我國鋼筋機械連接與錨固技術實踐與展望*
2021-06-29 03:33:52李智斌邵康節吳廣彬
施工技術(中英文) 2021年9期
關鍵詞:機械
李智斌,趙 杰,邵康節,吳廣彬
(1.國家建筑工程技術研究中心,北京 100013; 2.中國建筑科學研究院有限公司,北京 100013)
1 鋼筋機械連接技術
目前,我國常見的鋼筋機械連接接頭包括帶肋鋼筋套筒擠壓接頭、鐓粗直螺紋接頭、滾軋直螺紋接頭、套筒灌漿連接接頭等,如圖1~4所示。由于鋼筋機械連接技術具有性能優異、施工便捷、節能減排等優勢,已得到廣泛應用。在現澆鋼筋混凝土結構中,主要采用鐓粗直螺紋接頭和滾軋直螺紋接頭。在裝配式鋼筋混凝土結構中,相鄰預制構件鋼筋連接主要采用套筒灌漿連接接頭或漿錨搭接接頭。近年來,隨著新材料的發展和特種工程需求的提高,新的連接技術不斷涌現,如不銹鋼鋼筋機械連接技術、核電工程抗飛機撞擊用鋼筋機械連接技術、耐低溫鋼筋機械連接技術等。

圖1 帶肋鋼筋套筒擠壓接頭

圖2 鐓粗直螺紋接頭

圖3 滾軋直螺紋接頭
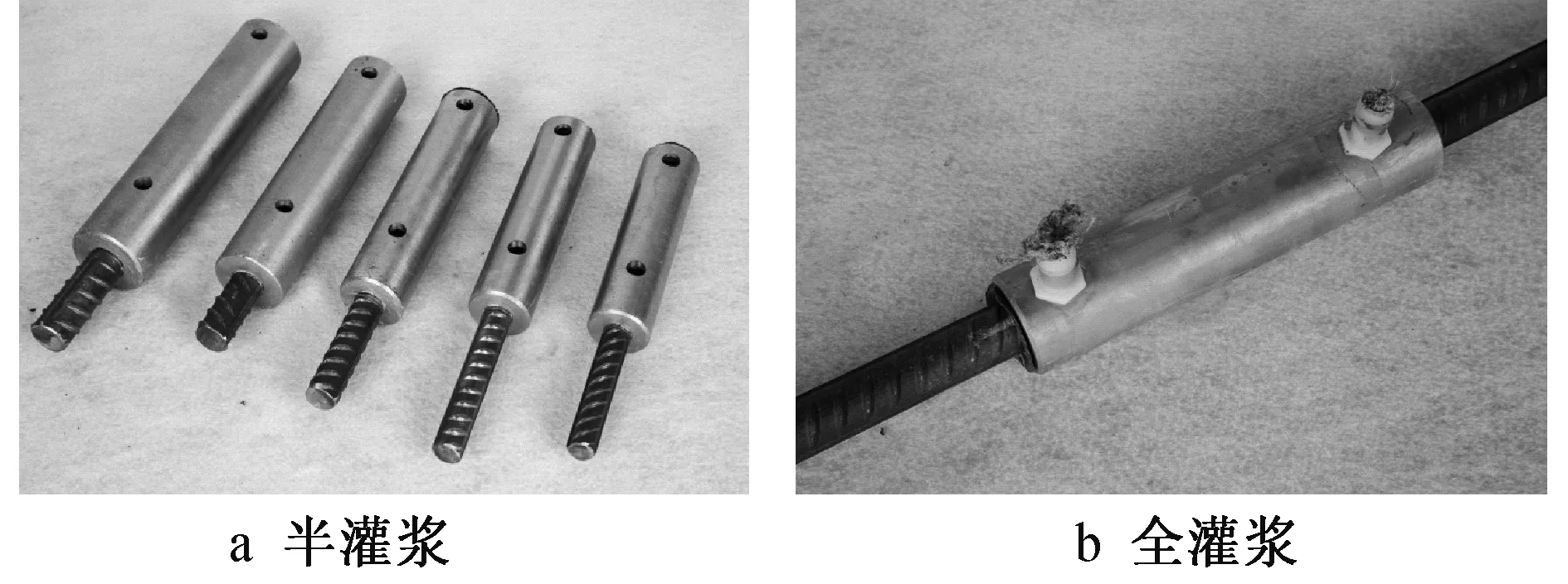
圖4 套筒灌漿連接接頭
1987年,北京中央電視塔工程率先采用帶肋鋼筋套筒擠壓接頭,開啟了我國鋼筋機械連接技術工程應用的先河。隨著技術的發展,我國相繼自主研發了錐螺紋接頭、熔融金屬充填技術、鐓粗直螺紋接頭、滾軋直螺紋接頭和套筒灌漿連接技術等,并應用于港珠澳大橋、杭州灣跨海大橋、三門核電站、海陽核電站、陸豐核電站、昌江核電站、田灣核電站、三峽水電站、溪洛渡水電站、烏東德水電站、龍羊峽水電站等重大項目中,應用范圍與數量均為國際領先。近年來,我國鋼筋機械連接與錨固行業積極參與海外市場競爭,并不斷取得佳績,應用我國鋼筋機械連接技術的海外標志性工程包括印度塔、俄羅斯聯邦大廈、墨西哥Torre Reforma大廈、馬來西亞檳城二橋、印度尼西亞泗水-馬都拉大橋、阿爾及利亞巴哈吉體育場等。值得一提的是,在港珠澳大橋和漳州華龍一號核電工程建設中,我國科研人員通過刻苦攻關,分別實破了不銹鋼鋼筋機械連接技術、抗飛機撞擊用鋼筋機械連接技術長期被國外公司壟斷狀況,解決了工程建設“卡脖子”問題。
我國在鐓粗、滾軋直螺紋接頭加工設備、工藝等方面取得較多創新成果,如我國鐓粗直螺紋接頭加工設備質量及體積僅為國外的1/4~1/3,方便施工現場使用,在國際市場中具有較強競爭力;滾軋直螺紋接頭加工設備增加端部整形和倒角裝置,有效改善了鋼筋接頭殘余變形性能,降低了設備配件損耗;與鋼筋端部螺紋接頭加工配套的鋼筋切斷設備逐步由單根切斷的簡易設備發展為具備自動定尺成排鋸切下料或圓弧刀下料的自動化生產線設備,效率倍增。
