基于MATLAB的高效數(shù)控銑削加工模型研究
2021-07-15 06:19:48
工業(yè)加熱 2021年6期
(1.西安職業(yè)技術學院, 陜西 西安 710077; 2.西安萬威機械制造股份有限公司,陜西 西安 710065)
數(shù)控粗加工一般以提高生產率為主,同時需考慮加工成本[1]。加工中心具有高速、高精度、高穩(wěn)定性等優(yōu)點,實際中考慮加工安全問題,一般選擇較大刀具,采用“大切寬小切深”方式進行加工[2],這一方面增加了加工成本,另一方面也降低了加工效率。如何優(yōu)化切削參數(shù),提高銑削加工效率,一直是業(yè)內人士研究的重點內容。本文考慮切削模式對數(shù)控銑削力和材料去除率的影響,提出了一種實用的“大切深小切寬”的銑削加工模型,并通過建模仿真與實際加工驗證,有效提高了加工中心性能。
1 “大切深小切寬” 銑削加工模型
數(shù)控銑削力和材料去除率的模型中都包含切深ap和切寬ae,如圖1所示。立式加工中心結構剛性好,主軸轉速可達8 000 r/min,理論上采用較小的刀具進行“大切深小切寬”的強力切削,可以極大地提高數(shù)控機床的切削效率。
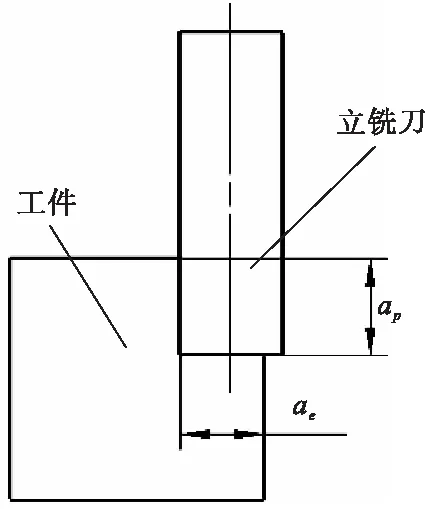
圖1 銑削模型
1.1 “大切深小切寬”數(shù)控銑削力模型
銑削力是銑削加工過程中刀具為克服對工件和切屑的擠壓和摩擦而產生的力,是影響零件加工質量、加工效率和刀具壽命的重要因素。影響銑削力的因素很多[3-4], 立式加工中心的銑削力可由式(1)所示的模型進行計算。
(1)

1.2 “大切深小切寬” 材料去除率模型
材料去除率Q是指單位時間切除材料的體積,是衡量切削效率的重要參數(shù),一般與切深ap、切寬ae及進給速率vf有關。VMC-V8型立式加工中心的材料去除率可由式(2)所示的模型進行計算[1]。
Q=ap×ae×vf/1 000
(2)
2 MATLAB建模分析
首先基于“大切寬小切深”的加工方式,通過一組常規(guī)切削參數(shù),通過MATLAB編程運算得出對應的銑削力[5];然后在銑削力和其他參數(shù)不變的情況下,設定“大切深小切寬”加工方式的切寬, MATLAB編程運算出相應的切深;最后根據(jù)材料去除率的模型,MATLAB建模計算得出結果,并進行比較。具體算法流程如圖2所示。

