鋼軌激光強化車的研究
2021-07-15 09:37:44鄭燕
軌道交通裝備與技術 2021年3期
鄭 燕
(中鐵第四勘察設計院集團有限公司 湖北 武漢 430063)
0 引言
隨著我國鐵路的提速,重載運行和鐵路行車密度的不斷增大,鋼軌的負擔日益加重。目前我國鋼軌出現了鋼軌側磨、波磨、壓潰等各種損傷形式,尤其小半徑曲線鋼軌及道岔更為嚴重,已成為制約我國進一步提高軌道運輸能力的瓶頸,因而發展高性能激光表面強化技術勢在必行[1]。
鋼軌表面激光淬火車是一種集機、電、液、測控為一體的實用新型產品,以自帶發電機組為動力源,小車走行以液壓系統驅動,既能滿足直線段鋼軌表面的淬火作業,也能適應小曲線段鋼軌表面的淬火作業[2-3]。下文僅對鋼軌表面激光淬火車的車輛進行設計研究。
1 車輛總體布置及主要結構
1.1 車輛構成
鋼軌表面激光淬火車主要由動力集裝箱和作業集裝箱組成。動力集裝箱包括司機室和動力間,司機室內設置有操作臺,實現操作人員在車上對激光淬火作業機構的操控;動力間安裝有柴油發電機組,實現對整車的電力供應。作業集裝箱包括作業間和設備間Ⅰ、設備間Ⅱ,作業間設置有作業機器人,實現對線路上鋼軌表面激光淬火的作業功能;設備間Ⅰ設置有激光器、機器人電柜和機器人控制柜,實現對作業機器人的控制;設備間Ⅱ設置有冷水機和空壓機,實現對激光器的冷卻,及作業中對壓縮空氣的需求。激光淬火車的平面布局如圖1所示。
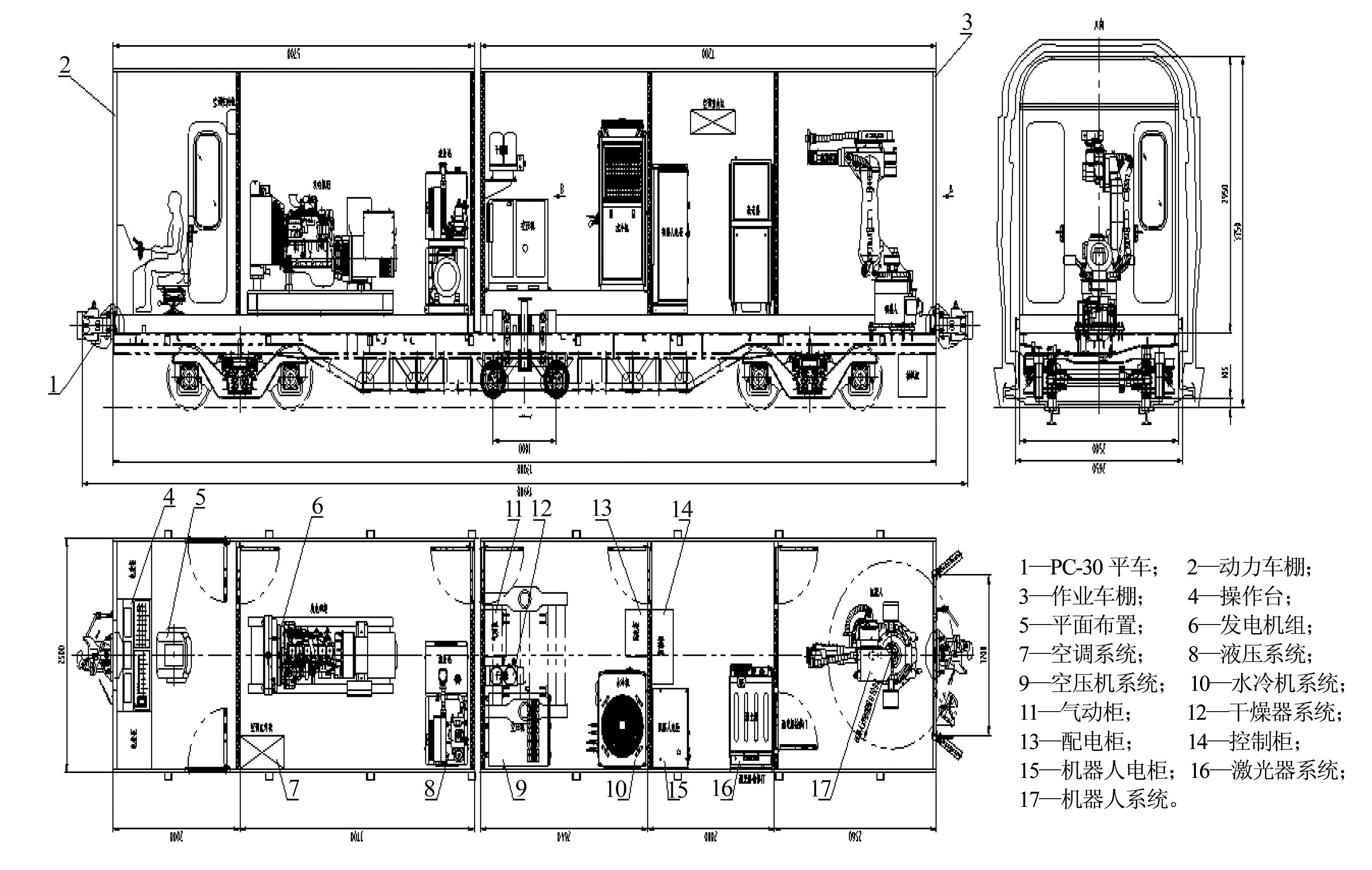
圖1 鋼軌表面淬火小車內部結構圖
1.2 作業單元