我國科研人員在開發鋼筋機械連接新技術、新產品的同時,對制定和完善鋼筋機械連接技術相關規范、標準開展了大量工作。1996年,我國第1部鋼筋機械連接通用性行業標準JGJ 107—96《鋼筋機械連接通用技術規程》發布實施,對于提高接頭質量、規范技術管理具有重大意義。2003,2010,2016年分別對該標準進行了修訂完善,對于不斷引領和指導行業發展起到重大作用。2013年,產品行業標準JG/T 163—2013《鋼筋機械連接用套筒》發布實施,完善了我國鋼筋機械連接技術規范體系,對規范鋼筋機械連接用套筒設計、制作與應用等起到重要作用。近年來,隨著我國裝配式建筑的發展,自主研發的套筒灌漿連接接頭在工程中得到廣泛應用,配套的標準陸續發布實施,包括JGJ 355—2015《鋼筋套筒灌漿連接應用技術規程》、JG/T 398—2019《鋼筋連接用灌漿套筒》、JG/T 408—2019《鋼筋連接用套筒灌漿料》、T/CCIAT 0004—2019《鋼筋套筒灌漿連接施工技術規程》等。除上述現行標準外,我國還發布實施過JGJ 108—96《帶肋鋼筋套筒擠壓連接技術規程》、JGJ 109—96《鋼筋錐螺紋接頭技術規程》、JG/T 3057—1999《鐓粗直螺紋鋼筋接頭》、JG/T 163—2004《滾軋直螺紋鋼筋連接接頭》等,雖然這些標準已廢止,但在一定時期內其對各類鋼筋機械連接接頭的應用起到了重要指導作用。
我國行業標準對于鋼筋機械連接接頭性能的部分要求高于國際標準,這為我國產品進入國際市場奠定了基礎。我國參與編制了ISO 15835-1∶2018《Steels for the reinforcement of concrete—Reinforcement couplers for mechanical splices of bars—Part 1: Requirements》,ISO 15835-2∶2018《Steels for the reinforcement of concrete—Reinforcement couplers for mechanical splices of bars—Part 2: Test methods》,ISO 15835-3∶2018《Steels for the reinforcement of concrete—Reinforcement couplers for mechanical splices of bars—Part 3: Conformity assessment scheme》,并發揮重要作用,如我國技術規程中給出的鋼筋接頭反復拉壓性能被上述標準采納,作為鋼筋接頭抗震性能要求外的附加性能要求。
2 鋼筋機械錨固技術
近年來,我國鋼筋機械錨固技術發展迅速,以鋼筋錨固板為代表的新型機械錨固裝置得到廣泛應用,為工程界解決鋼筋錨固問題提供解決方案。螺紋連接鋼筋錨固板和摩擦焊接鋼筋錨固板分別如圖5,6所示,其錨固性能良好,可節約錨固用材,方便施工,解決鋼筋排布密集問題,加快鋼筋工程施工速度,提高鋼筋工程質量。

