氧化鐵紅顏料對白水泥基3D打印材料流變及可打印性能的影響
2021-07-13 00:39:44徐嘉賓趙智慧陳明旭蘆令超
硅酸鹽通報 2021年6期
徐嘉賓,金 源,趙智慧,陳明旭,蘆令超,程 新
(濟南大學,山東省建筑材料制備與測試技術重點實驗室,濟南 250022)
0 引 言
隨著社會經濟的快速發展以及人們生活水平的日益提高,人們對物質生活條件的要求越來越高,這對現代建筑、裝飾或者景觀構件的美學設計及其藝術化提出了更高的要求。景觀裝飾構件作為裝飾領域的重要組成部分,其主要價值就是附帶人文價值和美學價值,這依賴于藝術化的結構造型和豐富的色彩體系來表達。與傳統減材成型技術相比,3D打印技術更加智能化、個性化、高效化,已經在航天航空、生物醫療、汽車制造等諸多領域得到廣泛的應用[1-3]。目前3D打印技術在建筑領域的研究主要集中在房屋建筑等大型建筑結構上,而在建筑裝飾領域的研究還很少。相比于傳統模具成型的水泥混凝土景觀構件,3D打印技術具備對資源的利用率高、工期短、機械化程度高等優勢。更重要的是3D打印可以擺脫模具的束縛,使個性化生產成為可能[4-5]。
3D打印建筑材料技術可以實現異性構件的打印,但是目前關于水泥基3D打印材料彩色打印相關研究報道較少。顏料是一種細顆粒狀物質,其粒徑一般只有水泥的幾十分之一,可以對景觀裝飾材料進行著色。國內外學者的研究大多集中在3D打印裝飾材料的流變性能[6-7]、可打印性能[8-9]以及力學性能[10-11],而對水泥基3D打印材料的著色研究還很少。例如,郅真真[12]選擇了綠色環保、價格低廉的石膏基材料作為3D打印建筑裝飾材料,通過對石膏基材料的水化及流變性能的調控實現石膏基材料在3D打印建筑裝飾領域的初步應用,并且針對石膏基材料特性改進了3D打印工藝。Xiao等[13]選擇了普通硅酸鹽水泥作為基體,引入25%的再生砂取代天然砂同時在擠出頭位置加入速凝劑,并且結合3D打印砂漿的特性改進打印系統、工藝設計實現對裝飾構件的高效率打印。
目前對3D打印裝飾材料的研究大多聚焦于深色系的膠凝材料,色澤暗淡且不美觀,或者停留在白色或者淺色的石膏基、磷酸鹽水泥、地聚合物等膠凝材料上。但是這些膠凝材料都存在各自的問題,例如石膏基膠凝材料雖然色澤潔白、價格低廉、水化速度快,但是強度低、耐水性差、穩定性不高。地聚合物水化速度快、早期強度高、污染低,但是大多泛堿嚴重,影響材料的裝飾效果。其他的一些膠凝材料大多色澤暗淡且與顏料體系匹配性不高,無法體現裝飾構件的美觀效果。本文選擇硅酸鹽水泥中較為特殊的白色硅酸鹽水泥作為主要膠凝材料,其色澤潔白、易被染色,具有較好的穩定性,同時研究了亞微米級粒度氧化鐵紅顏料對白水泥基3D打印材料流變性能、可打印性能及力學性能的影響。