作業單元主要由作業機器人、激光器、機器人電柜、水冷機、穩壓柜、空壓機、電控柜等組成(見圖2),為滿足作業機器人符合地鐵、國鐵的限界等相關要求,減小車輛震動對激光頭精度的影響,在機器人底座和作業單元底框上做了減震設計。
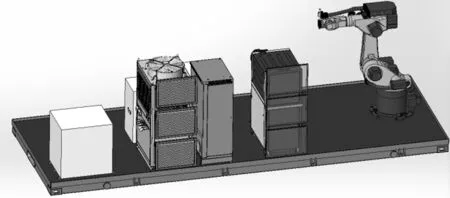
圖2 鋼軌表面淬火作業單元布置圖
1.3 動力單元
動力單元由發電機組、操作臺、液壓站、電控柜等組成(見圖3),發電機組為整車提供持續動力。

圖3 鋼軌表面淬火動力單元布置圖
1.4 走行機構
走行機構(見圖4)包含牽引梁、牽引軸、走行架構、走行電機、升降油缸、走行輪對等構成,其中牽引梁與平車焊接。整個走行機構為鋼軌表面激光淬火小車提供50×(1±5%)m/h的走行速度。

圖4 走行機構結構圖
走行機構工作原理如下:鋼軌表面激光淬火車到達工作區域后,啟動升降油缸將走行架構放下,使走行輪對與鋼軌表面接觸,當走行輪對與鋼軌緊密接觸后啟動走行電機,電機驅動走行輪對,走行輪對帶動牽引軸,牽引軸帶動牽引梁平穩、勻速運動。
2 主要技術參數
激光淬火車的主要技術參數如表1所示。
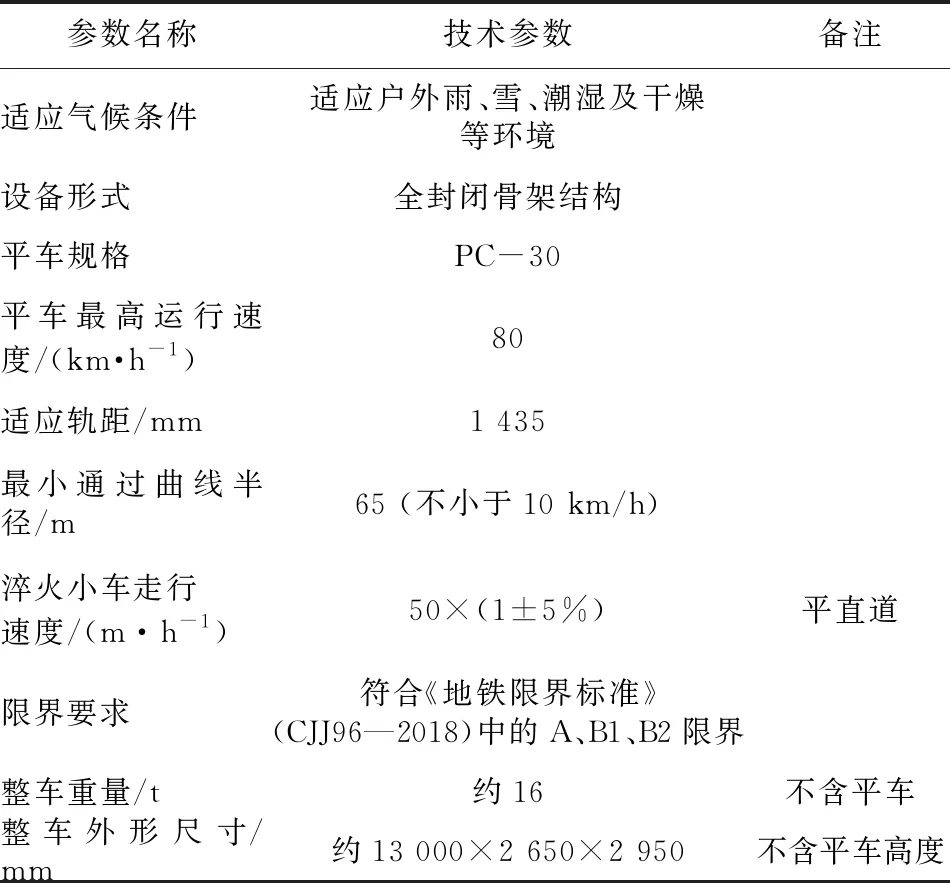
表1 激光淬火車主要技術參數
3 曲線通過性分析研究
3.1 幾何曲線通過能力研究
車輛的參數如下:軌距A=1 435 mm;輪對內側距B=1 359 mm;輪緣厚度t=32 mm;直線上鋼軌內側與輪緣外側的全間隙σ=A-(B+2t)=12 mm;曲線上軌距加寬量Δ=15 mm(R<300 m時),Δ=5 mm(300≤R<350 m時);輪對自由橫動量a=3 mm;轉向架固定軸距l=1 800 mm;車輛定距L=14 000 mm;車輛總質量G=25 t。
