冷軋退火酸洗在線平整機抬輥印的解決辦法
2021-06-28 01:31:26禹云龍林福龍
天津冶金 2021年3期
關鍵詞:焊縫
成 龍,禹云龍,林福龍
(天津太鋼天管不銹鋼有限公司,天津300461)
0 引言
隨著冷軋不銹鋼行業工藝裝備的不斷發展,將平整機直接加入冷軋退火酸洗線已經成為趨勢,而兩輥干式平整機因其簡潔高效等特點備受青睞。在線平整工藝提高了天津太鋼天管不銹鋼有限公司冷軋2B板形的質量水平,減少了邊浪、中浪,尤其是楔形和對角線不一致等問題的出現;縮短了未平段的長度,相比于由離線的11 m縮短到2 m;而且大大提高了平整機的生產效率,在線平整相當于同樣級別的兩臺離線平整[1]。
效率等的提升也帶來了在線平整機固有的一些缺陷,比如平整輥開合過程中導致的抬輥印。抬輥印的出現不穩定,長度從幾十米到二百米不等,一直困擾著在線平整機的技術和操作人員。本文對焊縫過平整機程序、軋制線張力控制、抗皺輥動作、拋光器動作、電機勵磁等相關因素進行了研究,發現了造成抬輥印的原因,并制定了針對性的優化方案,大大減少了抬輥印的產生,提升了冷軋薄板的表面質量[2,3]。
1 在線平整裝置及抬輥印產生的原因
1.1 在線平整裝置
冷軋退火酸洗在線平整裝置安裝在兩組張力輥之間,這樣的設置既可以輕松的給平整裝置提供高達30 t的張力,還可以解決離線平整芯軸“八”字的問題,給板形的調整創造最好的條件。平整輥的初始直徑可以達到860 mm,厚重的牌坊可以給平整輥提供高達2 200 t的軋制力。在如此高的軋制力和張力的作用下,帶鋼會發生2%以下的塑形變形,以此來調整板形。在線平整機示意圖如圖1所示。

圖1 在線平整機示意圖
1.2 抬輥印產生原因分析及解決方案的探討
要分析抬輥印產生的原因,首先得研究抬輥前后各設備的運行狀況和順控關系。焊縫通過在線平整機的時候帶鋼會由高速(100 m/min)停下,平整輥打開,焊縫運行過平整輥后再閉合平整輥,然后開車運行。由于帶鋼由高速停下來后有應力,平整機抬輥的瞬間應力釋放,帶鋼和平整輥有相對錯動,導致抬輥印缺陷的產生。該缺陷會發生于每次開合輥,如果通過換輥解決會消耗大量的人力、物力和生產效率,所以只能通過拋光器消除,這必然會產生幾十米到幾百米不等的缺陷,影響帶鋼實物質量。
1.2.1 抬輥印產生原因分析
經對在線平整機進行多項試驗,再結合離線平整機生產操作經驗,探究在線平整機抬輥印產生的真正原因和影響因素。
首先,所謂“抬輥印”真的是抬輥造成的嗎?通過對平整機開合輥造成的帶鋼輥印的追蹤,發現上一卷的開輥的停車輥印里就有抬輥印,所以“抬輥印”是平整機抬輥過程中造成的。抬輥印缺陷如圖2、圖3所示。

