激光釬焊在頂蓋焊接中的應用
2021-06-28 09:00:26高爽王銳朱建磊李延海
汽車零部件 2021年6期
高爽,王銳,朱建磊,李延海
(吉利汽車集團有限公司,浙江寧波 313000)
0 引言
激光釬焊是以激光為熱源,以釬料為填充材料的焊接形式[1]。激光釬焊填充釬料主要有兩種形式,分別是預置方式及送絲方式[2]。汽車行業中大部分采用的是送絲方式。激光釬焊接頭通常采用卷邊對接、角接、邊線對接等方式[3]。相對于其他位置,激光釬焊焊接頂蓋時,對產品及工藝的需求更多,也更容易出現問題。為此,本文作者闡述了激光釬焊在頂蓋焊接中的應用。
1 激光釬焊的優缺點
優點:更加靈活的造型、較高的連接速度、PQ質量好、變形量小。
缺點:設備投入高、對產品有很高的要求、返修率高、工藝復雜。
普通點焊如圖1所示,激光釬焊如圖2所示。

圖1 普通點焊

圖2 激光釬焊
2 激光釬焊的焊接流程
激光釬焊的焊接流程如圖3所示。

圖3 焊接流程
3 對產品設計的需求
3.1 斷面尺寸需求
為保證焊接過程中頂蓋與側圍搭接間隙、焊接過程中釬焊絲的通過性、焊接氣體的排放、焊接后焊縫隙質量等,通過實踐及計算對產品設計形式有較詳細的要求。目前各大主機廠主要采用的斷面形式如圖4所示。

圖4 斷面形式
斷面設計要求見表1。

表1 斷面設計要求
3.2 收弧空間
激光釬焊收弧時為避免燒傷產品需要預留一定的避讓空間。圖5是某天窗車型前頂蓋激光釬焊收弧處側圍的避讓特征。

圖5 避讓特征
3.3 向下包邊焊接尺寸要求
向下包邊焊接尺寸要求:
(1)向下翻邊角度α與水平夾角需小于90°。
(2)頂蓋向下翻邊與側圍貼合長度L需要大于2 mm。
圖6為向下包邊焊接尺寸示意圖。

圖6 向下包邊焊接尺寸示意
3.4 避讓尺寸需求
為保證頂蓋兩側釬焊位置能夠與側圍貼合,頂蓋與前后橫梁搭接處設定X、Z向避讓間隙,產品設計時可以直接設定也可以通過移動公差實現,如圖7所示。

圖7 轎車避讓尺寸
SUV車型前端與轎車一致,后端預留如圖8所示。
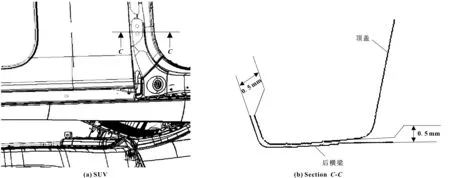
圖8 SUV預留尺寸
4 工藝的需求
4.1 零件質量
激光釬焊對零件焊接間隙尺寸有很高的要求,一般為0~0.3 mm[4],而側圍與頂蓋配合面的配合長度達到1 700 mm以上,對沖壓件提出較高的尺寸需求,零件匹配處調整模具會很頻繁,影響模具強度,模具設計時需考慮。為提高零件精度需增加相應工序,最好是由5序增加到6序,以保證零件尺寸。檢具開發設計時注意檢測頂蓋的位置點為紅色圓點處,檢具模塊需與側圍平行且保證檢測可達性。測量文件編制時每50 mm設定一個測點,需注意測量支架高度,保證藍光/三坐標測量可達性。
頂蓋尺寸要求如圖9所示。
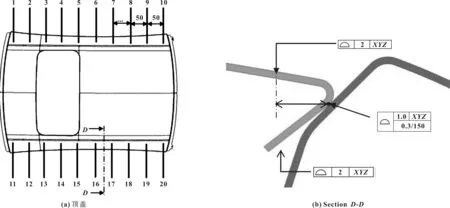
圖9 頂蓋尺寸
側圍零件尺寸需求如圖10所示。

圖10 側圍零件尺寸
4.2 工裝定位需求
頂蓋較軟,存在自重變形、磕碰變形、運輸變形、焊接變形等因數,造成頂蓋尺寸波動較大;在焊接頂蓋時車體經過多道焊接順序,存在焊接影響、公差累計、零件尺寸波動等諸多不可控因數,造成車體尺寸不穩定。在盡量減少上序尺寸波動的前提下在頂蓋激光釬焊工位及頂蓋上件工位增加特殊工裝,以保證焊接間隙0~0.3 mm。釬焊工位工裝相對上件工位工裝取消定位功能,保留Z向壓緊功能。如圖11所示。

圖11 工裝示意
下面按生產順序對焊接過程使用的工裝進行介紹。第一步工裝抓手過來抓取頂蓋。通過定位銷或者翻邊擋塊將頂蓋X、Y向固定,吸盤吸氣,Z向固定。抓手抓取頂蓋完成,如圖12所示。

圖12 工裝抓手操作流程
第二步抓手運動到車身上方位后,X、Y向定位塊放開,抓手按軌跡向下運動到位。固定板上壓塊1下壓將活動塊向前推動使活動塊上X向限位與車身后流水槽處貼合保證頂蓋X向位置工裝定位到車身上,如圖13所示。也可以采用其他方案來定位頂蓋的X向,例如視覺引導。

