鋼軌氣壓焊接端面微觀特征分析
2021-07-06 10:41:42倪崢嶸高文會王震峰張治琪顧海鋼代韜王東趙智聰
鐵道建筑 2021年6期
關鍵詞:分析
倪崢嶸 高文會 王震峰 張治琪 顧海鋼 代韜 王東 趙智聰
1.中國鐵道科學研究院集團有限公司金屬及化學研究所,北京100081;2.中國鐵路蘭州局集團有限公司蘭州工務機械段,蘭州730000
氣壓焊接作為鋼軌常用的三種焊接方法之一,接頭質量對壓焊面的表面狀態非常敏感[1]。金屬的機械加工面均存在變形層、貝氏層、化學反應層、吸附層等獨特的物理化學特性層。其中,金屬表面的化學反應層對壓焊過程中焊接面的結合有阻礙作用,對接頭質量有顯著影響[2-4]。對加工面進行微觀特征分析,有助于焊接作業人員改進端面的處理工藝,也可為待焊端面狀態評判標準的制定提供參考[5-6]。
常用的鋼軌端面機械加工流程有三種[7-8],分別是:鋸切→磨削→精銼;鋸切→銑削→精銼;鋸切→銑削。作業人員有時簡化作業流程,使用鋸切→粗銼、鋸切→粗銼→精銼等加工流程制備鋼軌端面,導致焊接接頭出現焊接缺陷或力學性能降低等問題。
氣壓焊接前,表面氧化物的清除是保證接頭質量的重要前提[9]。本文設計不同的加工流程處理端面,并對端面進行顯微觀察后加工取樣,再對試樣的表面形貌和氧化物含量進行觀察和分析。通過對不同加工流程處理的端面進行對比,分析部分接頭力學性能較差的原因;通過對影響焊接性能的因素進行控制,保證焊接質量的穩定。