圖2 “大切深小切寬” 銑削加工計算流程圖
2.1 切削力計算

根據(jù)數(shù)控銑削力模型, 運用MATLAB編寫程序,得出 “大切寬小切深”的銑削力數(shù)值組。
2.2 材料去除率計算
運用反求方法,利用上述MATLAB程序運行結果,將表1中切寬參數(shù)ae改為a′e, 并設a′e=0.15D,其他參數(shù)保持不變,運用MATLAB軟件編程并運行得出“大切深小切寬”加工方式的切深a′p,進一步得出材料去除率Q′。 兩種加工方式的切寬、切深及材料去除率數(shù)值見表2、表3。
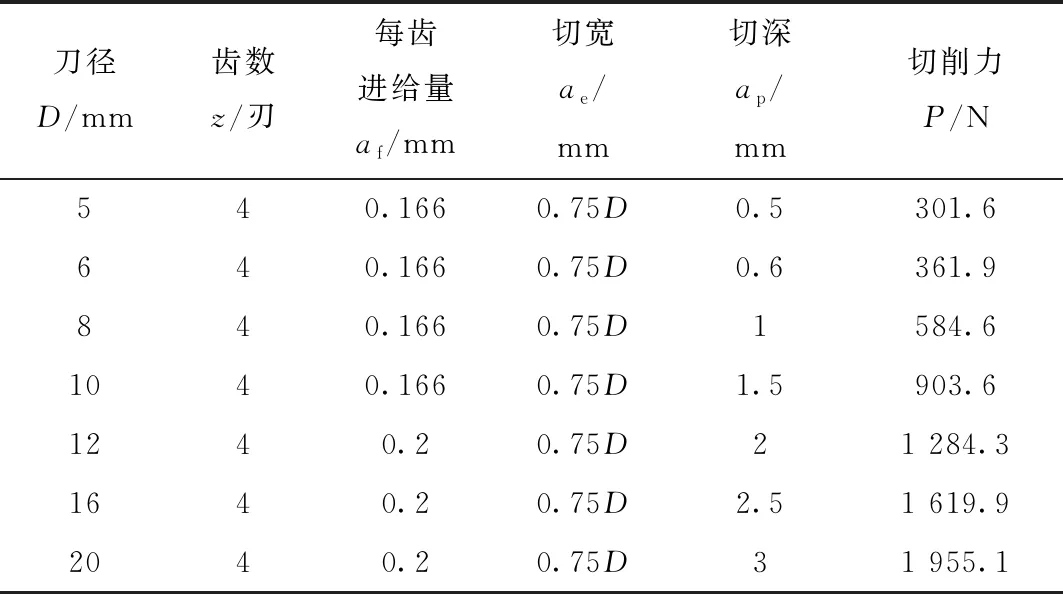
表1 粗銑削鋁合金材料的切削參數(shù)

表2 “大切寬小切深”材料去除率

表3 “大切深小切寬”材料去除率
對兩種加工方式材料去除率進行比值運算得Q′/Q=1.299 5。可以看出,在銑削力和其他切削參數(shù)不變的條件下,“大切深小切寬”材料去除率是“大切寬小切深”材料去除率的1.3倍,提高了數(shù)銑粗加工的加工效率。
3 數(shù)控銑削加工實例
為了驗證“大切深小切寬”模型的可行性,采用平面銑對一個型腔零件進行數(shù)控銑削,通過UG CAM軟件自動編程[7-8],并在VMC-V8型立式加工中心上進行了加工驗證,對加工質量和加工時間進行對比。
3.1 UG CAM自動編程
圖3和圖4所示分別為“大切深小切寬”和“大切寬小切深”自動編程圖樣,在刀軌設置中,考慮大切深對刀具的影響,切削模式采用“擺線”模式,而大切寬加工采用了“跟隨部件”模式,其他切削參數(shù)、非切削參數(shù)、進給率和速度設置基本相同。

圖3 “大切深小切寬”自動編程
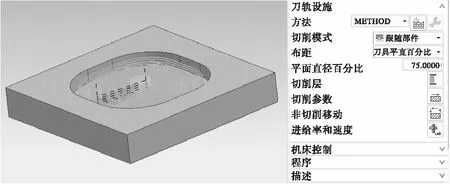
圖4 “大切寬小切深”自動編程
3.2 數(shù)控銑削加工驗證
以VMC-V8型立式加工中心為平臺,采用?10高速鋼立銑刀,工件為鋁件。將NC代碼通過DNC在線傳輸,采用兩種加工方式完成型腔的開粗加工。圖5所示為兩種加工模式的圖樣,對于粗加工來說,兩種加工方式都符合工藝要求,但從時間上看,圖5(a)“大切寬小切深”加工用時3 min 37 s,圖5(b)“大切深小切寬”加工用時2 min 23 s,能夠節(jié)省1 min 14 s。
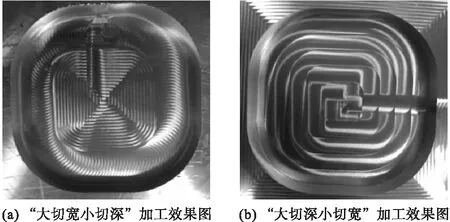
圖5 “大切深小切寬”自動編程
4 結 語
本文研究了切深和切寬之間的關系,提出了一種實用的“大切深小切寬”的銑削加工模型。通過UG CAM軟件自動編程,加工中心實際加工,效率提高了30%,解決了數(shù)控銑削加工效率難以提高的問題。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
甘肅教育(2020年14期)2020-09-11 07:57:42
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
中學生數(shù)理化(高中版.高考數(shù)學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛(wèi)生(2014年11期)2014-11-12 13:11:32
