0.25μm掩模制造中激光直寫參數的優化研究
2021-07-09 08:21:42袁卓穎華衛群
電子與封裝 2021年6期
袁卓穎,華衛群,劉 浩
(1.中電國基南方集團有限公司,南京 211153;2.無錫中微掩模電子有限公司,江蘇無錫 214035)
1 引言
激光直寫系統是由計算機控制高精度聚焦激光束,按照設計圖形在涂有光致抗蝕劑的掩模版上掃描曝光,最終把設計圖形直接轉移到掩模上[1]。作為掩模制作的第一環節也是最重要的環節之一,激光直寫的質量直接影響掩模條寬(CD)均勻性[2-4]。較差的CD均勻性在密度較高的圖形中很容易使得掩模中線與線之間的間距變小,因為掩摸中的圖形實際上就是晶圓制造的芯片中的線路,這種粗細不一致的線路容易造成短路或斷路,影響晶圓質量,導致晶圓制造困難。
影響激光直寫CD均勻性的主要參數有束斑劑量、焦距、每束光的劑量、光束一致性以及拼接等。本文主要從激光直寫的原理出發,研究激光直寫參數與CD之間的關系,分析激光直寫參數對CD均勻性影響的機理,探索出激光直寫參數的設置和調節方法,為今后的科研生產提供依據,保障掩模的品質。
2 激光直寫工藝參數研究
2.1 激光直寫工藝介紹