圖2 停車輥印內抬輥印缺陷

圖3 正品帶鋼上的周期性抬輥印缺陷
通過試驗確定“抬輥印”是平整輥開輥過程中造成的,接下來就是對開輥過程的分析。從缺陷的形態上分析,劃傷是沿帶鋼運行方向,并且自帶頭向帶尾,明顯是輥與帶鋼間位移摩擦產生的。而從數控順序圖可以看出,開輥的瞬間帶鋼是不動的,并且張力輥屬于保持狀態,所以,產生位移摩擦的位置是平整輥。而查看電氣控制程序,平整輥在抬輥時電機給定是“零速”,那么平整輥與帶鋼間的相對位移是如何產生的呢?
1.2.2 平整輥與帶鋼相對位移分析
借鑒離線平整機生產操作經驗和抬輥印的解決辦法,探究在線平整機平整輥與帶鋼相對位移產生的原因。冷軋不銹鋼廠的離線平整一般是作為在線平整的補充,離線平整屬于單獨的小機組,沒有連續在線的張力輥,是通過入口、出口的芯軸實現張力。
離線平整牌坊內開合輥的原理和在線平整一樣,同樣也有開輥印的問題。其開輥印產生的原理是:平整機由高速運轉到完全停下,此間平整輥和帶鋼并不能完全同步,平整輥因帶鋼的拉拽會產生扭應力,在開輥的瞬間應力釋放,平整輥與帶鋼間產生相對位移,將帶鋼擦傷。其解決辦法是平整輥開輥之前將出口芯軸倒轉,待出口張力完全松下來后再開平整輥,消除平整輥應力釋放引起的相對位移。使用該方法基本可以消除離線平整抬輥印的缺陷。
由此可以分析出,在線平整抬輥印也是由于平整輥應力釋放過程,與帶鋼間產生相對位移,擦傷帶鋼所致。但由于連續生產的限制,出口張力輥不能實現反向轉動,解決問題的辦法只能從別的地方入手。
2 在線平整抬輥印的解決辦法
找到了抬輥印產生的原因,接下來就通過工藝分析和試驗,找到最優的解決辦法。
2.1 優化過焊縫給定張力
解決平整輥與帶鋼間相對位移,首先考慮降低平整機開輥前的張力,并對其進行優化,從而減少平整輥和帶鋼之間的應力。表1是根據不同帶鋼厚度設定的不同在線平整機開輥張力。
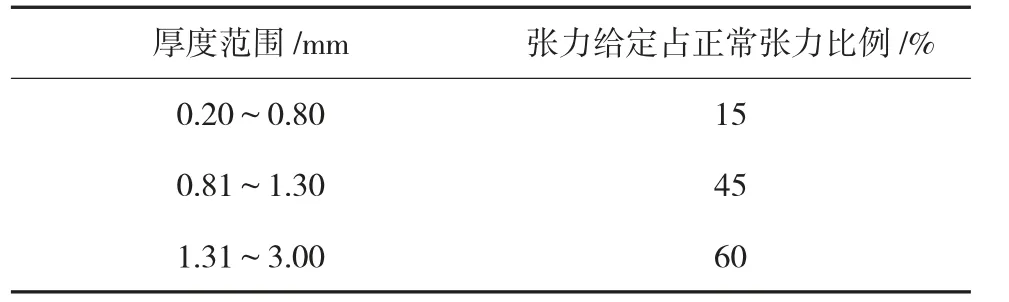
表1 在線平整機過焊縫張力給定
通過對過焊縫張力的優化,抬輥印得到改善,缺陷的程度和發生的頻次都有所減輕,但厚料由于整體的張力較大,且不能將過焊縫張力大幅降低(實踐中因平衡張力問題會導致嚴重的堆鋼事故),抬輥印還是會時有發生,沒有得到有效的解決。
2.2 優化開輥方式
設計的平整輥開輥方式為上下輥同時上升、下降打開,由于上輥決定軋制線,所以上輥抬升和定位由三套裝置來執行,分別是平整輥提升和保持的平衡液壓缸、彎輥缸和螺旋定位機構。一條年產40萬噸的冷軋退火酸洗線,每天的生產卷數最多可以達到100卷,也就意味著這三套裝置每天將動作200次,這對設備的損耗嚴重,而且會影響軋制線及軋制力差調節系統的精度。螺旋定位裝置的螺桿和銅頭磨損導致輥子定位精度下降,從而加大了抬輥印產生的概率。
公司創造性的將開輥方式由原來的上下同時打開,改成上輥不動、下輥下降的方式。該方式革命性的將螺旋定位裝置、上輥平衡裝置的動作頻次由之前的最多200次/班降到了現在的1次/班,避免了螺旋壓下銅頭頻繁動作導致的磨損,提高了軋制線的精度和穩定性,給后期其他措施創造了良好的設備支撐。
2.3 實現“倒帶”
通過降低過焊縫張力可以緩解應力問題,但是不能做到根治,解決抬輥印的關鍵還是徹底消除平整輥和帶鋼由高速運行到停止不同步造成的應力問題。對于冷軋退火酸洗線平整機過焊縫的用時絕對是分秒必爭,600 m的有效活套量,150 m/min的運行速度,過焊縫及卸卷、上卷的時間只有4 min。所以過焊縫的每一個步驟都要做到最省時,沒有停下來再反向運行的時間。
通過對“停車”、“平衡張力”等步驟的研究,將在線平整過焊縫程序進行優化:即在線平整段停車,平整機出口張力輥消勵磁,依靠平整輥和在線平整前的張力輥平衡張力,可以實現帶鋼“倒帶”的效果。具體的原理:當平整機完成第一次焊縫定位后,出口張力輥消勵磁、抱閘抱住,抗皺輥下降導致“入口張力輥-平整輥-出口張力輥”之間的帶鋼松弛,入口張力輥和平整輥為了維持“入口張力輥-平整輥-出口張力輥”之間的張力向入口方向運行,從而達到了帶鋼反向運行的效果。經過“倒帶”后,平整輥相對帶鋼的應力得到有效釋放。改造后在線平整機過焊縫順控圖如圖4所示。

