轉爐三點支撐銷軸支撐板在線處理的研究與應用
2021-06-28 07:07:20李洪博
中國金屬通報 2021年7期
李洪博
(河鋼唐鋼檢修分公司,河北 唐山 063000)
轉爐三點支撐作為連接托圈和轉爐爐本體的重要部件,在轉爐出鋼口的對側,及兩側均布分布,三點互成120°角。在轉爐靜態和冶煉過程中三點支撐承載轉爐的負荷,當轉爐處于冶煉或出渣垂直位置時,支撐爐體的主要受力部件為三個球鉸螺栓、球鉸螺栓支撐銷軸及其附件。當爐體處于水平出鋼位置時,主要受力部件為爐體止動擋塊。球鉸工作部位溫度高,熱應力大,工作過程中承受的載荷大。轉爐爐殼在旋轉過程中三點受力不同,導致球鉸螺栓支撐銷軸與托圈上的支撐板之間局部磨損較為嚴重。爐體把持器位于止動擋塊兩側,分布于托圈的上下表面,托圈上表面三組,下表面四組,是防止爐殼軸向旋轉的重要部件。三點支撐銷軸與支撐板之間間隙大,導致轉爐爐體把持器偏載增加,從而導致爐體把持開裂,屬于重大設備隱患。需要對三點支撐銷軸支撐板進行處理,恢復圖紙的配合公差,消除設備隱患。
不銹鋼2#轉爐為120t轉爐,爐殼支撐方式為三點球鉸螺栓連接方式,2019年1月開始爐體把持器經常開裂,搖爐時有異響,檢查發現西北側三點支撐銷軸徑向間隙8mm~16mm, 2019年6月大修時對2#轉爐進行徹底處理。
轉爐三點支撐銷軸支撐板的處理存在的問題:
方案一:將磨損部位支撐板切除,重新在原位置焊接支撐板,支撐板厚度為180mm,此種方案的弊端為在線焊接工作量大,焊接質量難以控制,焊后支撐板變形無法控制,支撐板作為連接球鉸螺栓和托圈的受力部件,一旦斷裂將造成重大設備事故,此種方案風險系數極高,所以確定檢修方案的過程中摒棄這種檢修方案。
方案二:將出現磨損部位的球鉸螺栓套件破壞性拆除,使用機床在線對支撐板磨損部位進行擴孔加工,通過圖紙及現場實際情況對在線加工機床進行定位,確保加工后的支撐板同軸度,恢復磨損部位的配合公差。綜合比較,此種方法風險小,處理后能夠保證設備的穩定運行,所以采用此種檢修方案。
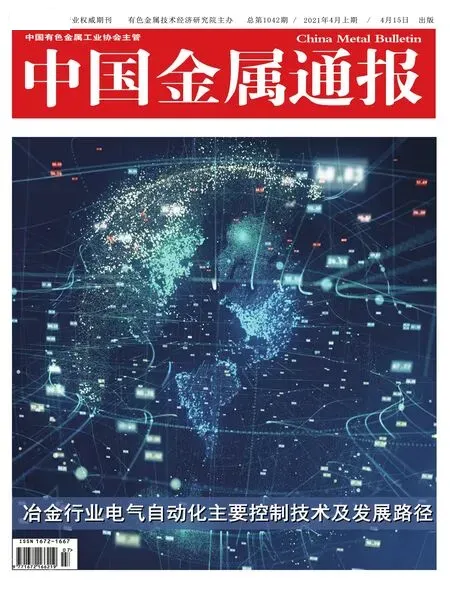
圖1 轉爐具體結構
1 采用方案二的施工過程如下
(1)轉爐銷軸支撐板的修復穿插在轉爐爐役大修期間,拆除轉爐爐襯后,拆除妨礙球鉸螺栓移出的群板,待砌完出鋼口后,搖爐至轉爐爐口垂直向上。由于拆除爐襯,爐殼重量加殘渣重量按200t計算,現場使用兩臺200t液壓頂鎬完全可以頂起爐殼,在轉爐四周搭設腳手架作為檢修平臺。在西北側支撐螺栓兩側托圈和爐體法蘭之間架設兩臺200t液壓千斤頂,液壓千斤頂使用前進行試動作,液壓千斤頂墊鐵使用時1組不能超過2塊,以免墊鐵發生崩塌造成人身傷害。起泵起升液壓頂給爐殼傾斜向上的力,這樣爐殼已另外兩個球鉸螺栓為支撐,通過圖紙核算和現場設備確認,能夠補償轉爐爐殼受力后能夠頂起高度30mm,上球面墊(二)進行機加工,子口高度保留20mm。

