鍍鋅機(jī)組出口區(qū)域取樣機(jī)器人系統(tǒng)開發(fā)與應(yīng)用
2021-06-26 00:50:18余瓊,賈建,方錕,李波,李志
冶金動(dòng)力 2021年3期
余 瓊,賈 建,方 錕,李 波,李 志
(馬鋼(合肥)板材有限責(zé)任公司,安徽合肥 230011)
1 概述
馬鋼(合肥)板材公司鍍鋅機(jī)組出口區(qū)域原采用人工方式對(duì)機(jī)組剪切樣板進(jìn)行搬運(yùn)和貼標(biāo)簽,人工搬運(yùn)樣板存在極大的安全隱患,同時(shí)存在樣板標(biāo)簽貼錯(cuò)的問題。樣板貼標(biāo)簽后,操作人員需將樣板搬至樣板斗內(nèi)存放,等待將樣板取出送檢化驗(yàn)室,樣板存放超過3 天需人工清理。為降低危害風(fēng)險(xiǎn),消除隱患,降低勞動(dòng)強(qiáng)度,打造智慧工廠,馬鋼(合肥)板材公司通過新增取樣機(jī)器人取代人工對(duì)樣板貼標(biāo)、取樣、復(fù)樣、清樣等工作,并實(shí)現(xiàn)自動(dòng)取樣貼標(biāo)及復(fù)樣,清樣功能,提高了工作效率,降低了勞動(dòng)強(qiáng)度。取樣機(jī)器人機(jī)械執(zhí)行機(jī)構(gòu)選用ABB 工業(yè)六軸機(jī)器人,布置于5#CGL 機(jī)組取樣平臺(tái)上,其中機(jī)器人、標(biāo)簽打印機(jī)、樣板斗安裝在安全圍欄內(nèi),操作盤緊靠圍欄,機(jī)器人控制柜及PLC 控制柜就近安裝,取樣管理機(jī)放在出口操作室內(nèi)。
2.系統(tǒng)組成
取樣機(jī)器人系統(tǒng)主要由工業(yè)六軸機(jī)器人、安裝底座、樣板搬運(yùn)執(zhí)行機(jī)構(gòu)和貼標(biāo)裝置、標(biāo)簽打印單元、樣板斗、取樣輥道及清樣滑槽、升降機(jī)、電氣控制及管理系統(tǒng)等組成,具體布置圖如圖1 所示。
