N80-1油管在線控軋控冷工藝優化
2021-07-05 07:40:50曹銅壁
河南建材 2021年6期
俞 璐 曹銅壁
1河南建筑材料研究設計院有限責任公司(450002)2林州鳳寶管業有限公司(456550)
0 引言
采用類似33Mn2V非調質鋼種生產鋼級N80-1油管是行業內目前的重要方法。非調質鋼種在熱加工生產中,需要嚴格控制好溫度和冷卻速度,才能獲得滿意組織與性能。鋼級N80-1油管拉伸強度和沖擊功均需滿足API標準要求,除化學成分外,生產上一般采用控軋控冷工藝路線。
油管N80-1(33Mn2V)88.9X6.45出現拉伸強度和沖擊功不合格情況,生產中采取旁通加熱、再加熱、常化等方式均試驗效果不佳,性能還是不穩定。后期調整工藝思路,通過調整相關工藝參數,批量生產約1200t油管N80-1組織性能合格。下面針對前期和后期生產的N80-1(33Mn2V),從生產工藝、組織、性能對比分析,為今后生產固化工藝、穩定生產提供指導意見[1]。
1 工藝設計及分析
1.1 工藝設計思路
N80-1/33Mn2V油管為正火態的珠光體+鐵素體組織,為保證較高拉伸強度和沖擊功,細化晶粒是主要控制手段。因此,生產中從以下三方面控制:
1)控制管坯環爐加熱溫度和縮短高溫(1000℃以上)加熱時間,防止奧氏體晶粒長大。
2)控制穿孔、軋管、熱定徑工序,降低軋制速度,在較低奧氏體化溫度區間軋制熱加工,通過熱加工產生動態再結晶和動態回復來細化晶粒、均勻組織。
3)控制熱定徑后終軋溫度在接近或略高于Ar相變點(700℃),后續空冷后靜態再結晶晶粒不易長大,組織析出物MV顆粒比較細小、彌散,最終形成細小均勻的鐵素體和珠光體組織[2]。
1.2 工藝主要參數設計
見表1。
1.3 工藝分析
1.3.1 金相顯微組織
通過對圖1前期和圖2后期的不同工藝下油管N80-1金相顯微組織觀察,前期生產的組織為珠光體+鐵素體+少量網狀鐵素體(即:P+F+少網F),組織不均且晶粒粗大,存在一定混晶組織,晶粒度80%/6級+20%/8級。后期生產的組織為珠光體+鐵素體(即:P+F),組織比較均勻細小,晶粒度8.5級。后期通過降低奧氏體組織區域軋制速度,動態再結晶細化晶粒效果更加明顯;降低張減機前入口速度和高壓除鱗壓力,降低終軋溫度,從而增加了奧氏體轉變珠光體冷卻速度,抑制網狀先共析鐵素體組織生成,得到更多晶粒細化的珠光體和鐵素體組織[3]。

表1 工藝主要設計參數
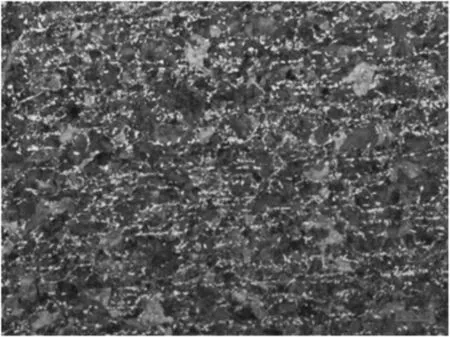
圖1 P+F+少網F,80%6級+20%8級

圖2 P+F,8.5級
1.3.2 力學性能
從表2可以看出,前期油管N80-1力學性能不穩定,屈服強度最小548MPa,沖擊功最小11J,屈服強度和沖擊功偏低且波動較大,產品批次力學性能合格率為92%左右。結合圖1前期生產N80-1的金相組織,組織粗大不均和少量網狀鐵素體是造成力學性能不合格的直接原因。后期油管N80-1力學性能穩定,屈服強度最小595MPa,沖擊功最小24J,屈服強度和沖擊功波動較小,產品批次力學性能合格率達到100%。結合圖2后期生產N80-1的金相組織,組織均勻細小,自然材料綜合力學性能較好[4-5]。
2 總結
1)通過油管N80-1控軋控冷工藝優化,最終穩定N80-1油管組織性能,滿足API標準要求。
2)對于油管N80-1/33Mn2V應注意1000℃以上晶粒長大傾向性,控制縮短1000℃加熱時間。
3)加工溫度和冷卻速度直接影響材料組織與性能,降低軋制速度,控制終軋溫度700℃~740℃。
4)建立控溫控軋體系,將環爐加熱溫度、時間,軋制速度、張減機入口速度、終軋溫度等工藝參數進行重點管控,形成工藝與組織性能之間穩定的對應關系。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44