1 試驗內容
1.1 加工方法
選取包鋼U71MnG鋼軌,對鋼軌端面進行一系列機械加工后取樣,試樣的序號及對應加工流程見表1。為了探索設備狀態對加工效果的影響,銑削加工和磨削加工中均使用新舊兩種加工介質。端銑機銑刀的最大加工量為300~400個,端磨機砂輪的最大加工量為5~10個。
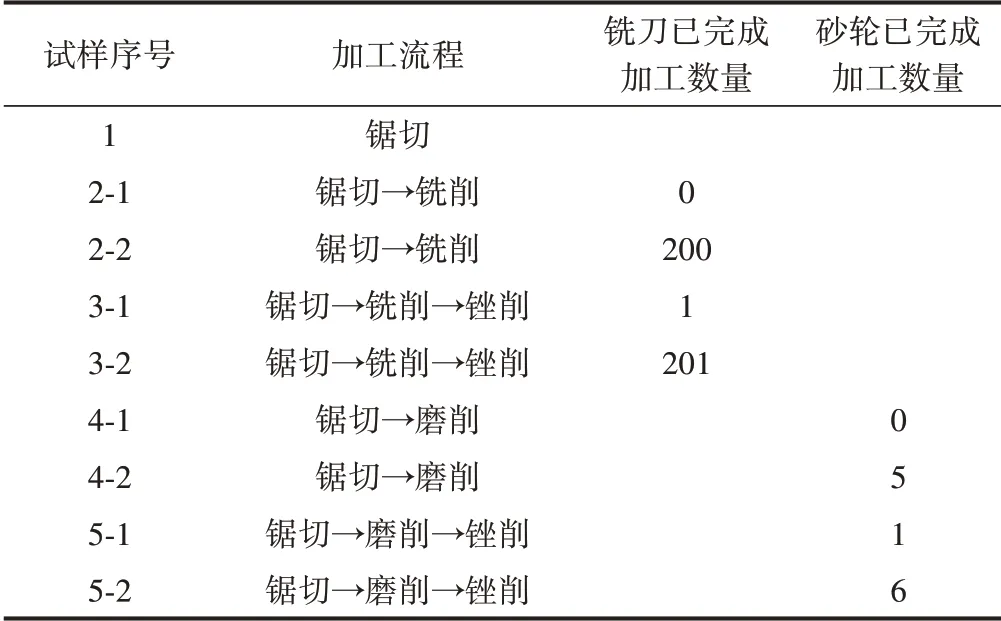
表1 試樣加工流程
1.2 檢測方法
對取樣端面分別采用顯微拍照、微觀形貌觀察、表面成分分析等方法進行檢測。
1)顯微拍照
使用Supereyes B011數碼顯微鏡對端面進行放大觀察,對端面進行全范圍的掃查。掃查過程中,對典型或異常的視場進行拍照。
2)微觀形貌觀察及表面成分分析
利用掃描電子顯微鏡對試樣表面進行宏觀和微觀形貌觀察;同時對觀察的微區進行能譜成分分析。
2 結果及分析
為了對比不同加工流程的端面情況,對試樣進行對比組分類,見表2。
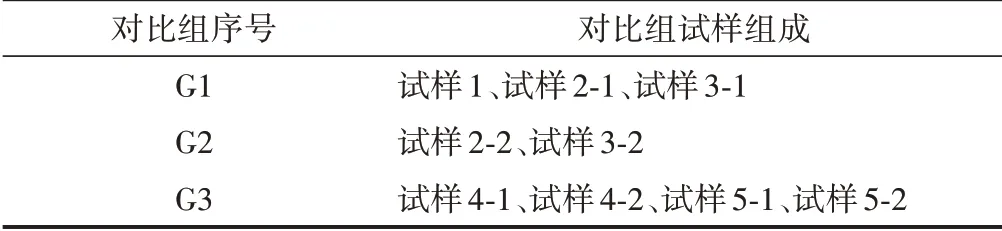
表2 試樣對比組劃分說明
2.1 G1對比組