圖5 螺紋連接鋼筋錨固板

圖6 摩擦焊接鋼筋錨固板
1988年起,我國陸續開展了2批鋼筋機械錨固技術系統試驗研究,成為GB 50010—2002《混凝土結構設計規范》有關鋼筋機械錨固規定的主要試驗依據。2004年起,開展了螺帽墊板合一的新型鋼筋機械錨固措施研發試驗。2007年,螺紋連接鋼筋錨固板技術正式面向市場。GB 50010—2010《混凝土結構設計規范》采納了鋼筋錨固板最新研究成果,且JGJ 256—2011《鋼筋錨固板應用技術規程》、17G345《鋼筋錨固板應用構造》等陸續發布實施,便于廣大設計人員和施工人員更快、更好地掌握與應用鋼筋錨固板技術。鋼筋機械錨固技術被連續列入2010,2017年版《建筑業10項新技術》。
目前,我國新型螺紋連接鋼筋錨固板技術得到廣泛應用,已處于國際領先水平,且隨著工程實踐經驗的不斷積累,該技術日趨完善,并在三門核電站建設中首次取代美國公司同類產品,已應用于海陽、陸豐、昌江、方家山、福清、三澳、漳州等大批核電站中。其他典型工程應用包括白溝國際箱包交易中心、海南大廈、鄂爾多斯體育場等,均取得良好應用效果及經濟效益。在港珠澳大橋、深中通道、大連灣海底隧道等交通建設領域工程中,摩擦焊接鋼筋錨固板得到了大規模應用。
3 存在的問題與建議
3.1 對套筒高溫后力學性能的關注不夠
目前,為降低生產成本,部分套筒生產廠家采用專用加工設備,利用Q235,ML08AL,50BV30等原材料經多次沖壓冷加工得到套筒毛坯,并加工內螺紋制成冷作強化直螺紋套筒成品。但有關試驗表明,冷作強化直螺紋套筒高溫后極限抗拉強度降低甚至直線下降,給工程建設帶來極大安全隱患,應給予充分關注。冷作強化直螺紋套筒設計與生產應嚴格遵守《鋼筋機械連接用套筒》的相關規定,不應利用經冷加工提高的強度減少套筒橫截面面積。套筒生產廠家在加強創新、降低生產成本的同時,應充分關注套筒高溫后力學性能變化。進行鋼筋機械連接產品定型設計時,應考慮產品防火性能。使用方應對套筒原材料引起足夠重視,按照《鋼筋機械連接用套筒》的相關規定,加強對套筒原材料來源、加工工藝的追溯。在有耐火要求的情況下,需增加套筒入場防火性能檢驗。建議修訂JGJ 107—2016《鋼筋機械連接技術規程》時增加對鋼筋接頭防火性能的要求。
3.2 采用非標套筒
長期以來,直螺紋套筒內螺紋采用60°牙型角,符合相關國家標準及國際通行牙型角度設計要求。但近年來,為降低直螺紋套筒加工成本,部分生產廠家采用70°,75°等非標準牙型角度,內螺紋設計、加工與檢驗均缺乏有關標準依據,螺紋檢具本應由具備資質的量具刃具廠家生產,而目前套筒生產廠家自制螺紋檢具,易造成質量管理失控。