1 實 驗
1.1 原材料
水泥由阿爾博波特蘭安慶有限公司生產的42.5白色硅酸鹽水泥(WPC),白度89,其化學組成如表1所示,粒徑分布如圖1所示。采用纖維素醚(HPMC,100 000 mPa·s)、聚羧酸減水劑(SP,減水率30%)、可再分散性膠粉(EVA,寶辰6022E)和納米二氧化硅(NS,平均粒徑20 nm)來調控白水泥基3D 打印材料流變和粘結性能;采用甲酸鈣(CF)來縮短白水泥基3D打印材料的凝結時間和提高早期強度。采用磷酸三丁酯(TP)作為消泡劑減少因攪拌引入的氣泡。采用氧化鐵紅顏(RP)料對白水泥3D打印材料進行著色,其粒徑分布如圖1所示,技術參數如表2所示。
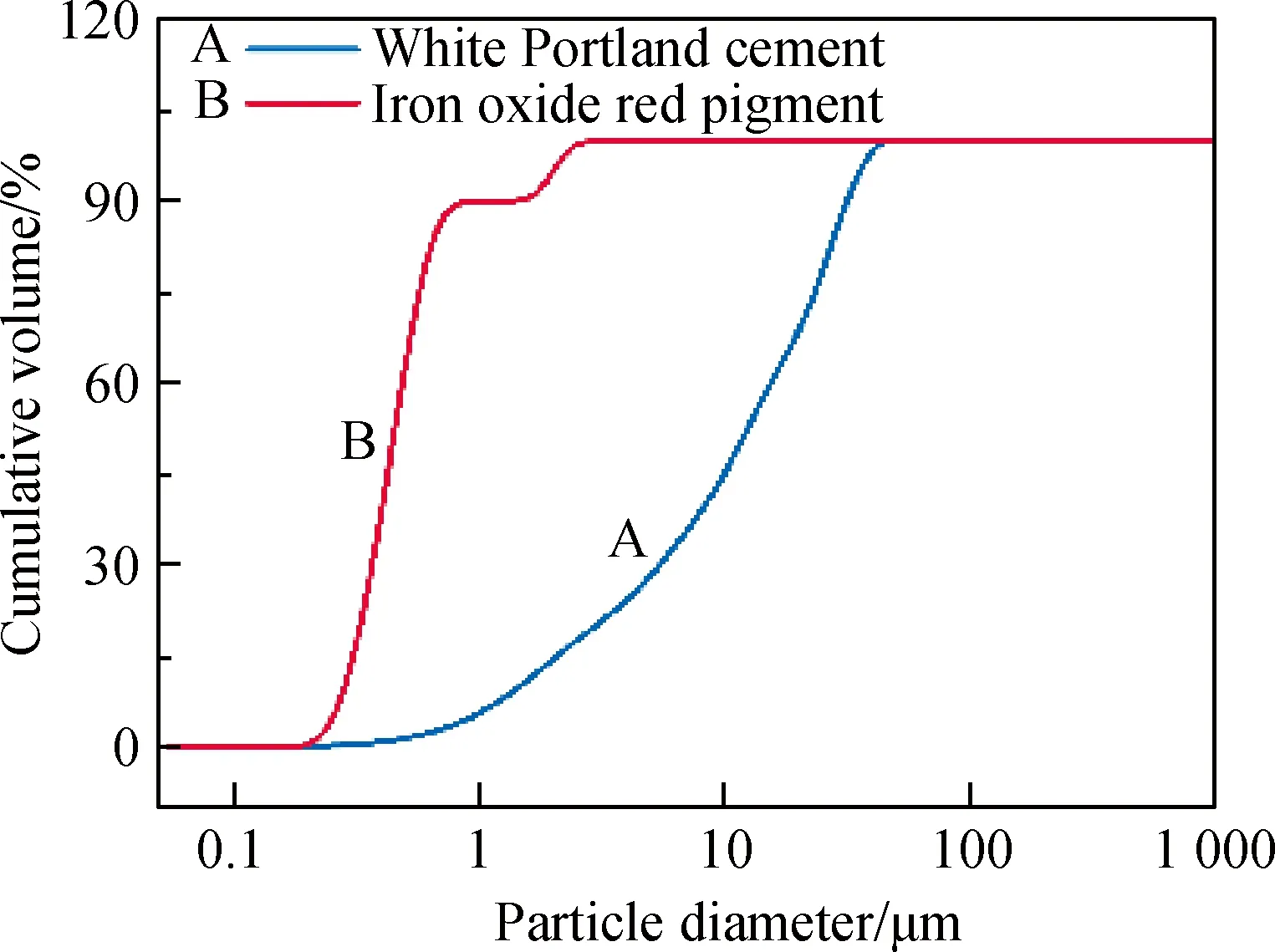
圖1 白水泥與顏料的粒徑分布Fig.1 Particle size distribution of white Portland cementand iron oxide red pigment

表1 白色硅酸鹽水泥的主要化學組成Table 1 Main chemical composition of white Portland cement

表2 顏料的技術參數Table 2 Technical parameters of iron oxide red pigment
1.2 樣品制備
白水泥基3D打印材料的基本配方如表3所示,其具體的制備流程如下:

表3 白水泥基3D打印材料的基本配方Table 3 Composition of 3D printed white Portland cement-based materials
(1)將顏料、甲酸鈣、可再分散性膠粉、羥丙基甲基纖維素醚先在攪拌機中干混10 min得固體粉末混合物A;
(2)將固體混合物A、減水劑、水、消泡劑在攪拌機中先慢速攪拌2 min,然后快速攪拌2 min;
(3)將攪拌后的漿體加入料筒中震蕩2 min后組裝在3D打印機上,按照設定的程序開始打印;
(4)將打印后的樣品放入標準養護箱養護3 d。
1.3 測試方法
1.3.1 著色性能