激光直寫系統是制作衍射光學元件的重要設備之一。激光直寫制作衍射光學元件時,元件的線形對元件的效率起著重要的作用。線條的面形由曝光量分布來決定,而曝光量分布又依賴于焦斑的光強分布。在投影光刻印系統中,因為曝光量分布曲線和光強分布曲線是相同的,所以當分析線條的線形時,常常用焦斑的光強分布代替抗蝕劑中的曝光量分布。然而在單點激光直接寫入系統中,光強分布和曝光量分布之間有差別,而且這種差別將帶來線形誤差。
本試驗所采用的曝光設備為瑞典Micronic公司的Omega6600,其主要組成部分由設備主機、伺服機、主鐳射系統、定位系統、冷卻系統、操作系統等組成。激光束由主鐳射系統提供,經過十多個棱鏡組成的光路系統形成可調節的5束光(分別稱之為Beam1、Beam2、Beam3、Beam4、Beam5),由5束光組成的束斑投射到基板表面,再通過工業計算機根據圖形數據控制光路的開關以及工件臺的移動,最終達到曝光出想要的圖形的目的,激光直寫原理圖如圖1所示。
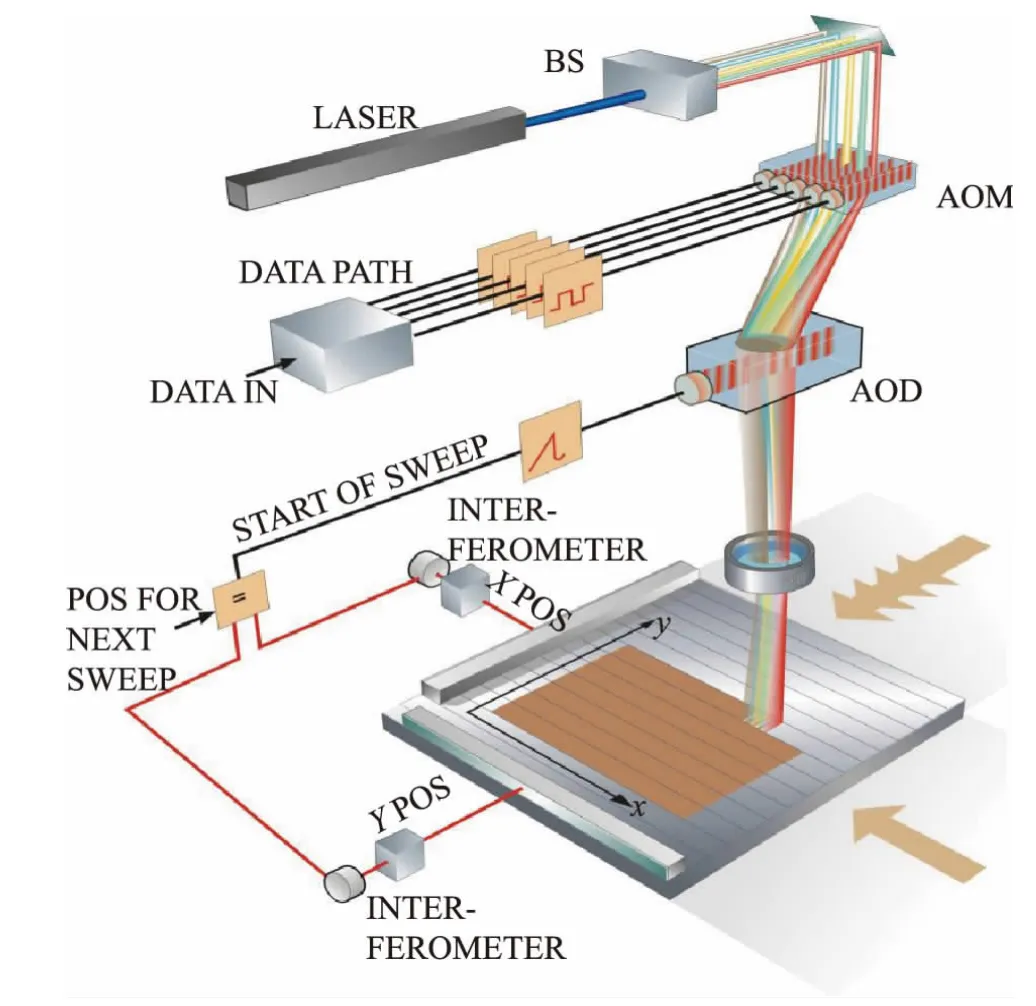
圖1 激光直寫原理圖
2.2 研究設備與材料
研究使用的設備有激光直寫設備(型號Omega6600,瑞典Micronic公司),顯影設備(型號Masktrack,德國Hamatec公司),濕法蝕刻機(型號HMP,德國Hamatec公司),條寬量測儀(型號MT270,美國KLA-Tencor公司),套準量測儀(型號IPRO2,德國Leica公司);試驗使用材料為二元掩模版(型號SBNB-6025-1T-THMR IP3500-M(A),韓國S&S TECH公司)。
