新型銀錠自動澆鑄生產線的應用與實踐
2021-07-10 14:38:18林家永
有色冶金節能 2021年3期
林家永
(紫金銅業有限公司,福建 龍巖 364200)
0 前言
多年來,傳統的標準銀錠澆鑄工藝都是由工人抬著熔融的銀液坩堝將銀液倒入模具中成型,這種工藝具有勞動強度大、作業環境差(高溫、粉塵)的不足,不能滿足現代企業發展要求。這里介紹一種用氮氣保護熔融銀液的新型全自動銀錠澆鑄工藝,它具有自動化程度高,常溫作業環境,產品質量好的優點。
1 傳統標準銀錠澆鑄存在問題
1.1 自動化程度低,產品不合格率高
傳統的銀錠生產是將高純的電解銀粉經中頻感應熔爐熔化,然后通過人工的方式或采用傾轉裝置倒入15 kg 或30 kg 標準銀錠模具(豎模或橫模)中澆鑄,然后進行冷卻、脫模、酸洗、鋸(切)耳、稱重、打碼入庫。整個過程包括銀錠模具頂緊與卸模,銀錠搬運,銀錠鋸(切)耳、稱重打碼等操作均由人工手動完成,且每次澆鑄前模具內表面需要用乙炔煙均勻熏模,以利于順利脫模。
銀熔融后需要除氧氣,在銀錠冷卻時還需要跟火,確保收口平整。這種傳統的澆鑄工藝存在人員勞動強度大、危險系數高、銀錠表面質量不穩定的問題,經常會產生氣孔、麻面、上表面收縮凹坑等瑕疵(尤其30 kg 標準銀錠橫模澆鑄時,上表面收縮凹坑特別明顯)。
雖然經過多年不斷的自動化改進和優化,傳統銀錠澆鑄工藝在減輕人員作業勞動強度方面取得較大進步,國內某些企業也引進日本的銀錠自動澆鑄設備,但目前國內的銀錠澆鑄都沒有實現完全自動化,都屬于傳統開放式澆鑄模式,表面缺陷依然存在,產品不合格率仍然超過5%。
1.2 銀損耗大
銀的熔點為960 ℃,熔煉時銀會氧化,具有一定的揮發性,在正常的熔煉溫度(1 100~1 300 ℃)下,銀的揮發損失小于1%;但當銀氧化強烈,熔融銀液面上無覆蓋劑,且爐料中含有較多的鉛、鋅、砷、銻等易揮發金屬時,銀的揮發損失會增大。銀在空氣中熔融時,可吸收相當于其自身體積21 倍的氧;當熔融銀液冷凝時,這些被吸收的氧會釋出而形成“銀雨”,造成細粒銀珠的噴濺損失[1]。
銀在高溫下氧化易揮發,或在高溫冷卻過程中形成“銀雨”產生噴濺而造成大量損耗,這種損耗都是因為有氧氣的存在。傳統開放式銀錠澆鑄無法解決這種問題。
2 新型銀錠自動生產線