采用CIE Lab色空間來表征顏料的著色效果,L值代表明度,a值代表紅/綠值,b值代表黃/藍值,ΔE值代表總色差,如圖2所示。用色差儀測定樣品的L、a和b值,將沒有添加任何顏料的白水泥基3D打印材料作為空白組(標樣),分別測量并記錄1%、2%、3%、4%(質量分數,下同)顏料摻量下白水泥基3D打印材料相對于空白組的ΔL、Δa、Δb以及ΔE值變化。
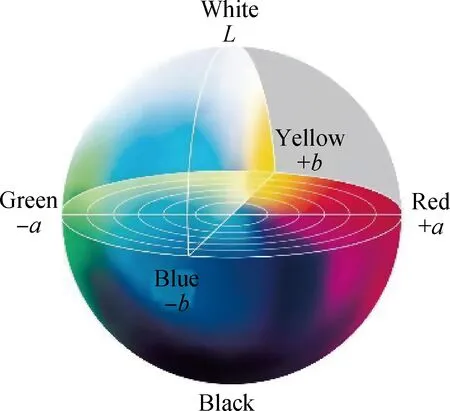
圖2 CIE Lab顏色空間模型Fig.2 CIE Lab color space model
1.3.2 流變性能
使用ThermoFisher公司生產的旋轉流變儀HAAKE MARS 40測試材料的流變性能,所有流變的測試程序溫度都控制在20 ℃。動態屈服性能的測試程序如下:首先在50 s-1剪切速率下預剪切1 min,使水泥漿體分散均勻;然后撤去外力靜置2 min,使水泥內部絮凝結構恢復;隨后剪切速率在2 min內從0 s-1線性增長到100 s-1;最后剪切速率在2 min內從100 s-1線性降低至0 s-1。對最后一段程序進行Bingham模型線擬合,直線的截距就是動態屈服應力,斜率是塑性粘度。靜態屈服性能的測試程序如下:首先在50 s-1剪切速率下預剪切1 min,使水泥漿體分散均勻;然后撤去外力靜置10 min;接著控制剪切速率0.1 s-1剪切60 s。剪切應力隨時間變化的曲線上出現的峰值點就是靜態屈服應力。
1.3.3 可打印性能
可打印性能測試包括可擠出性能和可堆積性能測試。在本文中,可擠出性能用打印機自帶的氣泵輸送系統來表征。首先固定打印機螺桿轉速,通過控制氣泵擠出壓力控制擠出漿體的直徑正好與擠出頭外徑相等,此時的擠出壓力便是最佳擠出壓力。
可堆積性能用堆積試塊與數字模型的變形率來表征,模型的尺寸為25 mm×25 mm×75 mm。變形率的計算公式如下:
(1)
式中:D為打印結構的變形率;l0、w0和h0分別為數字模型的原始尺寸;l1、w1和h1分別為堆積結構的尺寸。
1.3.4 力學性能
采用美國MTS萬能試驗機測量抗力學性能。打印樣品先在溫度20 ℃、相對濕度95%的條件下養護3 d,然后使用精密切割機加工成測試尺寸,抗壓強度樣品尺寸為20 mm×20 mm×20 mm,抗折強度樣品尺寸20 mm×20 mm×60 mm。
2 結果與討論
2.1 著色性能