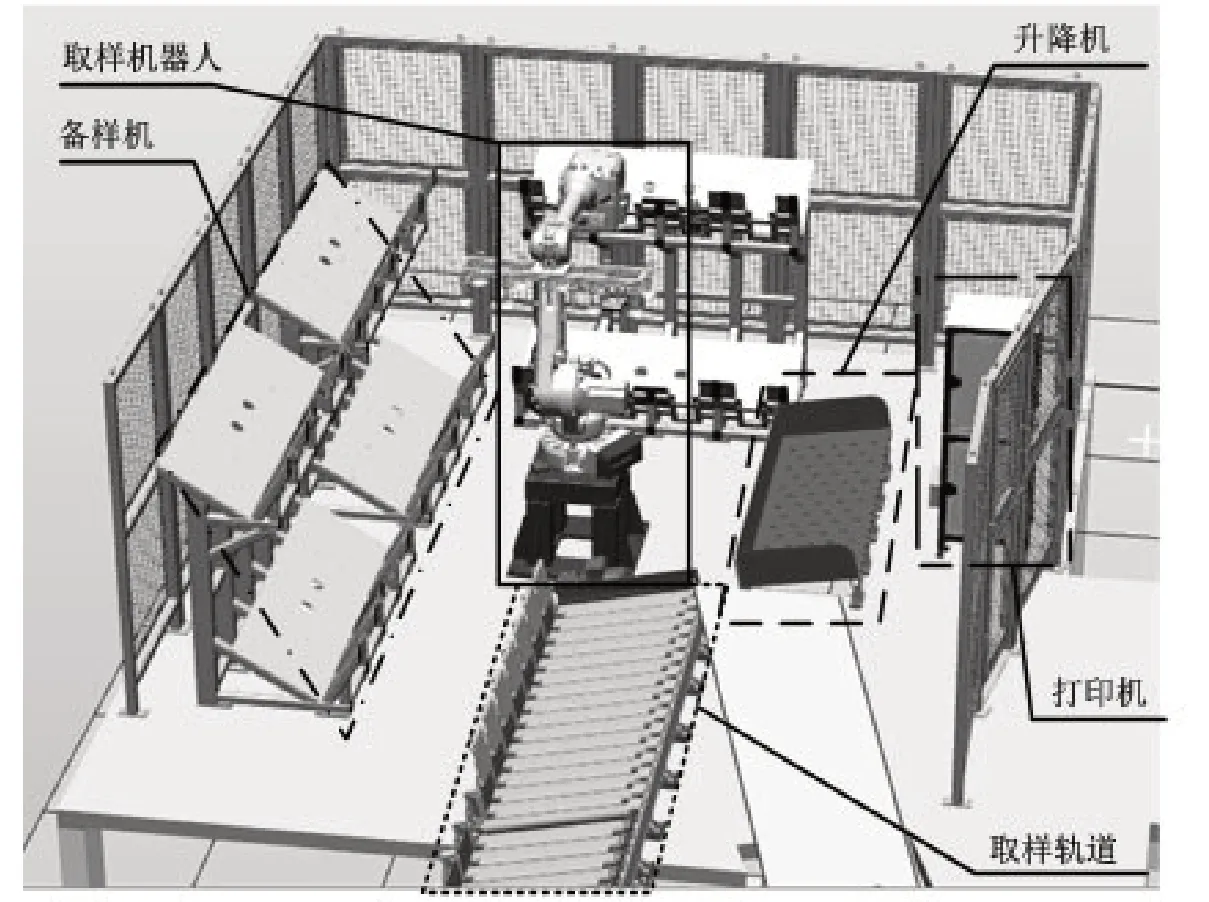
圖1 取樣機(jī)器人布置圖
2.1 六軸機(jī)器人及安裝底座
取樣機(jī)器人的主機(jī)械執(zhí)行機(jī)構(gòu)為ABB 工業(yè)六軸機(jī)器人。機(jī)器人安裝底座用于固定機(jī)器人本體,固定在鋼結(jié)構(gòu)平臺(tái)上,如圖2所示。
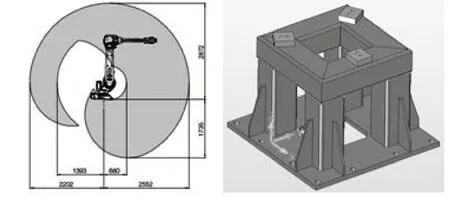
圖2 機(jī)器人及安裝底座示意圖
2.2 樣板搬運(yùn)執(zhí)行機(jī)構(gòu)和貼標(biāo)裝置
取樣機(jī)器人樣板搬運(yùn)執(zhí)行機(jī)構(gòu)和貼標(biāo)裝置如圖3 所示,取樣夾具頭上安裝有標(biāo)簽吸盤和樣板吸盤,機(jī)器人執(zhí)行機(jī)構(gòu)上裝有激光測(cè)距儀和工業(yè)相機(jī)元件,可以檢測(cè)有無樣板及識(shí)別樣板標(biāo)簽內(nèi)容。樣板剪切完成后掉落樣板由輸送輥道輸送到位。貼標(biāo)裝置前往打印機(jī)單元吸取標(biāo)簽紙貼于樣板表面。取樣裝置通過樣板吸盤將樣板抓取放置于對(duì)應(yīng)樣板斗內(nèi)。
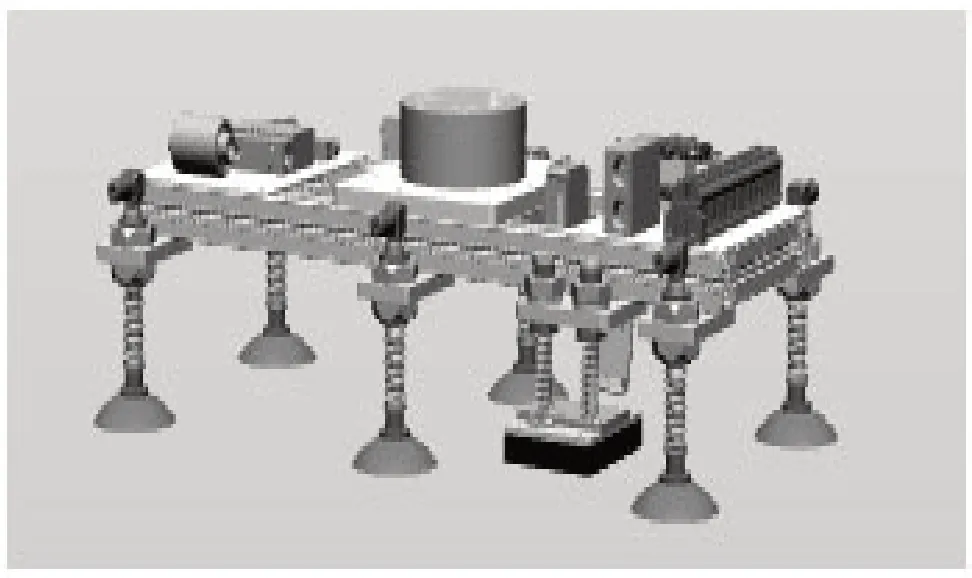
圖3 機(jī)器人板搬運(yùn)執(zhí)行機(jī)構(gòu)及貼標(biāo)裝置示意圖
2.3 標(biāo)簽打印單元
打印裝置打印速度最高300 mm/s,解析度20/300 dpi,可打印40~105 mm 寬的標(biāo)簽。標(biāo)簽剝離裝置具有底紙剝離及自動(dòng)回收功能。打印機(jī)固定在打印機(jī)防護(hù)裝置內(nèi),有較好的密封性,可以防塵。
2.4 樣板斗
共有3 套備樣斗,1 套中間過渡斗,至少可存放3天的備樣,1套升降送樣斗。樣板斗內(nèi)安裝磁力分張器,可防止取樣機(jī)器人工作過程中樣板粘連。