圖4 改造后在線平整機過焊縫順控圖
3 實踐應用效果
通過對過焊縫程序的優化,在線平整段的帶鋼達到了反向運行的效果,長度大概在50~150 mm之間。改造前的停車輥印如圖5所示,平整停車輥印只有一道,放大停車輥印會看到如圖2中的擦傷,在隨后的經平整輥軋制的帶鋼上就會出現周期性的橫條輥印缺陷,即抬輥印。而改造后的停車輥印如圖6所示,改造后平整機停車輥印為明顯的兩道,一道為第一停車時的停車輥印,另一道為反向運行后的停車輥印。通過“倒車”有效的釋放了平整輥與帶鋼之間的應力,是解決抬輥印的主要措施。
圖5 改造前的停車輥印

圖6 改造后的停車輥印
通過上述幾項措施實施,不僅大大降低了螺旋定位裝置和上輥平衡裝置的故障率,提高了在線平整機軋制線的精度和穩定性,最終解決了抬輥印問題。
2020全年在線平整機抬輥印降級150噸,較2019年減少450噸,按照合格品與二級品差價1 000元/噸,減少經濟質量損失45萬元,實現了提質增效。
其次,抬輥印的解決不僅大大減少了頭尾降級品的產生,也推動了在線平整機投用率的提升,投用率從之前的92.5%提高到現在的97.3%,效率提升顯著,減少了工序成本。
4 結語
抬輥印缺陷雖然只產生在頭部幾十米到二百米,但是隨著不銹鋼質量標準的不斷提高,該缺陷一直困擾著在線平整機。同時,抬輥印產生的原因錯綜復雜,涉及到抗皺輥、平衡缸、彎輥缸、張力輥等與平整機相關的多個設備,是一個系統性的問題。本文著眼于抬輥印產生的機理,結合離線平整的現場操作經驗,提出了一套系統解決抬輥印的方法。通過優化焊縫過平整機的操作,改變了軋制線調節、張力平衡等調整方式,從根本上解決了厚料抬輥印的產生,不僅減少了抬輥印缺陷降級造成的質量損失,而且延長了平整輥使用壽命,提高了在線平整投用率。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