G1對比組的3個試樣是氣壓焊現場最常用的端銑工藝的3個加工步驟(鋸切、銑削、銼削)。該對比組的檢測結果可說明端銑工藝的端面狀態變化。
2.1.1 顯微照片分析
G1對比組的100倍顯微照片見圖1。
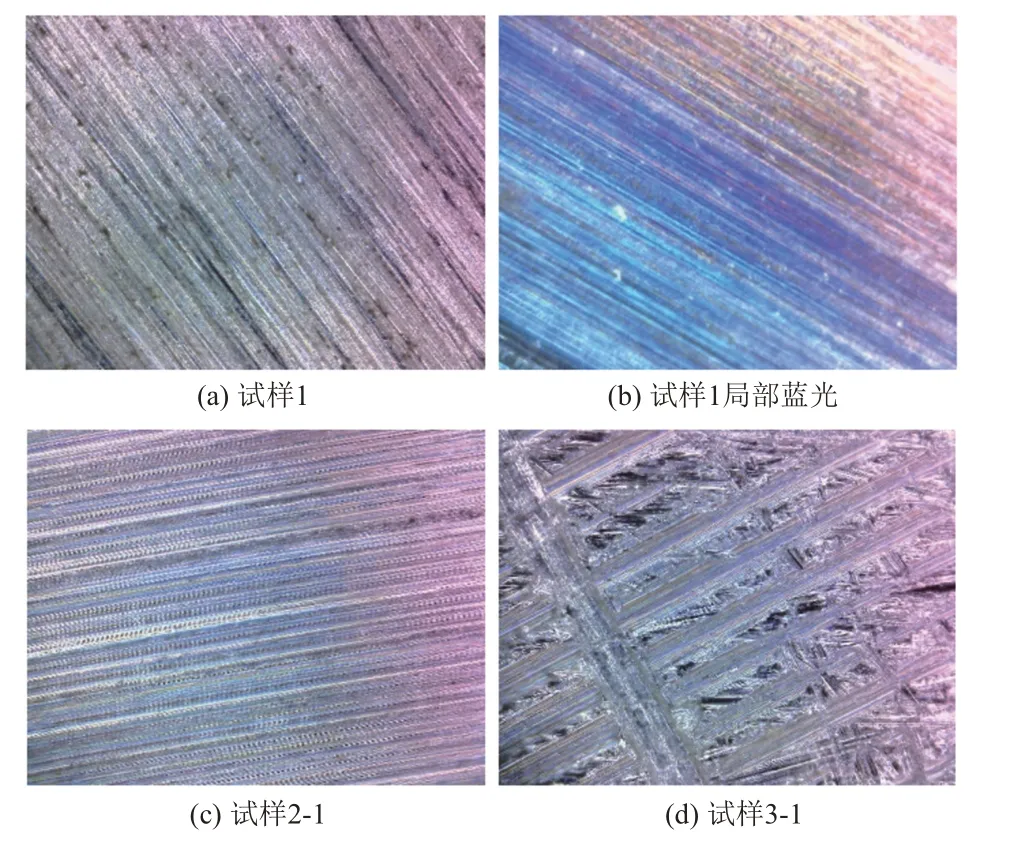
圖1 G1對比組100倍顯微照片
由圖1可知:試樣1鋸切面表面分布著褐色或藍色的斑點,局部區域存在發藍現象,說明發生了表面氧化[10];試樣2-1的銑削面紋理清晰,銑削痕跡將鋸切痕跡完全覆蓋;試樣3-1中,銼削加工打亂了銑削表面的規律紋理,但部分區域仍存在加工痕跡,說明銼削加工并未完全消除銑削加工對表面的影響。
2.1.2 表面形貌及成分分析
試樣1的表面形貌及成分分析見圖2。可知,試樣表面存在大量不導電物質,能譜分析發現該組織的氧元素原子百分比為10.1%,鐵元素原子百分比為80.47%,證明該組織主要為氧化鐵。
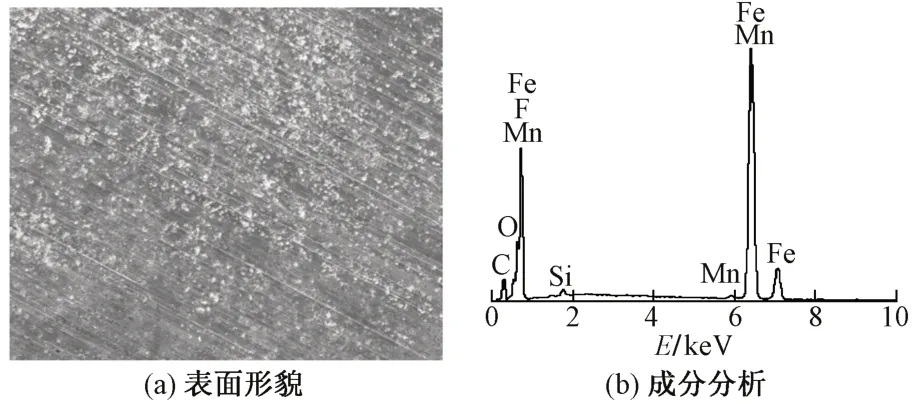
圖2 試樣1表面形貌及成分分析
試樣2-1、試樣3-1表面形貌及成分分析見圖3、圖4。可知,這兩個試樣表面的能譜分析均未發現氧元素,證明銑削已將鋸切表面的氧化鐵完全去除。
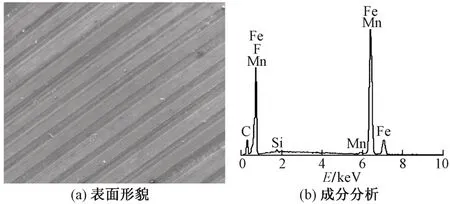
