數(shù)控加工技術(shù)在自由曲面加工中的應(yīng)用
2021-06-29 08:57:00黃蓓
機(jī)械管理開(kāi)發(fā) 2021年5期
關(guān)鍵詞:方向
黃 蓓
(河南省商丘職業(yè)技術(shù)學(xué)院,河南 商丘 476001)
引言
機(jī)械加工制造是推進(jìn)國(guó)民制造行業(yè)的關(guān)鍵,提高零部件的制造精度和制造效率為當(dāng)前解決的主要問(wèn)題。目前,機(jī)械零部件加工的主要設(shè)備為五軸數(shù)控加工設(shè)備,其能夠?qū)?fù)雜部件進(jìn)行快速、高質(zhì)量的加工,尤其是對(duì)超薄零件的加工是其他加工設(shè)備所不能滿足的[1]。對(duì)于螺旋槳的葉輪,該零件屬于自由曲面零件,依靠CAD/CAM軟件加工時(shí)對(duì)應(yīng)的加工成本過(guò)高。為提高螺旋槳葉輪的加工精度、加工速度,降低其加工成本,本文將著重研究數(shù)控加工技術(shù)在自由曲面的應(yīng)用。
1 數(shù)控加工技術(shù)概述
1.1 五軸數(shù)控加工技術(shù)
所謂五軸數(shù)控加工技術(shù)指的是機(jī)床可實(shí)現(xiàn)對(duì)零件至少五個(gè)自由度的加工,包括有三個(gè)直線方向的自由度和兩個(gè)旋轉(zhuǎn)方向的自由度。與三軸加工相比,五軸加工能夠保證零件在一次裝夾后即可完成加工任務(wù);對(duì)于曲面零件而言可提高零件的加工質(zhì)量、精度和效率。常見(jiàn)的五軸數(shù)控加工設(shè)備包括有立式五軸加工中心和臥式五軸中心。
對(duì)于五軸數(shù)控加工技術(shù)而言,其關(guān)鍵技術(shù)為實(shí)現(xiàn)五個(gè)自由度的聯(lián)動(dòng)控制,具備計(jì)算機(jī)控制、高性能伺服驅(qū)動(dòng)和精密加工的能力。為保證零部件的加工質(zhì)量和精度,需對(duì)五軸加工技術(shù)的加工參數(shù)、刀位軌跡進(jìn)行合理設(shè)置[2]。
1.2 高速數(shù)控加工技術(shù)
高速數(shù)控加工技術(shù)是實(shí)現(xiàn)對(duì)零件高效、高精度以及高質(zhì)量的切削技術(shù)。我國(guó)制造行業(yè)未來(lái)發(fā)展的目標(biāo)之一是實(shí)現(xiàn)對(duì)零部件的高速切削,其最明顯的特征為具有較高的加工速度。高速數(shù)控加工技術(shù)與其他加工技術(shù)相比具有的優(yōu)勢(shì)有:可提高零件的加工效率,減少加工時(shí)間和加工成本;高速加工下刀具所承受的切削力減小30%以上,主要適用于對(duì)薄壁零件和剛性較差零件的加工;在高速加工的基礎(chǔ)上,切削熱能夠快速散去,在一定程度上減小了加工零件由于高溫而導(dǎo)致的熱變形;高速切削下其工作頻率遠(yuǎn)大于加床的低階固有頻率,加之零件的粗糙度主要與低階固有頻率相關(guān),故高速切削可降低零件的表面粗糙度[3]。
2 數(shù)控加工技術(shù)在自由曲面的加工工藝