2.1 新型銀錠自動生產線工藝原理
以15 kg 標準銀錠為例,系統將裝有15 kg 銀粉的石墨模具(有蓋子)送入一個由IGBT 變頻控制的隧道式中頻感應區加熱,然后在隧道內冷卻。從加熱到冷卻,整個過程都在隧道內完成,整個隧道內充滿氮氣保護,銀不會與氧氣接觸,石墨模具盛裝銀粉的過程也在隧道內的無氧環境下(隧道內充滿氮氣,并非真空狀態)進行。隧道內側是冷卻水系統,模具(內裝銀錠)出隧道時的溫度不高于35 ℃,手可觸摸。
由于整個高溫流程都有氮氣保護,隔絕銀與氧氣接觸,這種方法解決了傳統澆鑄時的銀損失,也不存在銀液脫氧的問題;同時,因為石墨模具底部接觸隧道底部的水套冷卻板,而模具的兩個側面和頂面沒有直接接觸隧道冷卻板,只是被包圍在冷卻罩內,所以銀錠的冷卻凝固是從底面開始的,銀錠的上表面凝固滯后于銀錠底面,這樣可保證銀錠的表面平整、光滑。而傳統澆鑄方法中,銀錠上表面與空氣接觸,散熱快,先凝固,而底部散熱慢,后凝固,導致銀錠出現收縮凹坑的瑕疵,需要跟火保溫消除。
新型澆鑄工藝的銀錠產品高溫時因為沒有受到氧氣影響,不但表面平整,而且上表面能像鏡子一樣光亮照人。
2.2 新型銀錠自動生產線結構組成
新型銀錠自動生產線結構如圖1 所示。主機部分由預熱、熔爐、冷卻部分組成;控制部分由總控臺、熔控箱組組成;輔助部分由開蓋取料結構、撥料扣蓋機構、自動配料系統、推動部分、小車輸送、模蓋輸送、模具輸送及產品輸送帶部分組成。

圖1 銀錠自動澆鑄生產線示意圖
銀錠自動生產線主要設備配置見表1。
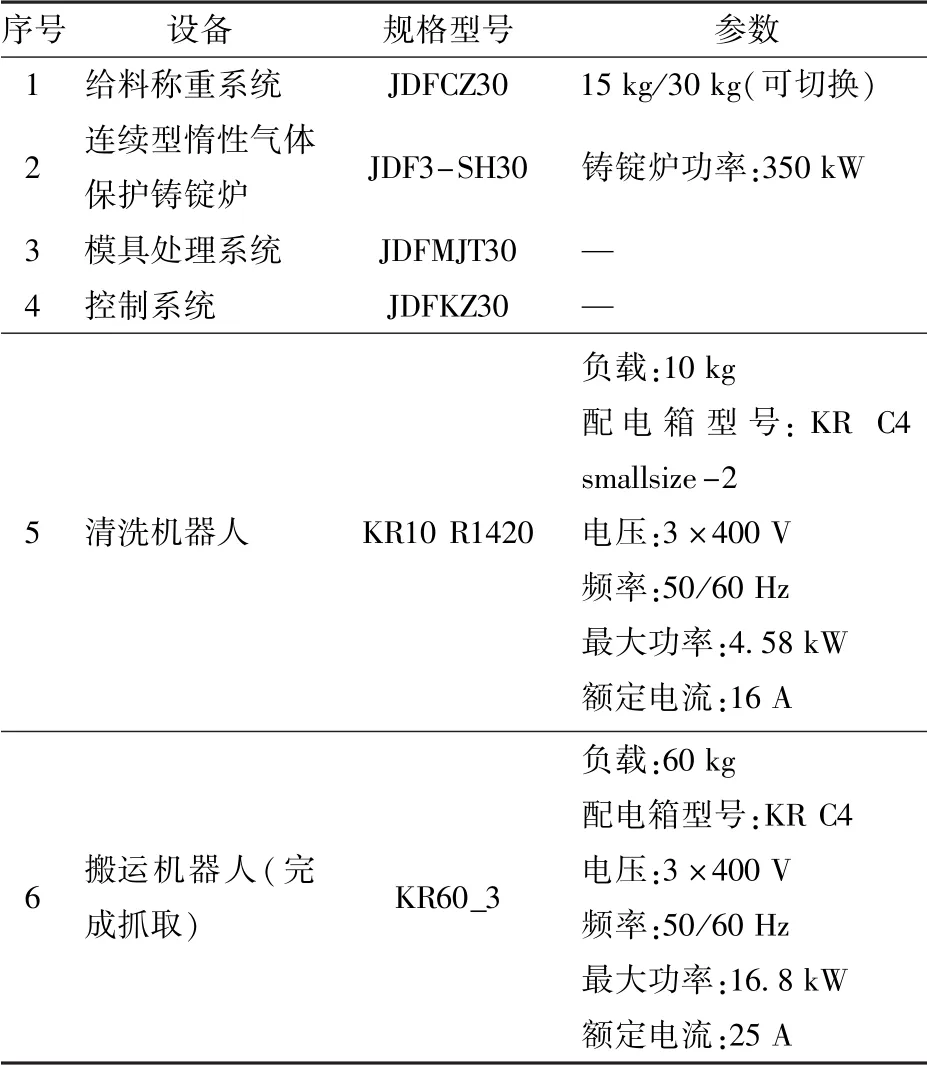
表1 銀錠自動生產線主要設備配置
2.3 工藝流程
2.3.1 給料配重
將潔凈干燥的99.99%銀粉/粒倒入不銹鋼料斗,再通過螺旋將銀粉/粒送入配重斗,待配重完成后,系統自動將銀粉/粒放入石墨模具內,并自動蓋上蓋子。
2.3.2 熔煉、鑄錠
生產流水線將配好銀料的模具送至連續型惰性氣體保護隧道爐入口,再由油壓裝置將模具送入熔煉室。待熔煉完成后,模具被自動推入冷卻區,通過定向凝固的方式(底部先凝固)讓銀錠成型。
2.3.3 脫模
冷卻后,模具通過真空吸取的方式實現蓋子與模具、模具與銀錠的分離。分離后的銀錠被放置到指定位置,模具則送入系統再次循環。
2.3.4 銀錠表面清洗、檢查、堆垛