圖3 試樣2-1表面形貌及成分分析
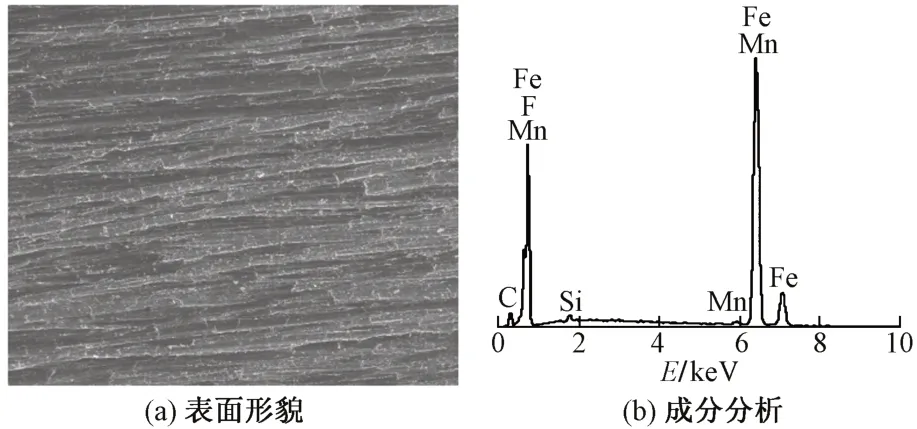
圖4 試樣3-1表面形貌及成分分析
2.2 G2對比組
G2對比組用于分析狀態較差的端銑機銑削加工的端面微觀特征。
2.2.1 顯微照片分析
G2對比組的100倍顯微照片見圖5。
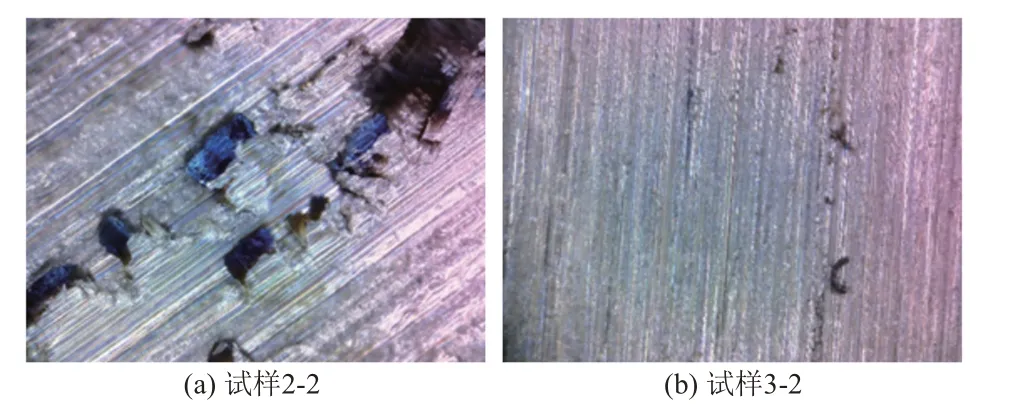
圖5 G2對比組100倍顯微照片
由圖5可知:試樣2-2表面局部位置存在缺陷;試樣3-2中,銑削產生的藍色組織無法被銼削加工完全消除。這說明銑削加工導致的端面缺陷不應采用手工銼削的方式進行消除;端銑工藝的3個加工步驟(鋸切、銑削、銼削)中,銑削是決定端面質量的關鍵因素。
2.2.2 表面形貌及成分分析
試樣2-2和試樣3-2表面形貌及成分分析見圖6、圖7。可知:試樣2-2表面的氧元素和鐵元素的原子百分比分別為58.42%和19.68%,試樣3-2分別為61.25%和15.52%,兩個試樣表面均存在氧化鐵。
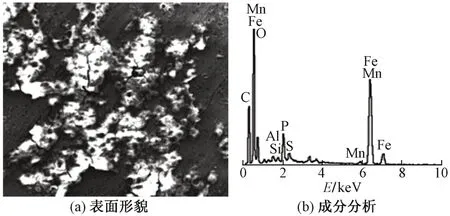
圖6 試樣2-2表面形貌及成分分析
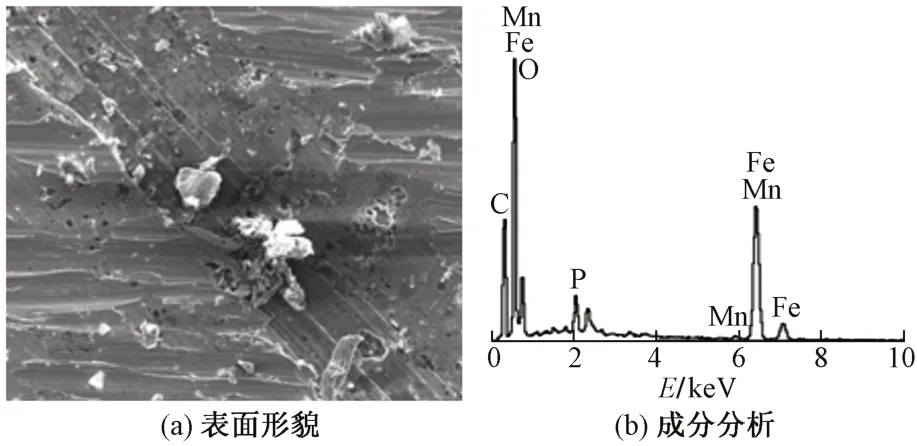