2.3 研究方案
在掩模版上設計線寬分別為1μm、1.5μm、2μm、3μm、4μm的十字圖形,量測十字的X和Y方向的CD,CD量測圖形如圖2所示,分析CD與束斑劑量、焦距、每束光的劑量、光束一致性以及拼接的關系,探索出激光直寫對CD均勻性影響的機理,從而得到激光直寫參數的設置和調節方法。
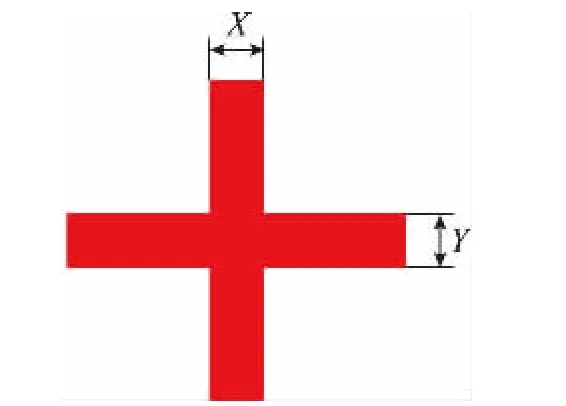
圖2 CD量測圖形
3 激光直寫參數對激光直寫質量的影響
激光直寫工藝參數主要包括束斑劑量、焦距、每束光的劑量、光束一致性以及拼接等。根據經驗,束斑劑量和焦距的變動會引起其他參數的變化,所以需優先研究束斑劑量和焦距對CD的影響,確定好束斑劑量和焦距的參數后再研究其他參數對CD均勻性的影響。
3.1 束斑劑量和焦距對CD均勻性的影響
圖3為不同束斑劑量隨著焦距波動的CD變化情況,可得出束斑劑量、焦距、CD三者的關系。
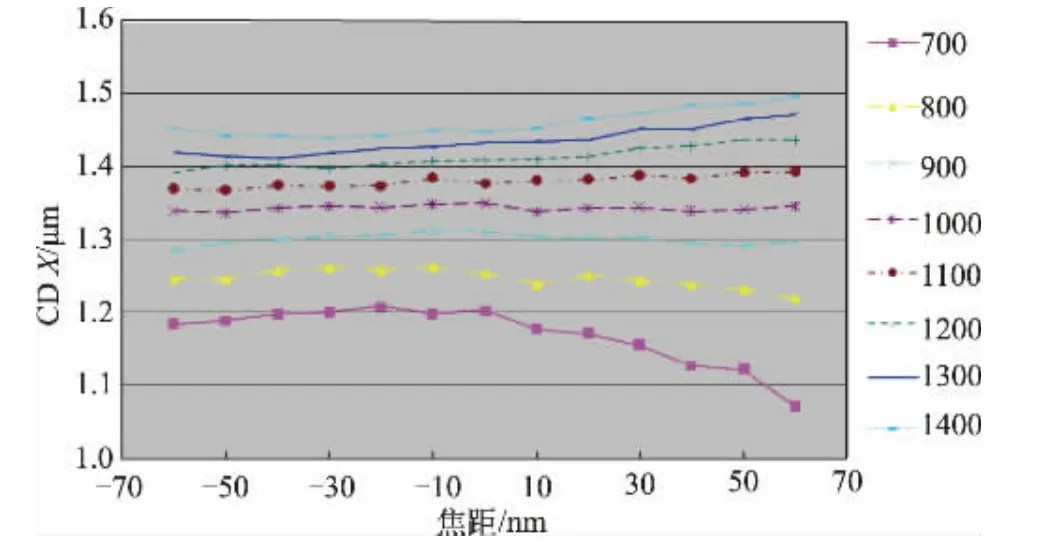
圖3 束斑劑量、焦距對CD的影響
