造紙法再造煙葉片摻兌模式優(yōu)化探究
2021-07-08 07:56:44田景軍寧輝
科學(xué)與信息化 2021年18期
田景軍 寧輝
重慶煙草工業(yè)有限責(zé)任公司黔江分廠 重慶 409000
引言
造紙法再造煙葉(以下簡稱再造煙葉)因具有密度小、填充值高、焦油釋放量低等特性在卷煙“減害、降焦、降耗”方面貢獻(xiàn)較大,已成為卷煙的主要原料之一,在卷煙產(chǎn)品中的應(yīng)用越來越廣泛。目前國內(nèi)卷煙廠再造煙葉的加工處理方式主要有同步加工和預(yù)加工兩種。盧幼祥等[1]對再造煙葉同步加工和預(yù)加工兩種模式從工藝流程、產(chǎn)品需求、質(zhì)量控制以及生產(chǎn)組織方面利弊進(jìn)行了探討,張俊嶺[2]對再造煙葉絲摻兌與片摻兌均勻性和有效利用率方面進(jìn)行了分析,李力群等[3]對再造煙葉不同加工方式對內(nèi)在化學(xué)成分、加料均勻性、摻配均勻性和卷煙感官質(zhì)量的影響進(jìn)行了研究,李善蓮等[4]對再造煙葉絲摻配模式進(jìn)行了優(yōu)化,提高煙支中再造煙葉絲的摻配均勻性和配方比例準(zhǔn)確度。總之不同加工處理方式制絲線的工藝布局和生產(chǎn)組織方式不同。其在煙支中的摻配均勻性和準(zhǔn)確度有所差異,對卷煙物理指標(biāo)、煙絲常規(guī)化學(xué)成分及感官質(zhì)量的穩(wěn)定性也有一定影響。我廠制絲線投用多年,由于工藝流程設(shè)計布局受限和再造煙葉使用比例較小使用的是同步加工即片摻兌模式,存在再造煙葉的有效利用率偏低、煙支中再造煙葉比例與配方設(shè)計差異較大的問題,有必要進(jìn)行改善。但即將進(jìn)行易地搬遷技術(shù)改造,因此在不改變工藝流程和不進(jìn)行較大硬件資金投入的情況下,對摻兌模式進(jìn)行優(yōu)化。
1 問題分析
煙片開箱→切片→松散回潮→預(yù)貯葉→加料→貯葉→切絲→烘絲→摻配加香→貯絲
再造煙葉解包→喂料
我廠制葉絲工藝流程
制絲生產(chǎn)前,再造煙葉按葉組配方設(shè)計比例投料,松散回潮生產(chǎn)時只要把當(dāng)批的再造煙葉全部摻兌進(jìn)去,經(jīng)3次進(jìn)貯柜過程往復(fù)布料混配后,理論上煙支中再造煙葉的摻配比例應(yīng)符合配方設(shè)計要求。但在實際生產(chǎn)過程中,再造煙葉來料粘接成餅塊狀料多,現(xiàn)有流程松散能力不足,未松散再造煙葉因不能充分吸濕吸熱而含水率和溫度低,后續(xù)生產(chǎn)過程耐加工性差;與煙葉摻兌時流量不能準(zhǔn)確控制,摻兌均勻性差,加上再造煙葉與煙葉物理結(jié)構(gòu)、吸濕性不同,松散回潮出口含水率波動大,影響加料工序加料和含水率的均勻性,導(dǎo)致切絲時與煙葉的含水率差異大,造成切絲寬度不均勻、跑片多,葉絲增溫增濕和烘絲過程灰損解纖損耗增多;切絲時產(chǎn)生的跑片在卷制時與梗簽梗塊并條絲等一起被剔除,因此再造煙葉的有效利用率不高,煙支中再造煙葉配方比例準(zhǔn)確度差。
1.1 松散率低