對(duì)于螺旋槳的葉輪而言,該零件的厚度最小僅為0.3 mm,屬于超薄工件。實(shí)踐表明,單單采用五軸數(shù)控加工技術(shù)無(wú)法實(shí)現(xiàn)對(duì)類似于螺旋槳葉輪等超薄零件的加工,由于螺旋槳葉輪的切懸升長(zhǎng)度過(guò)大容易導(dǎo)致螺旋槳的葉片被折斷。因此,結(jié)合五軸數(shù)控加工技術(shù)和高速數(shù)控加工技術(shù)的優(yōu)勢(shì)完成對(duì)螺旋槳葉輪的加工任務(wù)。
2.1 五軸數(shù)控加工工藝
對(duì)于曲面零件而言,可對(duì)五軸數(shù)控加工工藝中刀具的控制方式和驅(qū)動(dòng)方式進(jìn)行調(diào)整,從而完成相對(duì)復(fù)雜的加工任務(wù)。基于五軸數(shù)控加工技術(shù),對(duì)自由曲面加工可由兩步驟完成:第一步為在待加工原材料上產(chǎn)生驅(qū)動(dòng)點(diǎn);第二步為將原材料上的驅(qū)動(dòng)點(diǎn)根據(jù)產(chǎn)品的結(jié)構(gòu)進(jìn)行投射。對(duì)于自由曲面輪廓銑的驅(qū)動(dòng)方式包括有曲線/點(diǎn)驅(qū)動(dòng)、邊界驅(qū)動(dòng)、螺旋驅(qū)動(dòng)、曲面區(qū)域驅(qū)動(dòng)、刀軌驅(qū)動(dòng)、徑向切削驅(qū)動(dòng)以及用戶函數(shù)驅(qū)動(dòng)等。
根據(jù)產(chǎn)品輪廓的投射結(jié)構(gòu)對(duì)機(jī)床的刀軸進(jìn)行控制,包括對(duì)電和線刀具軸、法向刀具軸、插補(bǔ)刀具軸、相對(duì)刀具軸、旋轉(zhuǎn)角、引導(dǎo)角以及傾角等進(jìn)行控制[4]。在實(shí)際加工過(guò)程中,需對(duì)走刀步長(zhǎng)和走刀行距兩大關(guān)鍵參數(shù)進(jìn)行設(shè)計(jì),走刀步長(zhǎng)的計(jì)算公式如式(1)所示:

式中:ε為直線逼近誤差極限;Kf為待加工原材料表面在切削方向上的曲率半徑。
五軸數(shù)控加工走刀行距的計(jì)算公式如式(2)所示:

式中:h為殘留高度;Rc為所機(jī)床所采用刀具的切削半徑;Rb為待加工零件曲面在行距方向上的法曲率半徑;r為刀具與加工表面相接觸位置的曲率半徑;n為刀具與加工表面相接觸位置法向方向上的矢量。
2.2 高速數(shù)控加工工藝
高速數(shù)控加工工藝的實(shí)現(xiàn)需要采用質(zhì)量和性能更高的刀具、夾具,而且還要根據(jù)實(shí)際加工自由曲面的特點(diǎn)對(duì)刀具路徑進(jìn)行優(yōu)化。因?yàn)椋咚贁?shù)控加工工藝對(duì)應(yīng)的切削速度和進(jìn)給速度很大,若其刀具路徑不合理極易會(huì)對(duì)零件造成沖擊,從而影響產(chǎn)品的質(zhì)量,甚至?xí)p壞刀具。基于高速數(shù)控加工工藝,對(duì)應(yīng)刀具路徑設(shè)計(jì)或改進(jìn)時(shí)需遵循如下原則:
1)機(jī)床刀具在進(jìn)刀操作時(shí)應(yīng)保證刀具斜切進(jìn)入零件,確保零件加工零件不會(huì)受到較大的沖擊;
2)在實(shí)際切削過(guò)程中,盡可能避免切削速度發(fā)生突變,要求切削全程平穩(wěn)進(jìn)行;
3)在對(duì)零件進(jìn)行軸向方向加工切削時(shí),進(jìn)給量應(yīng)合理,避免進(jìn)給量過(guò)大造成零件承受較大的切削力,產(chǎn)生大量的切削熱而導(dǎo)致其發(fā)生熱變形。
