分體式無縫定徑輥環加工方法研究
2021-06-28 01:31:28曹雙磊鄭丙策張建波崔照威
天津冶金 2021年3期
汪 凡,曹雙磊,鄭丙策,張建波,崔照威
(中鋼集團邢臺機械軋輥有限公司,河北054025)
0 引言
定徑輥環用于無縫鋼管的軋制,分布于熱連軋機的定徑機架。定徑機架輥軸連接有三種形式:過盈連接、鍵連接和花鍵連接。因花鍵連接具有導向性好、受力均勻、應力集中小以及使用壽命長等優點,在行業內應用愈加普遍,但其加工工序長,要求精度較高,邢臺軋輥公司結合產品形狀特征和工藝難點,對分體式無縫定徑輥環加工方法進行了研究,形成了穩定的加工工藝,提高了產品質量,滿足了用戶使用要求。本文結合國外某分體式無縫定徑輥環,對該產品的結構和使用特點、加工難點、加工工藝設計進行了分析和闡述。
1 產品特點
定徑輥環組件是由輥環與花鍵套組裝而成。輥環材質為珠光體球墨鑄鐵,基體中珠光體占比70%~80%,該材質綜合性能優于鐵素體和滲碳體,強度和硬度適中,硬度HSD50~65,加工性能較差,輥環外圓兩側存在斜角,中部有深10 mm孔型,產品外形尺寸為423 mm×180 mm×165 mm,重量126 Kg。花鍵套材質為42CrMo,屬于合金結構鋼,具有良好的機械性能及可加工性,經調質處理后硬度HSD40~50,有較高的疲勞極限和抗沖擊能力,花鍵存在于內孔中間位置,兩側內孔分為大小孔,外形尺寸為190 mm×102 mm×165 mm,重量21 Kg。輥環與花鍵套結構如圖1所示,定徑輥環組件結構如圖2所示。
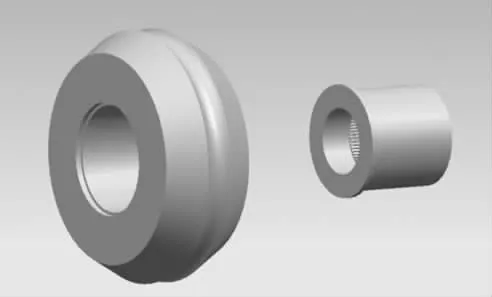
圖1 輥環與花鍵套結構

圖2 定徑輥環組件結構
2 加工難點分析
(1)輥環與花鍵套裝配過盈量的確定。為保證產品在軋制的大扭矩作用下,輥環與花鍵套不產生相對位移以及在多種應力作用下不產生斷裂,過盈量的選擇尤為關鍵。過盈量選擇過大,會造成輥環開裂;過盈量選擇過小,在大轉矩作用下會使花鍵套與輥環發生相對轉動。
(2)輥環與花鍵套組裝前后花鍵的檢測。花鍵齒形為漸開線。花鍵的構成要素復雜,各項公差互有關聯。常見花鍵檢測技術參數有公法線、跨棒距和大徑、小徑。本次研究的花鍵套小徑為Φ104 mm,規格小,花鍵位置位于內孔中間,同時,成品檢測除檢測花鍵尺寸外,還需測量花鍵與兩側內孔同軸度,常規測量操作繁瑣且效率低。
(3)輥環與花鍵套過盈配合的熱裝配。在裝配過程中花鍵套需要定位,重點需要對花鍵套中花鍵與輥環端面的相對位置進行結構和工藝設計。
(4)輥環外圓兩側為斜面結構,不易裝夾。無論是孔磨工序還是精車工序,在機床上都不具備良好的裝卡條件。如何對產品工藝臺以及裝夾工裝具的設計也是需要考慮的重要問題。
(5)車削工序的工藝安排。其中:輥環包括端面、外圓斜角、孔型、內孔車削;花鍵套包括端面、外圓、內孔的車削。車削工序需保證組裝前的可操作性,組裝后輥環與花鍵套端面的平整,以及以輥環端面定位的內孔長度尺寸、輥環孔型與斜角與內孔的同軸度等要素。
(6)孔磨工序的工藝安排。孔磨工序共分為兩次,第一次為輥環的內孔磨工序,第二次為花鍵套的內孔磨工序。孔磨工序關鍵是要保證裝配的過盈量,上下偏差必須有嚴格的控制。另外,工藝設置上保證花鍵套內孔、花鍵小徑、輥環孔型的同軸度,以滿足使用條件。
3 加工工藝設計
3.1 加工工藝流程設計
為保證組裝后輥環與花鍵套端面的平整,以及輥環端面定位的內孔長度尺寸、輥環孔型與斜角與內孔的同軸度,工藝設計上先對輥環與花鍵套分別進行半精車;熱裝后,平磨端面,再精磨花鍵套內孔,車削輥環孔型和斜角,使最終產品達到工藝設計要求。具體加工工藝流程為:
(1)組裝前:輥環半精車→磨孔→檢測→組裝;花鍵套半精車→磨孔→銑花鍵→組裝。
(2)組裝后:平磨組件兩端面→磨孔(花鍵套大、小孔)→精車孔型→精車斜角→檢測。
3.2 裝夾工藝設計
為保證輥環孔磨的裝夾,在產品半精車時兩側預留工藝臺,根據孔磨機床卡盤結構和夾緊力情況,將工藝臺尺寸設計為直徑Φ388 mm,寬度25 mm。通過磨床卡盤夾緊兩側工藝臺,實現定位找正加工。
輥環與花鍵套組裝后,需以花鍵套內孔為基準,精車輥環外圓與斜角。花鍵套內徑為Φ102 mm,內孔較小,如果以卡爪撐住內孔固定,會導致產品無法找正,并且會由于撐孔夾緊力小導致車削過程中產品移動。綜合考慮以上因素,我公司設計專用芯軸,采取輥環內孔與芯軸裝配后,端面上壓蓋,通過螺絲連接擰緊的裝夾結構。芯軸與花鍵套采用間隙配合,選取合理間隙大小0.05 mm以內,保證產品內孔與外圓的同軸度,并在兩側設計有便于機床卡盤夾持的凸臺結構,實現產品的定位固定。并且在加工外圓斜角時,不用調頭,可整體車成,提高加工效率。專用芯軸設計結構如3所示,芯軸與輥環裝配后示意圖如圖4所示。

