1828,可以改善絲杠定位產生振動,對帶有圓弧插補、曲線、倒角等加工差補軸的增益需保持一致。所有參數調整應以不影響加工精度、調整量為前提。手動設定完以上參數之后,系統的性能應有一定的提高。如果還達不到精度要求,只能從別的方面去考慮:機床的機械部分,加工刀具、加工程序、加工速度、進給量、進刀方式、冷卻方式等。這些因素都會對加工效果產生影響。
3.7 滾珠絲杠失效狀態識別
滾珠絲杠由于長期的運行產生磨損間隙,將直接影響加工中心的傳動精度及剛性。一般現象為反向間隙大、定位精度不穩定、機床產生震動、螺母副卡滯、進給爬行等。系統及參數調整已經超過調整量,加工精度不能滿足要求時基本可以判定該絲杠已失效。
4 結束語
本設計主要對加工中心滾珠絲杠應用進行分析,基本的介紹了滾珠絲杠的結構類型和技術特點。通過這次技術應用讓我對自己的專業知識有了進一步的鞏固與提高,特別是對絲杠的選型,絲杠的精度檢測有了比較深刻的了解。