值得注意的是,《鋼筋機械連接用套筒》附錄A建議的鋼筋機械連接用直螺紋套筒最小尺寸參數是指套筒原材料力學性能不低于GB/T 699—2015《優質碳素結構鋼》中45號鋼的相關要求,當采用60°牙型角且生產廠家具有良好質量控制水平時,直螺紋套筒可選用最小尺寸。然而,部分生產廠家在原材料未采用45號鋼的情況下,采用冷加工工藝成型套筒時,未分析具體情況,一律不進行退火處理,且進行套筒設計時利用經冷加工提高的強度減少套筒橫截面面積;部分生產廠家采用非60°牙型角時,仍機械地采用《鋼筋機械連接用套筒》附錄A建議的最小尺寸。對于上述非標套筒情況,工程界應給予充分關注,并加強管理。
3.3 忽略接頭性能
近年來,工程應用需求不斷變化,要求鋼筋具有更高強度、可整體連接、方便預制構件連接等,使新型鋼筋機械連接套筒或裝置不斷涌現。部分產品開發者僅考慮鋼筋接頭抗拉強度和操作性要求,忽略《鋼筋機械連接技術規程》對變形、保護層厚度、同一連接區段內鋼筋機械連接接頭面積百分率等要求。另外,接頭防火、抗疲勞、低溫性能等常被忽略,部分產品型式檢驗與實際工程應用場合不符,給工程質量造成極大隱患。為此,進行國家和行業標準修訂時,應對上述問題予以重視,產品開發者和應用者應牢固樹立遵守標準、規范規定的意識。
4 展望
目前,我國大力提倡建筑工業化和智能建造,這是我國建筑業高質量發展的必由之路。鋼筋機械連接與錨固行業應順勢而為,在基于技術質量的前提下,繼續開拓創新。在此,提出以下展望。
1)提高鋼筋機械連接與錨固行業工業化與智能化生產制作水平,節約勞動力,降低勞動強度,提高生產質量。
2)進一步開發與完善鋼筋籠、鋼筋網片、鋼筋骨架等整體鋼筋機械連接技術,提高我國鋼筋工程施工效率與工業化建造水平。
3)提高鋼筋螺紋加工設備生產效率,以實現鋼筋螺紋自動化生產加工。
4)提高鋼筋套筒灌漿連接接頭質量,鼓勵組建專業化灌漿施工隊伍,建立科學的灌漿施工與質量檢驗監督體系。
5)進一步發展螺紋連接、摩擦焊接鋼筋錨固板產品與技術,研究和完善鋼筋錨固板應用技術條件,消除技術障礙,進一步擴大工程應用。
6)完善500MPa級并研發600MPa級鋼筋機械連接與錨固技術,以適應更高強度鋼筋的發展與應用。
7)修訂或制定相關標準,完善標準體系,規范和促進行業高質量發展。
猜你喜歡
機械工程材料(2022年10期)2022-11-21 12:08:44
小學科學(學生版)(2021年9期)2021-11-02 05:26:46
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2018年14期)2018-08-21 01:38:14
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
筑路機械與施工機械化(2017年6期)2017-07-10 11:54:50
科技知識動漫(2016年8期)2016-07-29 20:40:09