圖3 專用芯軸設計結構

圖4 芯軸與輥環裝配后示意圖
3.3 輥環與花鍵套組裝工藝設計
輥環與花鍵套采用過盈配合、熱裝方式組裝。其中需重點考慮三個方面的問題:一是輥環與花鍵套熱裝過盈量的核算和確定;二是過盈量的加工保證措施;三是裝配具體工藝要求。
(1)技術人員根據輥環與花鍵套的配合尺寸,以及材料的彈性模量、泊松比、摩擦系數計算過盈量,并經過數次試驗確定最終過盈量,過盈量最大允許上下波動0.01 mm。
(2)為保證裝配過盈量,孔磨工藝上選取配磨方式。先加工花鍵套,測量確認花鍵套外徑實際尺寸,技術人員根據實測尺寸和過盈量,配磨輥環內孔尺寸,公差范圍±0.01 mm。通過配磨,避免花鍵套和輥環均按公差磨,造成的累積偏差超出公差范圍。
(3)為保證裝配的定位要求,在輥環端面車削定位子口,在花鍵套外圓設計和加工定位臺階。根據工件材質和過盈量,工藝上安排將輥環加熱至300°后熱裝。熱裝前清理掉裝配表面雜物,裝配時,輥環定位臺側端面朝上,花鍵套從上放入,冷卻至室溫后加工。
3.4 花鍵的檢測
花鍵的檢測分為2個步驟。首先,組裝前花鍵的尺寸檢測,檢測合格后開始熱裝工序;其次,組裝后花鍵與兩側內孔尺寸同軸度的檢測。根據產品批量加工的特性以及尺寸要求,公司技術人員未采取常規的參數檢測,而是設計制作了花鍵檢測驗棒,通過試裝花鍵驗棒判斷花鍵是否合格。根據實際情況,工藝人員設計了過驗棒和止驗棒。如果過驗棒能通過,且止驗棒不能通過,則為合格,反之,則不合格。
花鍵驗棒設計有三個關鍵尺寸,包括花鍵參數和兩側軸頸直徑。根據相關標準,結合模數和分度圓直徑、公差等級計算出產品的花鍵公法線尺寸及上下偏差,根據偏差大小以及驗棒預留試裝間隙,設計驗棒花鍵制作參數;驗棒兩側軸頸根據產品實際內孔尺寸公差和預留試裝間隙,設計軸徑的大小。花鍵驗棒結構如圖5所示。

圖5 花鍵驗棒結構
3.5 車削工序設計
為保證輥環和花鍵套組裝前的可操作性,組裝后端面的平整,以及輥環端面定位的內孔長度尺寸、輥環孔型與斜角與內孔的同軸度等要求。
(1)組裝前:車削工序設計上,輥環精車端面留0.8 mm平磨余量,輥環內孔留0.5 mm孔磨余量,其余部位不加工;花鍵套端面留0.8 mm平磨余量,內孔留0.5 mm孔磨余量,其余部位加工至要求。
(2)組裝后:輥環兩端面平磨加工保證平整;在車削工序設計上,內孔通過與定位芯軸間隙配合定位,車削外圓孔型與斜角,保證外圓與內孔的同軸度。
4 結語
邢臺軋輥公司通過對分體式無縫定徑輥環的結構特點、加工難點、加工工藝的研究與摸索,提出了一套無縫管軋機定徑輥環的加工方案,并形成了成熟的定徑輥環加工和組裝工藝,加工精度高且適用于批量加工。該加工方法已在實際生產中得到應用驗證,產品在軋線上使用效果良好,滿足客戶的使用要求,為以后此類產品的加工提供了借鑒。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