圖3是添加紅色顏料的白水泥基3D打印材料顏色宏觀變化,可以看出隨著顏料摻量的增加,白水泥基3D打印材料的顏色都會加深。當紅色顏料摻量超過3%,顏色變化不明顯。為了對色差變化進行定性分析,利用色差儀記錄添加紅色顏料的白水泥基3D打印材料ΔL、Δa、Δb以及ΔE值變化,如表4所示。可以看出ΔL值隨著紅色顏料的增加而降低,Δa和Δb值隨著紅色顏料的增加而增加,并且Δa值的增長幅度比Δb值大。當紅色顏料摻量超過3%以后,ΔL、Δa、Δb和ΔE的變化幅度很小,顏色趨于飽和,說明在著色性能方面紅色顏料的最佳摻量為3%。

表4 添加氧化鐵紅顏料的白水泥基3D打印材料L、a、b值變化Table 4 Color difference changes of 3D printed white Portland cement-based materials with iron oxide red pigment

圖3 添加氧化鐵紅顏料的白水泥基3D打印材料宏觀顏色變化Fig.3 Macro color changes of 3D printed white Portland cement-based materials with iron oxide red pigment
2.2 流變性能
在水泥基材料中存在兩種與流動相關的重要的臨界剪切應力,就是動態屈服應力與靜態屈服應力。當水泥基材料的內部絮凝結構在外力作用下被破壞時,此時漿體產生流動所需要的最小臨界剪切應力就是動態屈服應力。而當漿體開始流動后,可以通過塑性粘度來表征其漿體在外力作用下運動的程度。3D打印要求水泥基材料的漿體在泵送和擠出過程擁有良好的流動性,這意味著動態屈服應力和塑性粘度不能過高。圖4是摻加紅色顏料的水泥基3D打印材料在控制速率旋轉掃描模式下的流變曲線,可以看出隨著紅色顏料摻量的增加,塑性粘度先降低然后增大,當紅色顏料摻量為3%時,塑性粘度達到最低值4.3 Pa·s,對比空白組降低21%。動態屈服應力隨著氧化鐵紅顏料摻量的增加而增大,當顏料摻量達到4%時,動態屈服應力從290.89 Pa增加到460.11 Pa,相比于空白組增大58%。總的來說,氧化鐵紅顏料在低摻量的時候可以降低塑性粘度,這是因為白水泥基3D打印材料中存在大量的由纖維素醚和膠粉引入的聚合物網絡結構,顏料的引入會包裹聚合物,同時阻斷網絡結構的形成,降低纖維素醚和膠粉的“增粘”效果。當氧化鐵紅顏料摻量較高時,其親水的特性會吸附大量自由水,導致塑性粘度上升[14]。
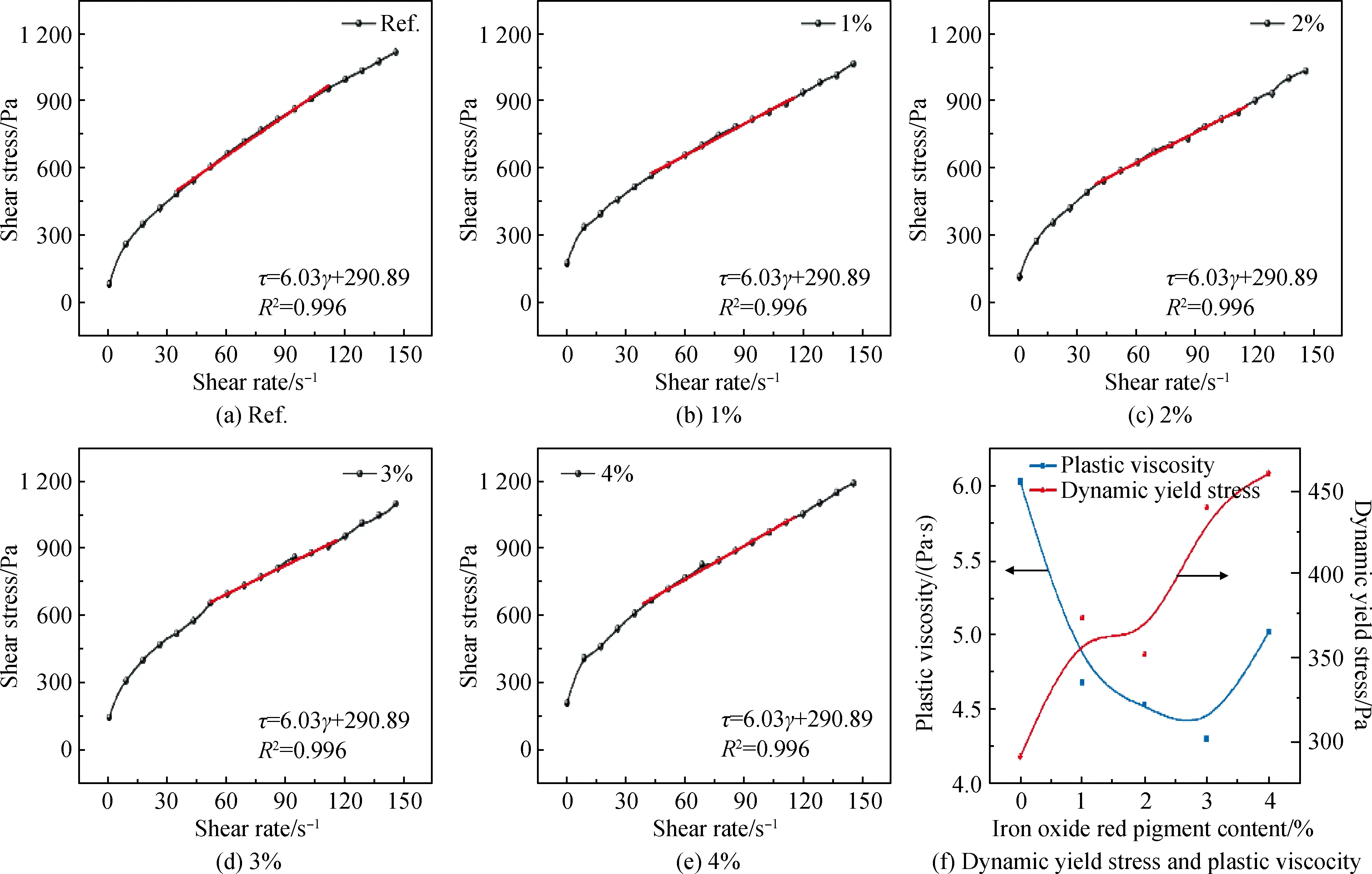