2.5 取樣輥道及清樣滑槽
樣板輸送輥道采用電機(jī)拖動(dòng)的形式,通過取樣機(jī)器人控制可以正傳反轉(zhuǎn)輸送樣板,樣板輸送到位通過限位檢測(cè),同時(shí)增大與導(dǎo)板臺(tái)的落差。以保證機(jī)組上剪切下的樣板按照次序落入樣板輸送輥道內(nèi),頭尾樣無混樣,樣板與廢樣無混料。
備樣存滿3天,機(jī)器人清樣時(shí),將備樣斗樣板放到機(jī)組的廢板輸送鏈上方,樣板通過清樣廢板導(dǎo)向斜臺(tái)滑至廢板輸送鏈上。
2.6 升降送樣斗
機(jī)器人取完樣板后將需要送檢的樣板放置于二樓取樣平臺(tái)升降送樣斗內(nèi),下降至一樓地面后傾倒至送樣手推車內(nèi)。
2.7 電氣控制及管理系統(tǒng)
取樣機(jī)器人電氣控制系統(tǒng)采用西門子S7-1215C 為主控制器,PLC 通過Profinet 與機(jī)器人進(jìn)行通信,通過硬線I/O的方式與機(jī)組L1建立聯(lián)鎖,采用Profibus-DP 形式與機(jī)組L1 進(jìn)行數(shù)據(jù)通信,與L2 通過TCP/IP通信獲取生產(chǎn)樣板數(shù)據(jù)信息。
2.7.1 PLC 硬件結(jié)構(gòu)
PLC 控制系統(tǒng)采用S-1200 系列控制器,配置了必要的數(shù)字量輸入/輸出模塊和接口模塊,使用TIA Portal V16 軟件編程,工業(yè)機(jī)器人自帶 DP/DP-COUPLER,通信采用Profibus-DP通信方式。
2.7.2 PLC 程序開發(fā)
取樣機(jī)器人系統(tǒng)整個(gè)作業(yè)流程分為取樣作業(yè)、取標(biāo)簽作業(yè)、復(fù)樣作業(yè)及清樣,所有作業(yè)流程均為全自動(dòng)運(yùn)行,針對(duì)作業(yè)流程開發(fā)相關(guān)控制程序。