3.2 通過能力的計算
通過對輪對轉心位置的計算以及轉向架對車體的轉角、轉向架對外軌的沖角,進行車輛的通過能力計算

x2=x1-1 800=1 267 mm。
轉向架對車體的轉角和對外軌的沖角分別為:
最終得到

θ為轉向架相對車體的轉角,根據結構可以取3°。
經計算,Rmin=99.1 m。
根據上述計算表明:車輛可以幾何通過半徑為100 m的曲線。
3.3 動力曲線通過的計算
以下計算通過100 m曲線的動力學性能。
3.3.1曲線上轉向架的受力
(1)未平衡離心力
(1)
式中:C為轉向架上未平衡離心力;
G為整備質量(含平車),取245 kN;
h為曲線外軌超高度,取120 mm;
2s為左右滾動圓距離,取1 499 mm;
V為通過曲線速度,按表2速度欄取值;
R為通過曲線半徑,取100 m。
(2)各輪摩擦力的橫向分力和縱向分力:
(2)
式中:ui為車輪摩擦力的橫向分力;
Hi為車輪摩擦力的縱向分力;
xi為第i軸的轉心距;
μ為輪軌間的摩擦因數,取μ=0.25;
Q為輪荷重,取30.625 kN。
3.3.2輪軌間的作用力
(1)輪緣力
∑FY=F2-F1+C+2∑ui=0
∑M0=F1l1+F2l2-Mf-2s∑Hi-2∑uili=0
(3)
式中:∑FY為作用在轉向架上的合力;
∑M0為作用在轉向架上的合力矩;
F1、F2分別為第一軸和第二軸的輪緣力;
l1、l2分別為第一軸和第二軸至牽引銷O之間的距離;
Mf為轉向架的摩擦力矩,經試驗測量驗證,Mf=10 kN·m;
ui、Hi分別為鋼軌作用于各輪踏面摩擦力的橫向分力和縱向分力,按式(2)計算;