焦距的波動會引起CD的變化,導致CD均勻性較差,但是在某些束斑劑量下焦距的變化幾乎不會引起CD的變化,從圖3中可以看到當束斑劑量為1000時對應的CD波動最小,該束斑劑量為最優劑量,當選擇此束斑劑量時CD均勻性最好。另外,由圖3趨勢可以看出,焦距向負方向移動30 nm時,該點周圍的CD波動最小,因此焦距應向負方向補償30 nm,才能得到較好的CD均勻性。
3.2 光束劑量對CD均勻性的影響
在2.1節中提到本試驗中的激光直寫設備使用的激光束是由5束光組成的,CD均勻性不僅與束斑的劑量有關,還與每束光本身的劑量有關,光束劑量之間的不平衡會導致線條粗細不一,從而導致CD均勻性較差。圖4為使用最優束斑劑量和焦距補償后單一光束曝光得到的CD情況。
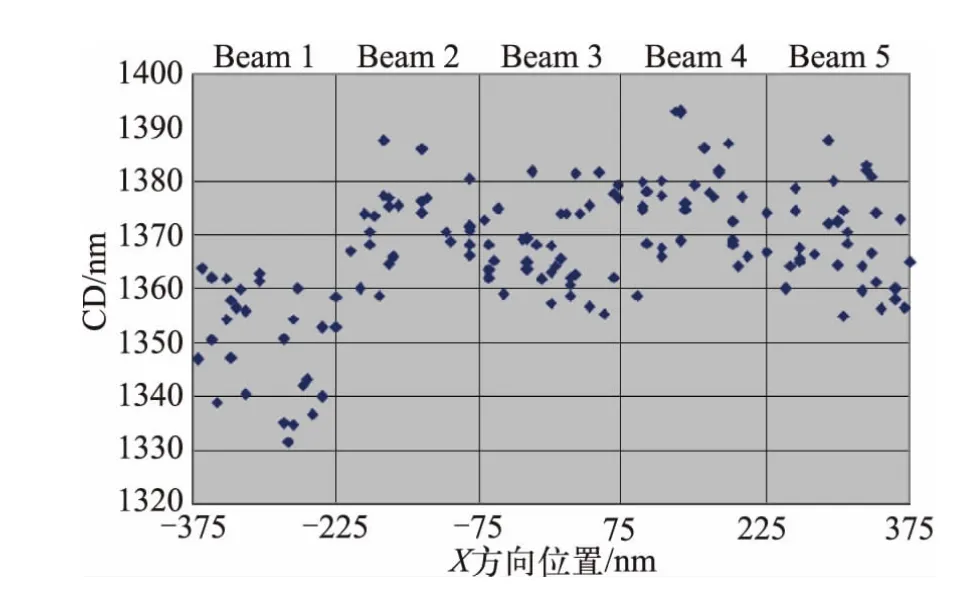
圖4 5束光之間的差異
從圖4中可以看出5束光之間的CD均勻性達到60 nm,但是單束光內的CD均勻性全部小于40 nm,因此如果將5束光之間的差異降至最低,可以極大地優化CD的均勻性。光束Beam1的CD比Beam2、Beam3、Beam4和Beam5都 要 小,Beam2、Beam3、Beam4和Beam5之間的CD變化區間較為一致,因此將Beam1的劑量增加1.5%,保證5束光之間的CD區間一致,提升CD均勻性。
3.3 光束之間一致性對CD均勻性的影響
