盾構機主驅動支撐環耐磨帶技術研究
2021-07-10 08:57:42曾勇軍
鐵道建筑技術 2021年5期
曾勇軍
(中國鐵建重工集團有限公司 湖南長沙 410100)
1 引言
盾構掘進機是城市地鐵及地下隧道施工中的重要設備,盾構施工是一個復雜的系統工程[1],采用盾構機施工,大大加快了隧道掘進速度,減輕了施工難度,其施工效率及質量雙高、施工過程更加安全,已成為地下施工首選方案[2]。盾構機主驅動系統被稱為盾構機的“心臟”[3],主驅動密封就是“心臟的隔膜”,其直接接觸渣土并阻止泥渣進入主驅動內部。
目前,盾構機主驅動密封環主要以調質后的42CrMo鍛件為原料加工制造而成。密封滑道面經過表面淬火處理,制造周期長、成本高,耐磨性能使用壽命有限,難以滿足盾構機的不斷發展對密封要求更耐磨、更長壽命、更換成本低的需求。
本文就某大直徑盾構項目盾構機主驅動支撐環密封滑道需要持久耐磨的要求,從結構設計、材料選擇、工藝制作等方面進行分析,對其密封滑道方案進行設計,尋找一種更耐磨的材料并提出新的工藝方案,通過試驗效果及實際工程案例效果判斷其方案實用性,達到節省專業設備、人員、加工費用,適應工地安裝。
2 外密封支撐環密封結構設計
盾構機主驅動支撐環密封滑道結構為圓環狀,唇形密封件與圓環外周緊密接觸達到動密封的效果,耐磨帶包裹支撐環形成耐磨滑道,耐磨帶主要受渣土及唇形密封帶重復摩擦,使用過程中需要表面具備高耐磨性,因此,設計主驅動外密封系統時,可選擇一種耐磨材料焊接成圓環,過盈配合裝配到支撐環圓環上,這樣滿足了滑道高耐磨性的要求,節省了加工費用,使密封支撐環免遭磨損,很大程度上提高了支撐環的使用壽命,使主驅動支撐環可重復使用。具體結構如圖1所示。
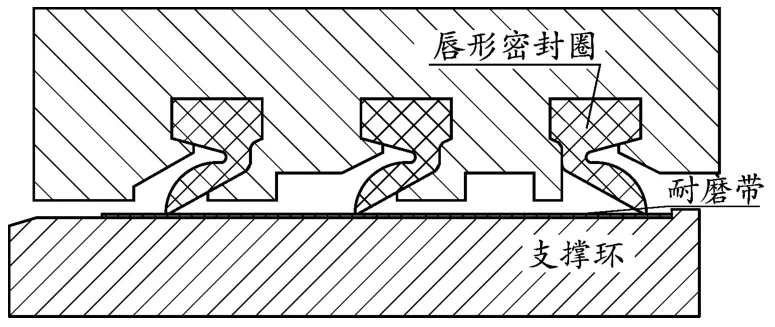
圖1 耐磨帶結構示意
3 密封環耐磨帶材料
為滿足主驅動支撐環耐磨性,常在支撐環的外表面進行表面淬火,要求淬火后表面硬度大于55 HRC,且硬度均勻,但隨著盾構機直徑的增大,主驅動密封環表面淬火工藝很難達到要求。
SK5鋼為高級碳素工具鋼,冷作模具鋼,含碳量為0.6%以上的高碳鋼,淬火后使用硬度50~60 HRC,該鋼具有較高的硬度,耐磨性優良,滿足耐磨性要求。
SK5鋼帶廣泛用于因滑動摩擦需高硬度和耐磨損性的模具零配件,如導銷、襯套、頂出銷等。也用于加工木材用刃具、冷鐓模、亂刀、銼刀等,應用成熟。
使用SK5鋼帶焊接而成的圓環完全能滿足主驅動密封環結構設計的要求。
4 支撐環密封耐磨帶設計計算及制作
耐磨帶與密封支撐環通過過盈配合結合在一起,主驅動工作時,耐磨帶不允許滑動,同時保持耐磨帶拉伸狀態下不產生塑性變形,通過計算可得此過盈量,設計耐磨帶時取其范圍內數值即可。在支撐環旋轉情況下,唇形密封圈會在耐磨環上產生摩擦力矩,過盈產生的彈性壓緊力須抵消摩擦力矩,所以過盈量最小值為不能使耐磨帶工作狀態下滑動時的過盈量。但過盈量選擇也不能過大,在安裝完成耐磨帶后,過盈量過大使耐磨帶產生無法恢復的塑性變形,影響耐磨帶機械性能或因張力過大而發生斷裂,因此需要對耐磨帶過盈量范圍進行計算,設計完成的耐磨環過盈量應處于此范圍內。
由于被包容件厚度遠大于包容件,支撐環表面剛性遠大于耐磨帶鋼性,經計算,同等受力下,其直徑變化量可忽略不計。將包容件(耐磨環)的最大最小過盈量作為聯接件最大最小過盈量,被包容件可忽略。
現以為實驗制作的耐磨帶及支撐環工裝為例進行計算說明,后續都以此工裝尺寸進行計算。
4.1 最大過盈量計算
包容件直徑比:

式中,df為結合面的基本直徑(mm);da為包容件外徑(mm)。
包容件不產生塑性變形所允許的最大結合壓力:

式中,σsa為包容件屈服極限,實驗測得1 200 MPa。包容件不產生塑性變形所允許的最大直徑變形量:

式中,Ea為包容件彈性模量,取22 000 MPa,νa為包容件泊松比,取0.3。
故此條件下聯接件不產生塑性變形所允許的最大有效過盈量為21 mm。
4.2 最小過盈量計算
耐磨帶傳遞轉矩,轉矩大小為摩擦力矩,耐磨帶上裝配3件唇形密封,故轉矩為:
式中,d0為軸直徑(cm);F0為密封時軸圓周單位長度的摩擦力(N/cm),其取決于摩擦面的表面質量、潤滑條件、彈簧力等[4],估算時可F0=0.3~0.5 N/cm,密封壓力較大者取上限,此處取0.3即可[5]。
傳遞荷載所需的最小結合壓強為:

式中,lf為軸直徑結合長度(mm);μ為摩擦系數,取0.125。
包容件不產生塑性變形所允許的最小直徑變形量為:

故此條件下聯接件傳遞荷載的最小過盈量為0.108 mm。
耐磨帶聯接體過盈量為0.37~1.3,處于最小過盈量與最大過盈量之間,符合技術要求。
4.3 支撐環密封耐磨帶制作工藝
根據上述計算,確定并驗證過盈量后,將SK5耐磨帶焊接成圓環。由于板薄且密封環在密封系統中的特殊要求,焊接難度較大,一是焊后焊縫質量以及力學性能難以保證,二是耐磨環件設計要求尺寸無法控制,極易變形[6]。通過各項實驗,改變焊接方式,調整焊接工藝規程,采用如下焊接方法及焊接控制要點,SK5順利焊接成焊縫質量符合要求、尺寸偏差控制良好、焊縫表面光滑平整的圓環。主要焊接規程如下:
(1)采用閃光對焊[7]焊接工藝。
(2)耐磨帶接縫處焊接前呈現多毛刺狀態,增加焊接時接觸點。
(3)按閃光對焊焊接接頭焊后收縮規律,控制耐磨條下料長度,保證焊后圓環尺寸。
(4)檢查焊縫處平整度,焊縫連接良好,無凹凸不平現象,不平整處打磨平整。
(5)打磨連接處焊縫表面,測量焊縫處表面硬度不低于50 HRC。
(6)打磨焊縫進行RT探傷,RT探傷合格。
5 支撐環密封耐磨帶熱裝工藝設計
零件需要均勻加熱且加熱后應避免生銹,故適合采用油液進行加熱[8]。傳統加熱方式勞動強度大,安全性差,故加熱方式采用電阻加熱方式,便于控制[9]。耐磨帶制作好后通過加熱膨脹裝入支撐環中,由于環件具有壁厚極薄(1.25 mm)、降溫速度快的特性,通過計算確定加熱溫度及保溫時間,制定合理現場熱裝工藝。
5.1 加熱溫度的計算
(1)SK5為鋼制零件,取線膨脹系數a=11×10-6m/℃。
(2)查得,取經驗數據的最小比值,計算結合直徑裝配最小間隙Δ2=3 540×1/1 000=3.54 mm。
(3)被包容件(實驗法蘭環)保持室溫不變,加熱包容件(耐磨環)進行加熱,被包容件外徑尺寸公差,包容件內徑尺寸公差,故熱裝時的最大過盈量Δ1=1.3 mm。
(4)取環境溫度t=15℃,故熱裝時的加熱溫度tn=(Δ1+Δ2)/adf+t=(1.3+3.54)/11×10-6×3 540+15=139 ℃[10]。
(5)材料退火溫度180℃,加熱溫度低于引起材料材質變化的溫度,加熱到139℃對SK5材料性能無影響。
5.2 加熱時間和保溫時間的確定
加熱和保溫時間的經驗數據,一般可按每厚10mm需要10 min的加熱時間,每厚40 mm需要10mim的保溫時間進行計算。
故加熱和保溫時間為:
tm=(1.25/10)×10+(1.25/40)×10=1.56 min
用油加熱零件的加熱溫度比所用油的閃點低20~30℃,選擇一般齒輪油即可。
5.3 熱裝工藝
(1)熱裝場地選擇標準廠房內,室內溫度與室外溫度一致,空氣流動相對較小[11],同時采取必要安全措施。
(2)使用提前制作好的密封性良好的環形密封槽進行加熱,倒入齒輪油,剛好漫過耐磨環即可,油液加熱保證了耐磨帶均勻受熱,加熱溫度至150~160℃,保溫2 min。
(3)人員穿戴好耐熱工裝提前在周圍分散均勻排開,待耐磨環加熱到要求溫度后,由2~3人使用鉗子將耐磨環提出加熱槽后,迅速由6~8人使用石棉手套捏緊耐磨環提升至支撐環上端面均勻展開,立即同時將耐磨帶放置到位并下放,要求動作快而準確,耐磨帶順勢滑入[12]。
(4)使用小皮錘敲擊耐磨環,待耐磨環安裝到位,冷卻后檢查耐磨環與支撐環是否緊密貼合,檢查無縫隙即可。
6 總結與應用
實驗中,通過合理的計算,完善的工藝措施,成功地將耐磨帶熱裝至支撐環上,順利完成了耐磨滑道設計安裝,驗證了密封環材料符合工藝要求,密封環制作工藝可行,裝配工藝適用,降低了盾構密封環制造成本及裝配難度。某實際工程掘進使用效果驗證了該SK5制作的主驅動密封環耐磨性良好,適應復雜工況要求,順利完成掘進任務。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