銀錠自模具取出后,經傳送帶運輸到搬運機器人能夠抓取的位置,由搬運機器人抓取放置到清洗平臺,然后由清洗機器人負責用清水噴射清洗。風干后,銀錠由機器人送到CCD 視覺檢查裝置進行線掃相機檢查,合格銀錠被機器人堆垛到合格區卡板,不合格銀錠將被放置在不合格區卡板上(圖2)。

圖2 銀錠清洗、檢測、堆垛流程圖
整個過程由PLC 控制,遇到故障也可切換手動操作。
2.4 新型銀錠自動生產線優點
1)新型銀錠自動生產線采用國際首創水冷氮氣保護鑄造室,不僅能避免熔煉過程產生的煙氣對員工身體的傷害,而且能隔絕高溫所產生的熱輻射,減少銀錠在生產中所產生的損耗,作業環境綠色環保。
2)新型銀錠自動生產線采用自動化流水線作業,全過程無需人工干預,與國內現有的銀錠生產技術相比,大大降低了員工的工作強度。
3)該技術完全解決了傳統銀錠澆鑄存在的易收縮、水波紋氧化及表面不平整等一系列問題,可替代傳統銀錠生產工藝,使國內銀錠鑄錠技術達到國際領先水準。
3 應用情況
某公司稀貴廠2018 年9 月引進新型銀錠自動生產線。該生產線是國內第一臺。運行2 年多來,設備運行穩定,完全滿足現場生產,生產的銀錠不但質量達到標準要求,而且銀錠的表面平整及光亮效果非常好。
石墨模具是該生產線的易損件,生產線上布置33 套模具,原設計每澆鑄49 t 銀錠就需要更換模具。由于實際生產過程中采取保養措施及正確布置氮氣保護,實際第一套模具澆鑄了92 t 銀錠(原設計模具的使用壽命是80 次,實際模具澆鑄次數超過了180 次)。每套模具的市場價格約2 000 元左右,綜合考慮其他備品備件的費用,該生產線加工的銀錠成本為0.75 元/kg(不包括電費),而傳統澆鑄方式成本在0.95 元/kg 以上。
該生產線運行穩定,故障少,每天8 h 作業,澆鑄15 kg 標準銀錠的實際產能可達1 200 kg,如果澆鑄30 kg 標準銀錠,作業效率更高,產能可超過1 500 kg。
4 結束語
氮氣保護熔融銀液的新型銀錠自動生產線完全滿足15 kg 和30 kg 標準銀錠的生產需要,自動化程度高,作業環境無塵,具有安全、環保、高效等特點。隨著工業技術的快速發展,根據國家“十四五”規劃和2035 遠景目標,新型銀錠自動生產線一定會被貴金屬業內認可,具有廣闊的發展前景。