高速數(shù)控加工中刀具路徑的改進(jìn)包括有對(duì)刀具傾斜角度和刀具走刀路徑的優(yōu)化。
3 數(shù)控加工技術(shù)在自由曲面加工的應(yīng)用
本節(jié)將以螺旋槳葉輪為例研究數(shù)控加工技術(shù)在自由曲面零件技工的應(yīng)用。機(jī)械加工需經(jīng)歷粗加工、半精加工以及精加工三個(gè)環(huán)節(jié),最終獲得產(chǎn)品。其中,粗加工是將毛坯在最短時(shí)間內(nèi)去除其余量,要求在合理范圍內(nèi)盡可能地采用較大的進(jìn)給量和切削深度;半精加工和精加工是為保證產(chǎn)品的質(zhì)量,在合理范圍內(nèi)盡可能采用較小的進(jìn)給量和切削深度,以加工所得的產(chǎn)品具有預(yù)期的形狀和尺寸[5]。對(duì)于螺旋槳葉輪的加工設(shè)計(jì)工藝流程如圖1所示。
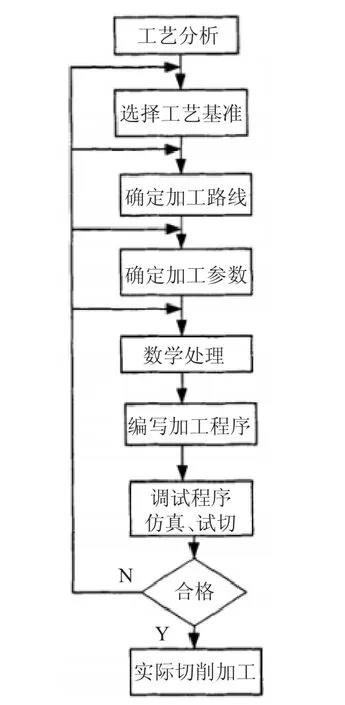
圖1 螺旋槳葉輪加工工藝流程
針對(duì)螺旋槳葉輪的加工經(jīng)歷粗加工、精加工階段。在粗加工階段采用直徑較大的刀具,將粗加工時(shí)間控制在最短;結(jié)合螺旋槳葉輪的特點(diǎn),對(duì)于其精加工采用球頭刀(帶一定錐度),且其錐度為3°~5°,對(duì)應(yīng)的加工參數(shù)如表1所示。
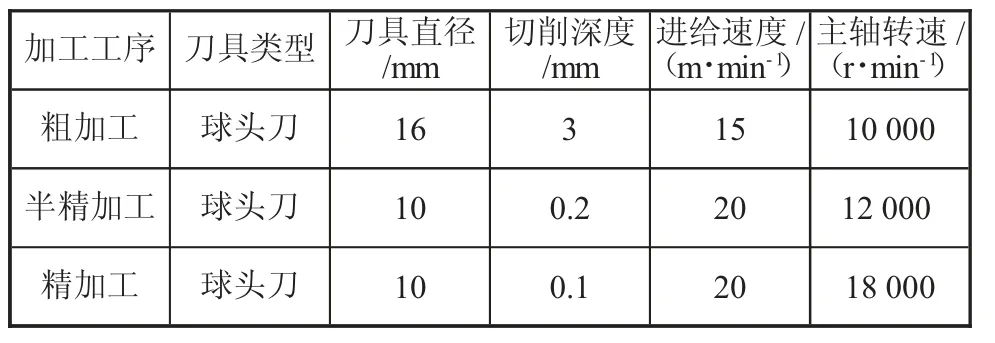
表1 螺旋槳葉輪數(shù)控加工參數(shù)
在粗加工階段,將球頭刀的矢量方向設(shè)置與零件直紋面的法向方向呈15°,對(duì)應(yīng)切削深度選用較大值,以較小切削速度進(jìn)行加工。
在半精加工和精加工階段,將球頭刀的矢量方向設(shè)置與螺旋槳葉輪表面的法向方向呈80°,對(duì)應(yīng)切削深度選用較小值,以較大的切削速度進(jìn)行加工。
4 結(jié)語(yǔ)
螺旋槳葉輪屬于薄壁機(jī)械零件,采用傳統(tǒng)的加工手段存在加工效率低、質(zhì)量差以及精度低的問(wèn)題。為此,本文結(jié)合五軸數(shù)控加工技術(shù)和高速數(shù)控加工技術(shù)的特點(diǎn),采用球頭刀對(duì)螺旋槳葉輪進(jìn)行粗加工、半精加工和精加工,并根據(jù)不同階段對(duì)刀具傾角和刀具轉(zhuǎn)速進(jìn)行合理化設(shè)計(jì)。
猜你喜歡
計(jì)算機(jī)應(yīng)用(2023年1期)2023-02-03 03:09:28
音樂(lè)天地(音樂(lè)創(chuàng)作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2022年1期)2022-02-26 06:57:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
數(shù)學(xué)小靈通(1-2年級(jí))(2021年3期)2021-04-13 01:01:58
計(jì)算機(jī)應(yīng)用(2021年3期)2021-03-18 13:44:48
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
數(shù)學(xué)小靈通·3-4年級(jí)(2017年11期)2017-11-29 01:35:50