圖5為5束光出現的兩種情況,當5束光同時出現時,5束光幾乎在一條直線上,曝光出來的橫條紋(Sweep)粗糙度較好,CD均勻性較好;5束光之間有延遲時,曝光出來的橫條紋邊緣粗糙度較差,導致CD均勻性較差。
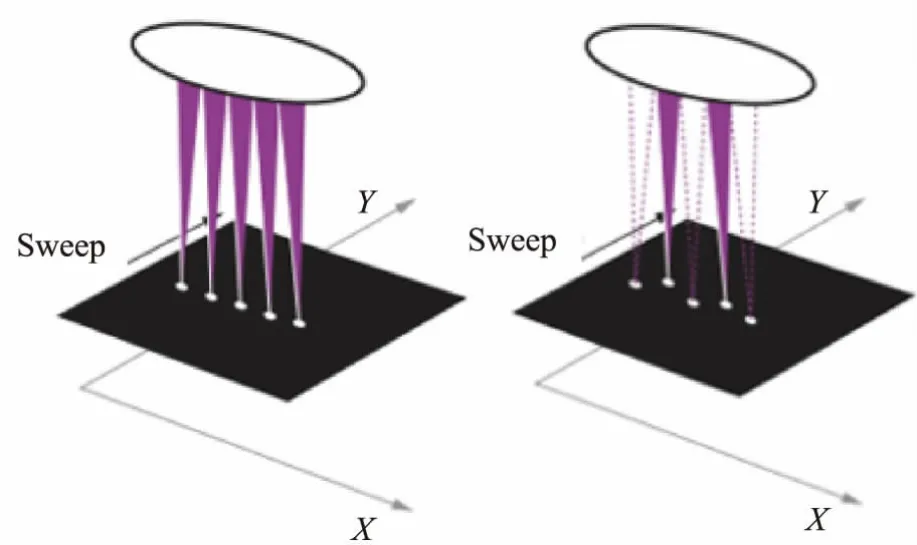
圖5 5束光出現的兩種情況
從圖5可以看出,當5束光出現不一致,曝光出來的線條不是筆直的,從而導致線邊粗糙,CD均勻性較差。當出現這種情況后,以5束光中Beam5做基準,修正其他4束光對它的偏差,使5束光保持一致,5束光之間的差修正見表1。
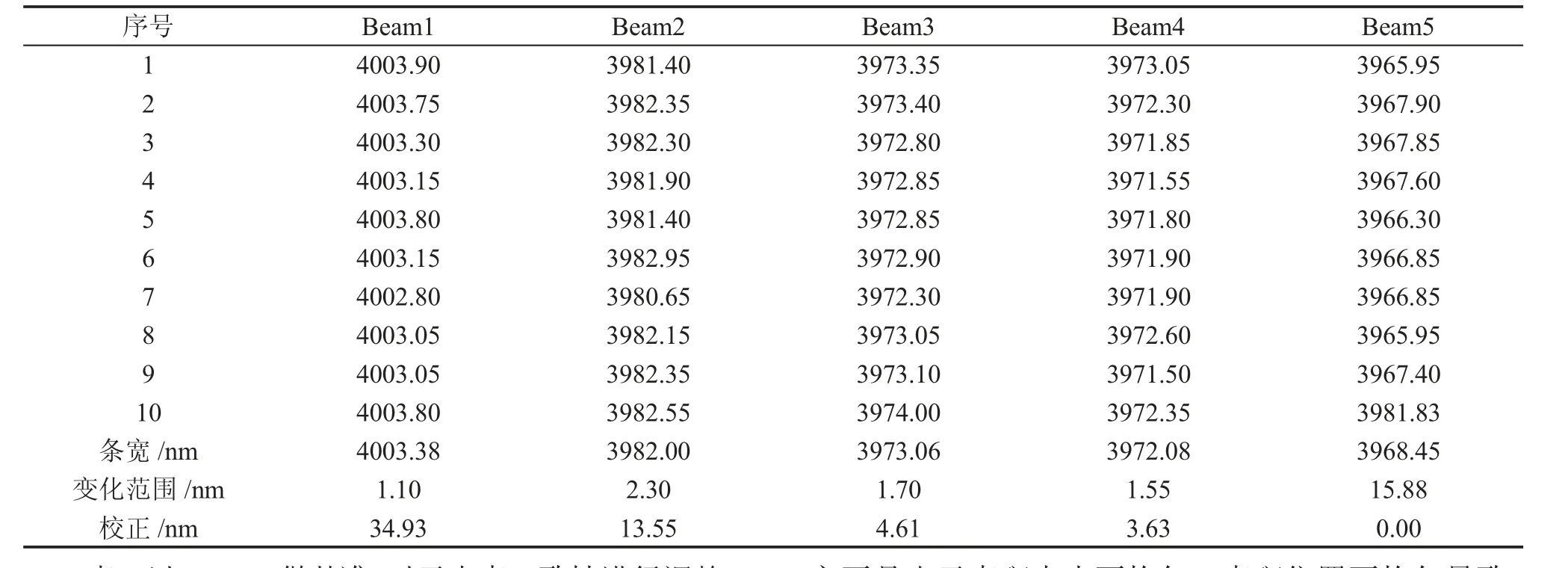
表1 5束光之間的差修正
表1以Beam5做基準,對于光束一致性進行調整,Beam1需調34.93 nm,Beam2需調13.55 nm,Beam3需調4.61 nm,Beam4需調3.63 nm。
3.4 拼接對CD均勻性的影響
激光直寫的圖形由一個個激光束(束斑)拼接而成,拼接的好壞直接影響CD的質量。激光束拼接較差主要是由于束斑大小不均勻、束斑位置不均勻導致,使得曝光的線條歪歪扭扭,CD均勻性較差。另外,由于束斑是由很多的橫條紋組成,所以橫條紋的大小也會影響拼接的好壞。
圖6和圖7分別為直寫過程中束斑大小對CD影響的原理和實際情況,束斑大小不一致導致CD均勻性較差,需要通過調整能量保證每個束斑大小一致。