圖7 試樣3-2表面形貌及成分分析
2.3 G3對比組
G3對比組的5-1和5-2試樣采用了氣壓焊端磨工藝的3個加工步驟(鋸切、磨削、銼削)。該對比組的檢測結果可分析砂輪加工的表面特征以及新舊砂輪對被加工表面的影響和端磨工藝的端面狀態變化。
2.3.1 顯微照片分析
G3對比組的100倍顯微照片見圖8。
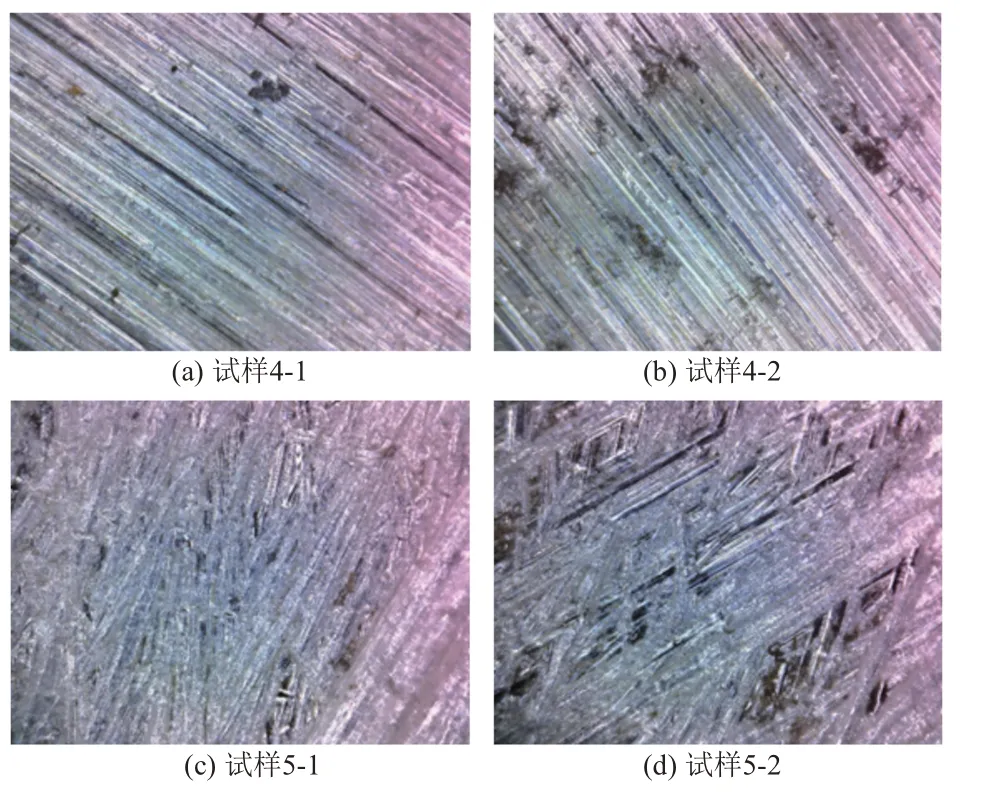
圖8 G3對比組100倍顯微照片
由圖8可知:試樣4-1和試樣4-2表面均存在均勻的褐色斑點,且斑點密度無明顯差別,這說明磨削加工會導致被加工面氧化,但其氧化程度與砂輪的新舊狀態無明顯相關性;試樣5-1和試樣5-2的大部分表面磨削紋理被覆蓋,但極少部分區域仍存在磨削痕跡。可見,對于各銑削加工工藝,新舊砂輪磨削質量無明顯差別。磨削后的端面存在氧化斑,必須進一步對端面進行銼削。
2.3.2 表面形貌及成分分析
G3對比組的表面形貌和成分分析見圖9—圖12。可知:試樣4-1和試樣4-2表面氧元素的原子百分比分別為9.53%和4.40%;試樣5-1和試樣5-2表面未發現氧元素。
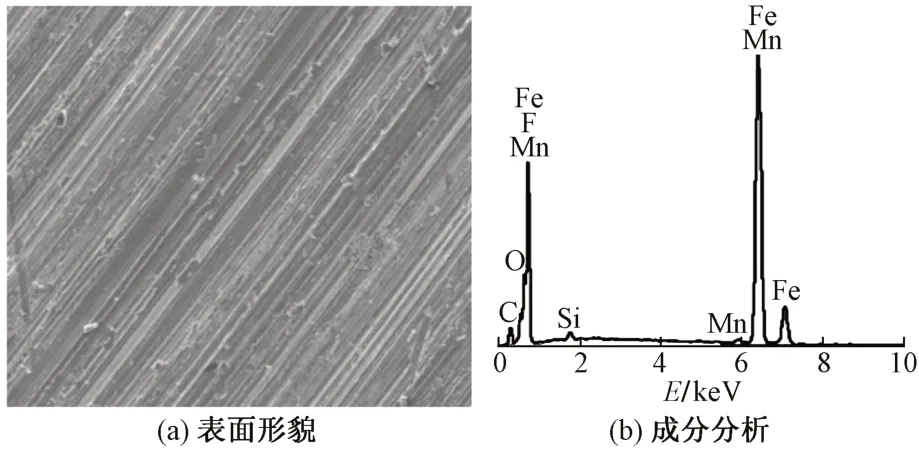
圖9 試樣4-1表面形貌及成分分析
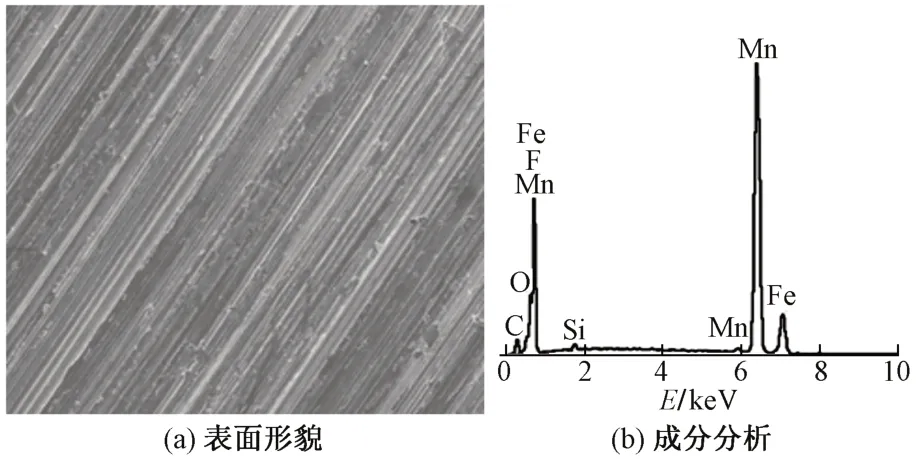