2.7.2.1 機(jī)器人自動(dòng)取樣貼標(biāo)流程
(1)當(dāng)樣板剪切完成掉落至樣板輸送輥道時(shí),L1將“有新樣板”和信號(hào)發(fā)給取樣機(jī)器人PLC 系統(tǒng)后,取樣機(jī)器人PLC判斷條件滿足后啟動(dòng)機(jī)器人作業(yè);
(2)取樣機(jī)器人與L1 通信,獲取當(dāng)前樣板的入口卷號(hào)及剪切數(shù)量;
(3)取樣機(jī)器人將L1 下發(fā)當(dāng)前樣板入口卷號(hào)向L2 請(qǐng)求,獲取樣板產(chǎn)品卷號(hào)、厚度、寬度等標(biāo)簽數(shù)據(jù);
(4)取樣機(jī)器人攜帶取樣夾具裝置到標(biāo)簽打印單元取標(biāo)簽,取標(biāo)簽完成后移動(dòng)到樣板輥道取樣位置抓取樣板并貼標(biāo),貼標(biāo)完成后掃碼確認(rèn);
(5)將樣板根據(jù)需求放置不同備樣斗或升降機(jī)內(nèi)送樣;
(6)取樣機(jī)器人自動(dòng)回到原始位,并發(fā)送L1 取樣完成命令,整個(gè)作業(yè)流程結(jié)束。
2.7.2.2 復(fù)樣工作流程
樣板管理系統(tǒng)啟動(dòng)后,會(huì)和取樣機(jī)器人的控制單元PLC 建立基于OPC 協(xié)議的通信連接,操作人員在樣板管理系統(tǒng)的主界面,輸入卷號(hào)和頭中尾查找計(jì)劃復(fù)樣的樣板,將其勾選到待復(fù)樣板的表格中。選擇復(fù)樣,樣板管理系統(tǒng)向取樣機(jī)器人PLC 發(fā)出復(fù)樣指令,同時(shí),啟動(dòng)跟蹤取樣機(jī)器人復(fù)樣的工作線程,監(jiān)聽取樣機(jī)器人在復(fù)樣過程中的掃碼、放樣、送樣的信號(hào),實(shí)現(xiàn)相關(guān)斗中樣板信息的更新。復(fù)樣流程如圖4所示。
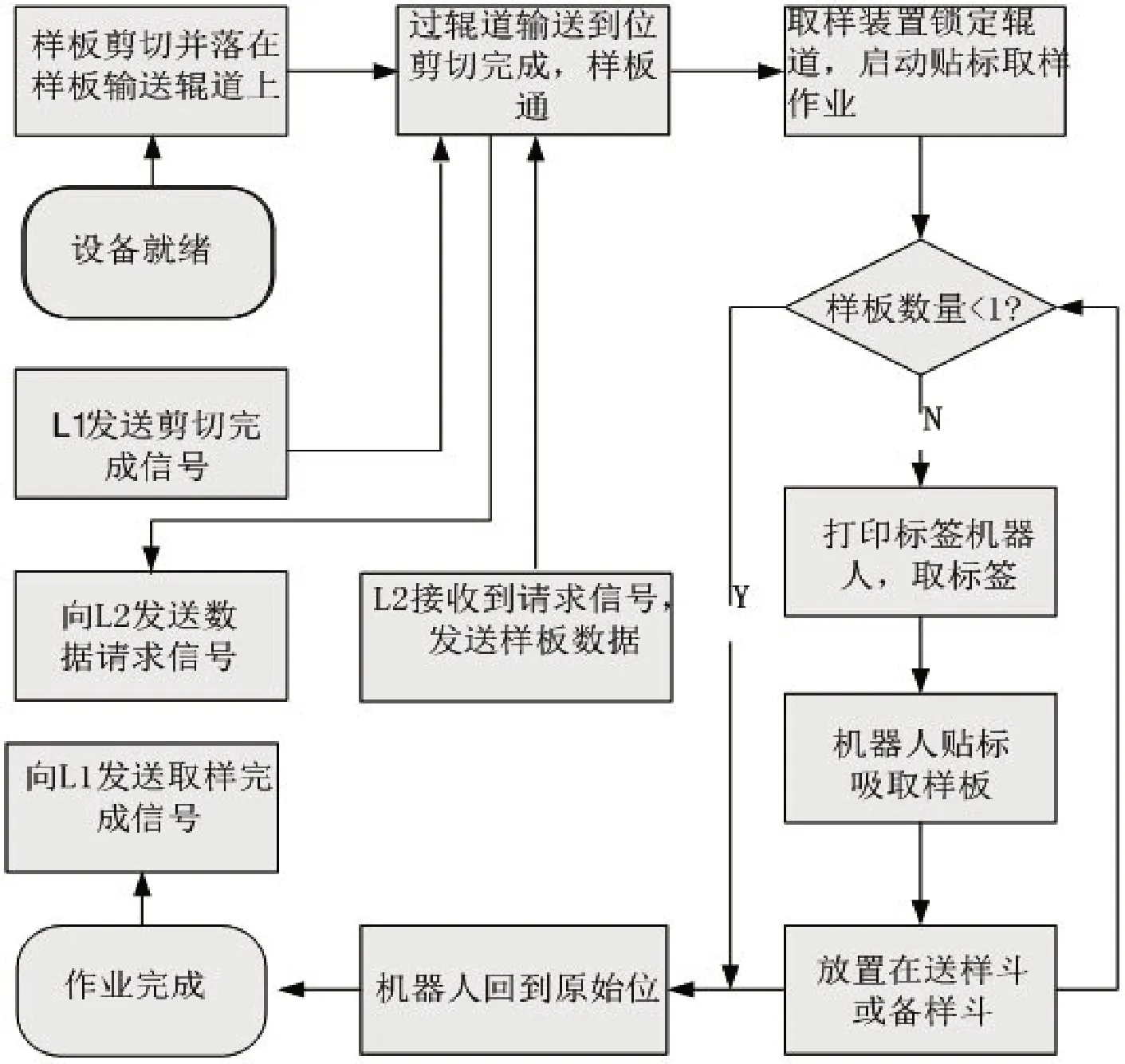