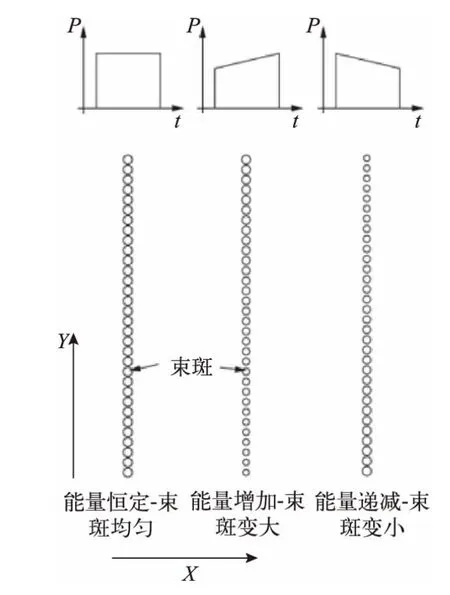
圖6 束斑大小影響激光直寫的原理
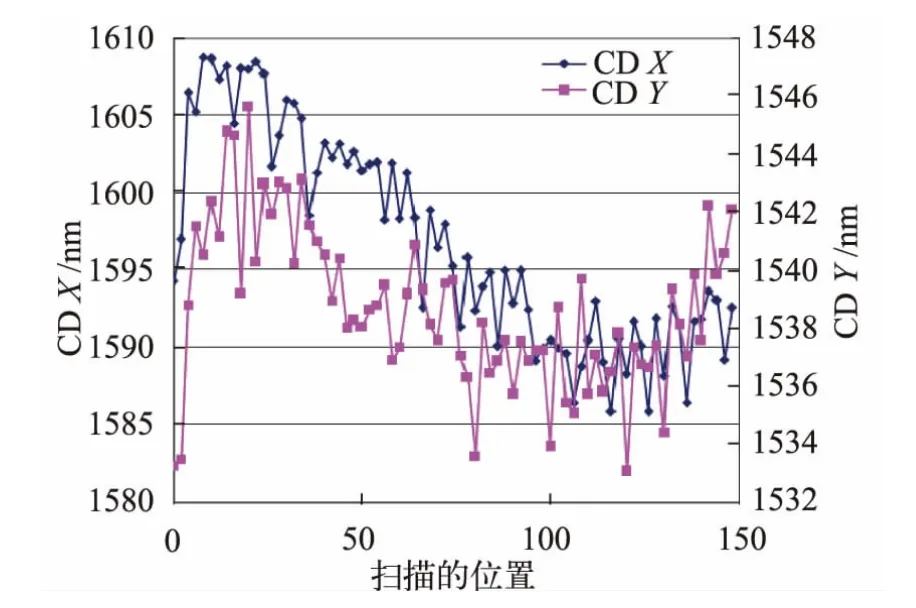
圖7 束斑大小對CD的實際影響
理想情況是,在激光直寫過程中X和Y的CD偏差都為零,不存在持續變大或變小的情況,保證束斑間的大小均勻。但是,如圖7所示,X和Y是處于一個負斜坡,CD X大約從1608 nm開始,到1586 nm結束,CD X持續變小,波動大約在22 nm,CD Y波動大約在13 nm。而可接受的CD偏差要求不大于20 nm,所以CD Y是正常的,CD X偏大,需要通過調整X方向的能量,使波動能夠小于20 nm。
圖8和圖9分別為直寫過程中束斑位置對CD影響的原理和實際情況,束斑位置不一致導致CD均勻性較差,需要通過調整束斑掃描的位置保證每個束斑都能均勻排布。
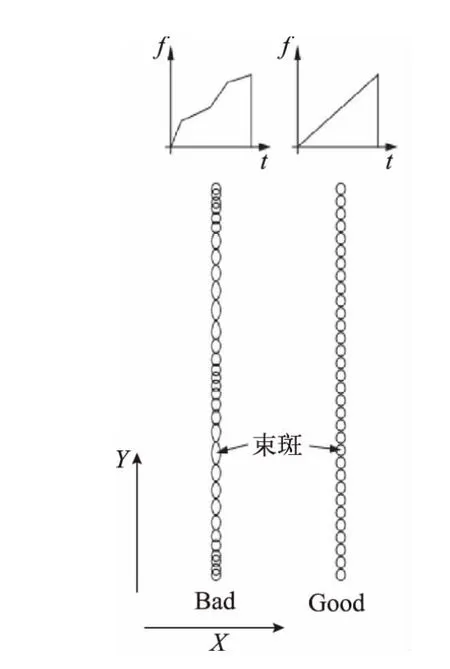
圖8 束斑位置影響激光直寫的原理
理想情況同能量斜率一樣,在激光直寫過程中X和Y的CD偏差都為零,保證束斑間的距離一致。但是,如圖9所示,X位置偏差波動大約為35 nm,Y位置偏差波動大約為23 nm,而可接受的波動偏差為10 nm,因此X和Y的位置都需要調整,直至小于10 nm,調整的位置稱之為線性斜率。