圖4 氧化鐵紅顏料摻量對白水泥基3D打印材料動態屈服性能的影響Fig.4 Effect of iron oxide red pigment content on dynamic yield property of 3D printed white Portland cement-based materials
靜態屈服應力是水泥內部絮凝結構被破壞前的另一個臨界剪切應力,此時漿體還未產生流動或者即將開始流動。可建造性或者可堆積性要求打印堆積后的結構穩定不發生變形。這意味著水泥基材料需要有較高的靜態屈服應力,來抵抗漿體自身及其上層結構的重力。圖5是控制應力旋轉掃描模式下紅色顏料對靜態屈服性能的影響,可以看出在恒定剪切速率的條件下,剪切應力隨著時間的延長先呈現線性增加至最大值,然后急劇降低,最后穩定保持在相對較低的水平下。并且在穩定后,剪切應力隨著紅色顏料的增加先降低然后增大,這與動態屈服性能基本保持一致。圖5(b)可以看出靜態屈服應力值隨著紅色顏料的增加呈現線性增大的趨勢,當紅色顏料摻量達到4%時,靜態屈服應力從914 Pa增長至1 327 Pa,增長幅度45.2%。這是因為無機顏料在一定程度上縮短凝結時間,促進水泥絮凝結構形成。另一方面無機顏料親水的特性,不利于漿體產生流動[15]。

圖5 氧化鐵紅顏料摻量對白水泥基3D打印材料靜態屈服性能的影響Fig.5 Effect of iron oxide red pigment content on static yield property of 3D printed white Portland cement-based materials
2.3 可打印性能
可打印性能研究包括白水泥基3D打印材料的可堆積性能與可擠出性能。圖6(a)是顏料對白水泥基3D打印材料結構變形的影響,可以看出結構變形率隨著顏料摻量的增加呈現下降的趨勢,其趨勢正好與靜態屈服應力變化趨勢相反。隨著顏料摻量的增加,結構變形率從11.38%分別降低至8.55%、6.77%、5.04%、4.03%。圖6(b)是顏料對白水泥3D打印材料可擠出性能的影響。顏料摻量為0%~2%時,最佳擠出壓力隨著顏料摻量的增加而降低。當顏料摻量為2%時,最佳擠出壓力從0.15 MPa降低至最低值0.13 MPa。當顏料摻量超過這個范圍時,最佳擠出壓力值開始快速增大。可以看出當動態屈服應力較低時,可擠出性能受到塑性粘度影響較大,當動態屈服應力較高時,可擠出性能受到動態屈服應力影響較大。
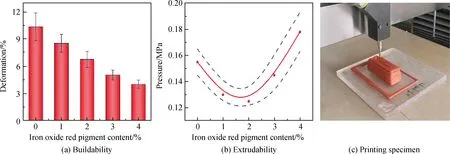