由于再造煙葉生產(chǎn)過程中黏合劑、保潤劑等的作用,裝箱及運輸過程擠壓等原因,粘接現(xiàn)象較為嚴(yán)重,不易松散。優(yōu)化前只有一個安裝在喂料機(jī)提升帶中上部的中心軸式勻料輥,裝有螺旋耙釘,對再造煙葉餅塊起拔梳、阻隔分離作用,但松散效果較差,松散回潮后松散率平均只有90%,未達(dá)到卷煙工藝規(guī)范松散率99%以上的要求,還導(dǎo)致葉片加料生產(chǎn)時喂料機(jī)限量管落料口頻繁堵料,切絲時經(jīng)常打刀,因此首先要解決松散問題。
1.2 摻兌不均勻
再造煙葉摻兌喂料時,大餅塊物料經(jīng)過多次提升翻滾、分離松散才能從松散輥與提升帶間隙通過,摻入時流量存在拖尾現(xiàn)象,摻兌過程先快后慢,極不均勻,摻兌流量大小只能通過設(shè)定喂料機(jī)提升帶電機(jī)頻率的方式,依靠人工經(jīng)驗調(diào)節(jié),不能準(zhǔn)確控制。經(jīng)松散回潮進(jìn)預(yù)貯葉柜過程往復(fù)布料后,在預(yù)貯葉柜出料口處取樣通過人工挑揀稱重計算煙葉中再造煙葉摻配比例,結(jié)果均勻性較差。
1.3 切絲時與煙葉含水率差異大
我廠葉片處理段在松散回潮工序與來料流量定比加水,加料過程只施加料液,如松散回潮含水率控制不好,加料、貯葉過程不能有效彌補(bǔ)。由于再造煙葉與煙葉物理結(jié)構(gòu)、吸濕性、解濕性不同,來料松散率低和摻兌不均勻,導(dǎo)致松散回潮、葉片加料后含水率均勻性差,切絲時與煙葉含水率差異大。
2 優(yōu)化措施
首先,為解決再造煙葉松散率低的問題,根據(jù)先松散再喂料的原則[5],利用原喂料機(jī)的進(jìn)料皮帶和倉柜部分,加裝一臺昆船F(xiàn)T115型松散機(jī)。再造煙葉解包后由進(jìn)料皮帶輸送至松散機(jī),松散后的再造煙葉進(jìn)入料倉,通過提升帶進(jìn)行喂料摻兌,松散后再造煙葉無明顯造碎,松散率達(dá)到99%以上。
其次,為提高再造煙葉摻兌的均勻性和松散回潮含水率控制的穩(wěn)定性,由于原工藝流程未考慮再造煙葉流量控制要求,未配備電子皮帶秤,在本次優(yōu)化過程中將摻配加香段因梗絲摻配比例增大流量不匹配換下來的一臺電子皮帶秤安裝在再造煙葉喂料機(jī)后,控制再造煙葉流量。
最后,將再造煙葉與切片后煙葉的匯合位置通過加長輸送皮帶移到松散回潮前電子皮帶秤入口處。松散回潮工序開始生產(chǎn)時,根據(jù)葉組配方比例設(shè)定再造煙葉摻兌電子皮帶秤流量。與松散回潮流量控制電子皮帶秤同時進(jìn)入生產(chǎn)狀態(tài),實現(xiàn)再造煙葉與煙葉真正定比摻兌、同步加工。
3 應(yīng)用效果
因再造煙葉切絲、烘絲過程造碎、灰損解纖后已變成碎末與煙葉損耗不易區(qū)分,對優(yōu)化前后下列質(zhì)量指標(biāo)和過程損耗進(jìn)行對比。

表1 松散回潮含水率標(biāo)準(zhǔn)偏差、再造煙葉松散率、切絲時含水率差值、跑片比例、卷制剔除物中比例(%)
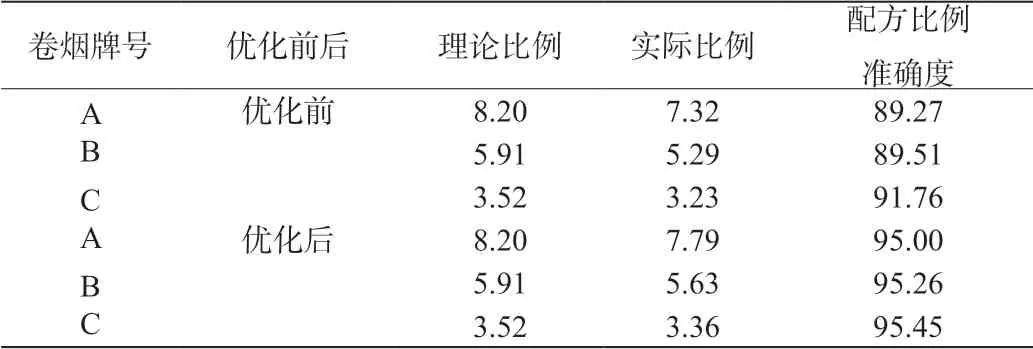
表2 煙支中再造煙葉配方比例準(zhǔn)確度(%)對比
4 結(jié)束語
同步加工片摻兌模式下,再造煙葉經(jīng)充分松散利于摻兌流量控制,均勻性更好,松散回潮含水率穩(wěn)定性提高,后續(xù)生產(chǎn)過程與煙葉的含水率差異減小,耐加工性增強(qiáng)。切絲時跑片減小、切絲、烘絲過程造碎灰損解纖損耗降低,卷制時剔除的再造煙葉占比下降,再造煙葉的有效利用率提高,優(yōu)化后配方比例準(zhǔn)確度平均提高5.06%。