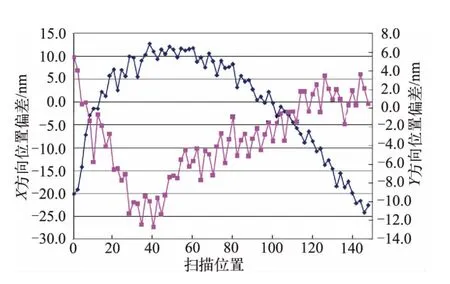
圖9 束斑位置對CD的實際影響
圖10和圖11分別為直寫過程中Sweep大小對CD影響的原理和實際情況,Sweep大小不一導致CD均勻性較差,需要通過調整Sweep的大小保證Sweep之間無偏移。
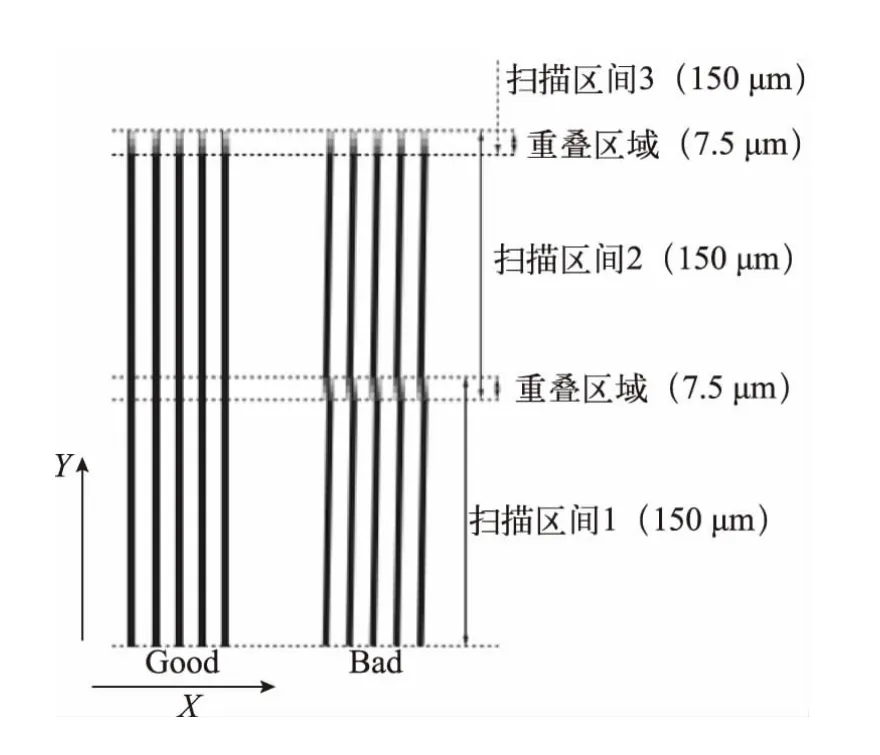
圖10 Sweep大小影響激光直寫的原理
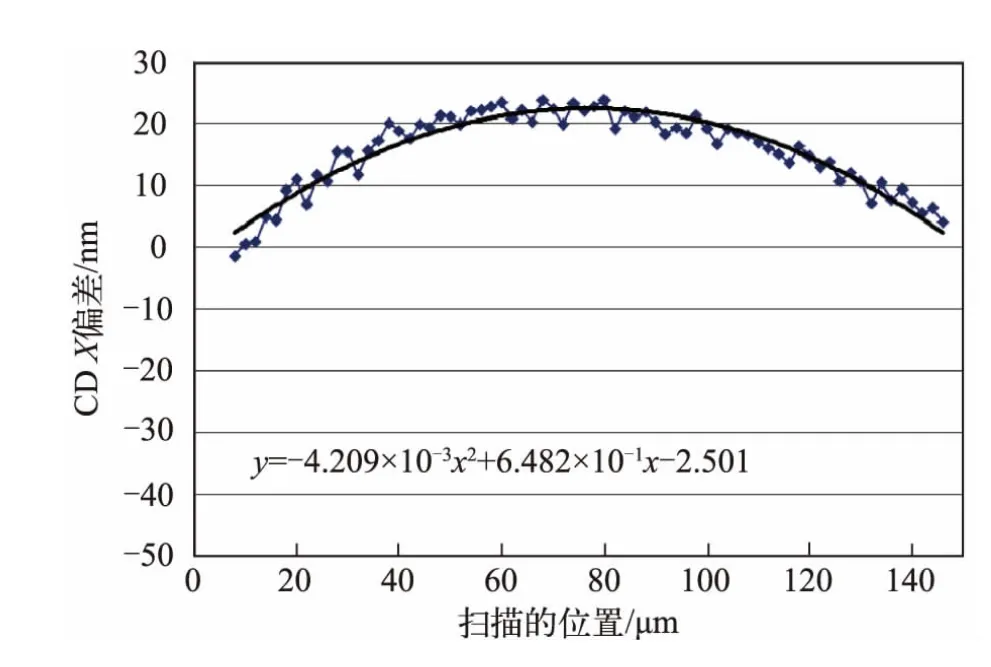
圖11 Sweep大小對CD的實際影響
Sweep大小的理想情況是,各Sweep大小一致,X、Y方向都無差異。但實際情況如圖11所示,以X方向為例,負方向越大表明Sweep越長,正方向越大表明Sweep越短,無論太長還是太短,對拼接影響都不好,圖11中正方向已經超過20 nm,而可接受的范圍為±15 nm,因此Sweep X方向最少要增大5 nm。如圖10,Sweep大小正好與Sweep大小不一致的兩種情況對比,當Sweep大小相差較大時會造成線條不再筆直的情況,從而導致CD均勻性較差。
4 結論