圖13 X向限位及局部放大圖
同時頂蓋兩側與側圍接觸,通過接觸型面調整頂蓋Y向位置。如圖14所示,活動機構可X、Y向移動同時可繞Z軸旋轉一定角度(一般3°左右)。彈簧對活動灰塊施加向下的壓力,保證活動塊帶動橡膠壓塊壓緊頂蓋。壓緊機構壓緊可以保證頂蓋與側圍貼合進而保證焊接縫隙在0~0.3 mm之間。建議在頂蓋兩側每100~150 mm設定一個半徑20 mm的橡膠壓塊(具體位置與大小可由夾具廠家設計),且距離頂蓋前后邊5~10 mm處開始設定壓塊。其他壓塊壓緊開始焊接。

圖14 Z向限位及局部放大圖
第三步對頂蓋進行點焊定位,需要在車身后部Z向焊接兩點以上,如可實現X向焊接需焊接兩點以上,如圖15所示;在車身前部焊接3個焊點,分別在Y0、距兩端150 mm的位置,如圖16所示。

圖15 后部示意
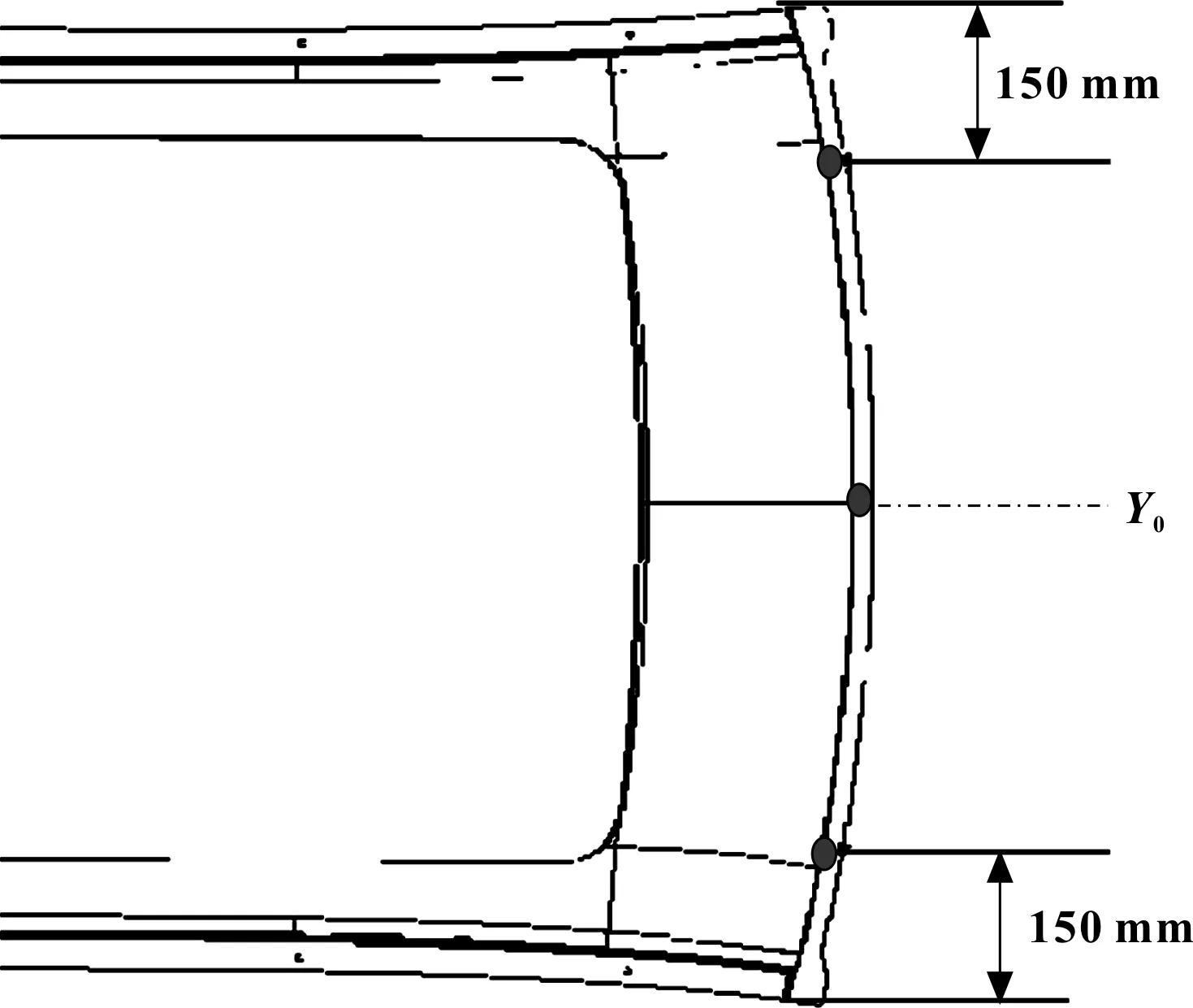
圖16 前部示意
第四步帶頂蓋車身進入到激光房中,上述形式工裝(去除XY向定位)向下壓緊,工裝壓緊后,因其特殊的斷面,頂蓋Y向會與側圍有較好的貼合,機器人開始釬焊焊接,焊接完成。
4.3 增設返修檢查工位
因激光釬焊對零件質量、設備穩定、工作環境等有很高的要求,一旦不滿足將會出現斷焊、燒穿、氣泡等焊接缺陷。所以需增設檢查返修工位,并規定相關技術人員對零件質量、設備、工作環境等進行定期檢測。圖17列舉了一些缺陷圖片。

圖17 缺陷圖
5 結束語
文中根據相關項目經驗總結編寫,期待各位同行在后續激光釬焊生產應用中進一步完善,促進激光釬焊技術在汽車行業中的應用。隨著機加技術、焊接技術、機器人技術的發展,激光釬焊的應用限制會越來越少,配套生產工藝會越來越簡單,生產投入會越來越少,促進激光釬焊廣泛應用在汽車制造過程中。