圖6 氧化鐵紅顏料摻量對白水泥基3D打印材料可打印性能的影響Fig.6 Effect of iron oxide red pigment content on printability of 3D printed white Portland cement-based materials
2.4 力學性能
3D打印樣品的力學性能與模具成型的有所不同,材料的流變性能與打印狀態對最終制品的力學性能有著重要的影響。圖7是顏料對白水泥基3D打印材料力學性能的影響,可以看出抗折強度和抗壓強度都隨著顏料的增加呈現先增大再降低的趨勢。當氧化鐵紅顏料摻量為0%~ 3%時,抗壓強度從42.16 MPa提高到了48.56 MPa,抗折強度從4.09 MPa提高到5.07 MPa。這是可能是因為顏料摻量較低時,對流變性能的改善使得堆積結構內部缺陷減少,同時顏料平均粒徑只有0.59 μm,可以填充水化產物的空隙。當氧化鐵紅顏料摻量為3%~4%時,抗壓強度從48.56 MPa快速下降到了45.48 MPa,抗折強度從5.07 MPa下降到4.64 MPa。總的來說,氧化鐵紅顏料的引入可以提高白水泥基3D打印材料的力學性能,這是因為顏料的細度只有水泥的二十分之一,可以很好地填充白水泥基3D打印材料的孔隙,改善密實度[16]。

圖7 氧化鐵紅顏料摻量對白水泥基3D打印材料力學性能的影響Fig.7 Effect of iron oxide red pigment content onmechanical properties of 3D printed whitePortland cement-based material
3 結 論
(1)亞微米級粒度氧化鐵紅顏料在白水泥基3D打印材料中的最佳摻量為3%,當顏料摻量超過3%以后,顏色的變化不明顯。
(2)白水泥基3D打印材料的塑性粘度隨著顏料的摻入先減少再增大,動態屈服應力隨著顏料的摻入一直增大,說明顏料摻量較低的時候可以改善白水泥基3D打印材料的擠出性能。
(3)顏料的摻入可以提高白水泥基3D打印材料靜態屈服應力,靜態屈服應力從914 Pa線性增長至1 327 Pa,這說明顏料的摻量可以改善白水泥基3D打印材料的堆積性能。
(4)白水泥基3D打印材料的抗壓強度與抗折強度隨著顏料的摻入都呈現先增大再降低的趨勢,當顏料摻量從0%提高到3%時,抗壓和抗折強度從42.16 MPa和4.09 MPa分別提高到48.56 MPa和5.07 MPa。