通過集成電路掩模試驗,研究發現為了在掩模版上制作出較好的CD均勻性產品,激光直寫工藝需選擇隨焦距變化CD波動最小的束斑劑量和對CD影響最小的焦距。當調節好束斑劑量和焦距后,以某一光束作為基準,將其他光束的劑量調節至制作的CD值與基準值一致,從而保證光束之間的平衡性;再將所有光束調節至每束光同時出現,確保光束幾乎出現在同一直線上,保證光束的一致性;最后將束斑的大小調節至CD偏差20 nm以內,束斑的位置調節至CD偏差10 nm以內,Sweep的大小調節至CD偏差±15 nm以內,從而保障激光直寫設備制作的產品具有良好的CD均勻性。
隨著CD的不斷變小,圖形越來越密集,制程控制越來越復雜,只有通過合適的控制方法才能保證產品質量,從而保障生產的持續穩定。
猜你喜歡
課堂內外·初中版(科學少年)(2023年10期)2023-12-10 00:43:06
全科護理(2022年10期)2022-12-26 21:19:15
中國合理用藥探索(2022年1期)2022-11-26 00:22:32
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
鄉村科技(2021年33期)2021-03-16 02:26:54
國際放射醫學核醫學雜志(2021年10期)2021-02-28 08:41:58
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38