圖4 取樣機(jī)器人系統(tǒng)復(fù)樣流程圖
2.7.2.3 清樣工作流程
樣板管理系統(tǒng)啟動(dòng)后,會(huì)查詢備樣斗中的樣板是否過期,若過期會(huì)在備樣斗的右下角顯示紅框提示樣板過期,即可清樣。清樣具有兩種運(yùn)行模式:全自動(dòng)清樣和半自動(dòng)清樣。全自動(dòng)模式下,樣板管理系統(tǒng)每天19 時(shí)至23 時(shí)可自動(dòng)清理過期樣板;半自動(dòng)模式下,操作人員在主界面選中要清理的備樣斗,選擇清樣,樣板管理系統(tǒng)向取樣機(jī)器人PLC 發(fā)出清樣指令,同時(shí),啟動(dòng)跟蹤取樣機(jī)器人清樣的工作流程,監(jiān)聽取樣機(jī)器人在清樣過程中的清理完成信號(hào),實(shí)現(xiàn)相關(guān)斗中樣板信息的更新。
2.7.3 HMI 畫面開發(fā)
為方便操作,開發(fā)HMI 觸摸屏,通過TIA Portal V16 軟件開發(fā)HMI 操作畫面,并對(duì)各類報(bào)警信息做出顯示,同時(shí)對(duì)各自動(dòng)運(yùn)行條件是否滿足做出提示,并保留重要參數(shù)的歷史數(shù)據(jù),操作人員只需點(diǎn)開相關(guān)畫面即可,如圖5所示。
圖5 取樣機(jī)器人系統(tǒng)HMI典型畫面
3 實(shí)施效果
通過取樣機(jī)器人的開發(fā)與應(yīng)用,滿足生產(chǎn)節(jié)奏的同時(shí)又提高了樣板搬運(yùn)效率及準(zhǔn)確性,消除了人工搬運(yùn)樣板潛在的樣板劃傷風(fēng)險(xiǎn),也保證了樣板不被損壞。同時(shí)代替人工貼標(biāo),避免了人工貼標(biāo)錯(cuò)誤的發(fā)生,大大降低了人工搬取樣板重復(fù)勞動(dòng)強(qiáng)度,且該設(shè)備通用性及移植性較強(qiáng)。