圖10 試樣4-2表面形貌及成分分析
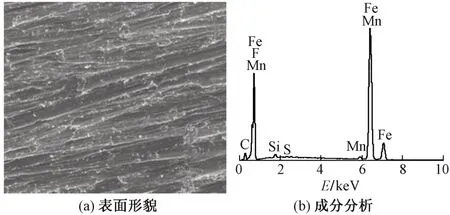
圖11 試樣5-1表面形貌及成分分析
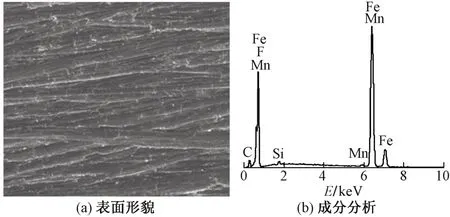
圖12 試樣5-2表面形貌及成分分析
3 結論及建議
1)鋸軌機加工的鋼軌端面,表面存在大面積的氧化物。
2)狀態良好的端銑機加工的鋼軌端面,表面無氧化物;狀態不好的端銑機加工的鋼軌端面,表面可能存在點狀缺陷,缺陷的成分主要是氧化鐵,該缺陷不易被銼削加工消除。
3)對于端銑工藝,鋸切、銑削、銼削3個加工步驟,銑削是決定端面質量的關鍵因素。應在銑削加工完成后,對端面進行觀察。若存在缺陷,應采用重新銑削的方式將其消除。若能保證銑削加工的端面質量,可將銼削加工這一步驟去除。
4)端磨機加工的鋼軌端面,表面存在少量氧化物;磨削砂輪新舊狀態對加工效果無明顯差別;銼削痕跡覆蓋磨削痕跡時,可有效去除磨削產生的氧化物。
5)對于端磨工藝,鋸切、磨削、銼削3個加工步驟,銼削是決定端面質量的關鍵因素。人工銼削時,應保證銼削的覆蓋程度。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