圖2 轉爐爐殼外部結構
(2)檢修人員使用吹氧管配合氣焊切割球鉸螺栓螺母及支撐板銷軸,支撐板銷軸從支撐板與球鉸螺栓之間延徑向斷開,使用吹氧管吹銷軸的同時清理融融冷卻的鋼水。使用氣焊延爐殼大法蘭向外平行切割豁口,切割豁口的原則:使球鉸螺栓進出自由,又避免焊接填充工作量過大,切割下法蘭塊做好方位標記。球鉸螺栓直徑為230mm,爐殼法蘭厚140mm,使原有爐殼法蘭孔形成向外250mm的C形豁口,上球面墊(二)拆除,使用氣焊將上球面墊(二)沿縱橫中心線切成四部分拆除,注意使用氣焊切割時不要破壞法蘭。

圖3 具體實施流程
(3)在球鉸螺栓上焊接吊點,使用25t汽車吊配合2t手拉葫蘆將球鉸螺栓移出。氣焊切割后爐殼法蘭切口在現場進行修邊、開上坡口、打磨處理,大法蘭母材采用20°V型坡口。以備回填焊接時順利。切割下的法蘭塊要求采用V形坡口,機加工坡口角度20°,坡口要留8mm~10mm鈍邊。200t液壓千斤頂同時向上頂爐殼,使爐殼緩慢上升高度30mm,爐殼法蘭與托圈加墊塊防止千斤頂泄壓。
(4)依據支撐板銷軸孔磨損程度現場對銷軸孔進行鏜孔加工,按照鏜孔后的配合尺寸公差對銷軸及球鉸螺栓進行加工,現場加工托圈上支撐支撐座銷軸孔。在線加工機床加工過程:在線加工機床由驅動電機,主軸,調節機構及鏜刀組成,使用在線加工機床加工支撐板關鍵是確保兩個支撐耳板銷軸孔的同軸度。結合圖紙通過掛線找到支撐板中心。現場組裝機床前需要拆除西北側爐體把持器一塊,機床定位后測量機床的水平度,要求水平度0.05/1000mm,對刀,粗車,精車的工序對支撐板孔進行加工,使用專用的內徑千分尺在線測量鏜孔后支撐板銷軸孔的內徑,滿足配合尺寸后拆卸在線加工設備。根據銷軸支撐板的磨損情況確定擴孔后的銷軸支撐板銷軸孔直徑為285mm。
三點支撐支撐板擴孔后受力校核:轉爐裝鋼后爐殼總重量按600t計算。則三點支撐每處受力為200t,支撐板厚度為180mm,抗拉強度為345Mpa,A=600mm。
2R=455.07mm>285mm,滿足使用要求。

圖4 應力集中系數( jα)

圖5 銷軸及球鉸螺栓銷軸孔
(6)銷軸穿好后,起升液壓千斤頂,拆卸墊塊,緩慢下降爐殼,直至爐殼大法蘭完全坐落在推力關節軸承上,球面墊子口完全吻合。
(7)填補C形豁口,將加工好的填補鋼板放在豁口處,用水平尺找平,鋼板底部焊接擋塊。焊接大法蘭的焊接質量保證措施;綜合比較各種焊接方法,選用CO2氣體保護焊焊接,熱量輸入集中,焊接過程中可以有效控制焊接熱量輸入,焊接過程中需做好防風措施。焊絲選用ER50-6焊絲,焊接時母材和填補板材需恒溫150℃,確保焊縫焊透,焊接直至填滿坡口。焊接結束后,使用手砂輪打磨大法蘭上焊口,將焊口打磨平整。

圖6 填補C形豁口
(8)爐殼C型法蘭焊接后熱處理方案:法蘭焊接后使用熱處理加熱器對焊接部位進行熱處理,熱處理最高溫度控制在550℃~580℃,在焊口部位鋪設加熱毯并固定,加熱時溫升控制為80℃/h,冷卻速度控制為80℃/h,冷卻至200℃后進行空冷,加熱、冷卻過程使用測溫槍對溫度進行檢測。

圖7 鍋爐儀表溫度控制
(9)由于球鉸支撐螺栓采用T型螺栓,T型螺栓自鎖校驗:三點吊掛球鉸螺栓型號Tr230*12,螺栓外徑230mm,螺栓中徑224mm。
導程角正切=導程/(中徑*3.14)=0.017。
導程角=arctg0.017=0.97°。
梯形螺紋螺旋升角小于5°時,具有自鎖功能,雖然設計圖紙上沒有明確要求螺母的緊固要求,但是結合三點支撐型轉爐結構的特點,結合之前唐鋼一鋼軋廠轉爐的三點支撐的處理經驗,對三點支撐螺母緊固力矩要求為120KN·m,緊固方法為:使用50mm厚鋼板制作力臂為1200mm的扳手 ,使用10t的電動葫蘆施加外牽拉力,螺母緊固到位后焊接擋塊。恢復拆除的裙板,完成三點支撐板的在線處理工作。
2 結論
此種三點支撐銷軸支撐板在線處理的方法在唐鋼不銹鋼2#轉爐上應用,通過一年多的使用效果來看,搖爐過程中爐體出現異響的現象消失,爐體把持器開裂的問題消除,在線使用效果良好,達到了預期效果,對國內同結構的轉爐具有借鑒意義。