2s為左右輪滾動圓間距離,取1 499 mm;
C為作用于一個轉向架的未平衡離心力,按式(1)計算。
(2)側壓力
F′=F-|u|
(4)
式中:F′為車輪輪緣對鋼軌的側壓力;
F為車輪輪緣力,按式(3)中合力公式計算。
3.3.3計算結果
結合公式(1)~(4), 再將表2中的不同速度值代入可計算出不同車速下的輪緣力,F1、F2、 側壓力F1′及脫軌系數, 其各計算結果如表2所示。 根據標準, 脫軌系數不大于1.2才能夠安全通過曲線, 而此時對應的速度, 即是通過該曲線的最大允許速度, 通過表中數值可以得出, 當車速超過45 km/h, 其脫軌系數均大于1.2的規定值, 故想要安全通過100 m曲線,所有車輛運行的最高時速不能超過45 km/h。
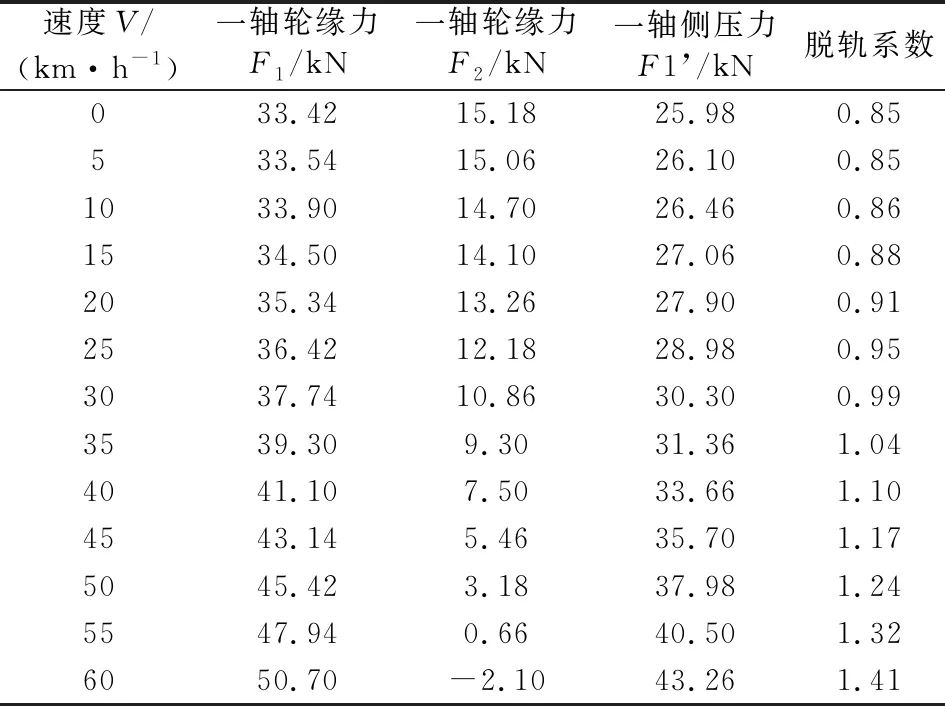
表2 動力通過100 m曲線的動力學性能表
4 車輛走行控制——恒低速控制
車輛作業時的走行速度為50 m/h,速度波動在±5%以內。由伺服電機驅動液壓泵,伺服電機保持轉速1 450 rad/min不變,通過速度控制器設定作業速度和走行方向,與速度傳感器、液壓比例控制閥放大器的信號形成閉環控制,控制作業速度,實現恒速運行。
液壓原理圖如圖5所示,液壓系統主要由液壓油泵驅動兩組定量馬達,通過比例方向閥控制走行方向和速度。流量補償器保證比例方向閥在開口不變的情況下,無論負載的變化情況如何,馬達均保持恒定的轉速。比例背壓閥在下坡時起作用,在馬達回流口增加背壓,保持馬達的主動驅動特性,以防止被拖行。補油閥防止馬達吸空。其他閥組為系統輔助功能。
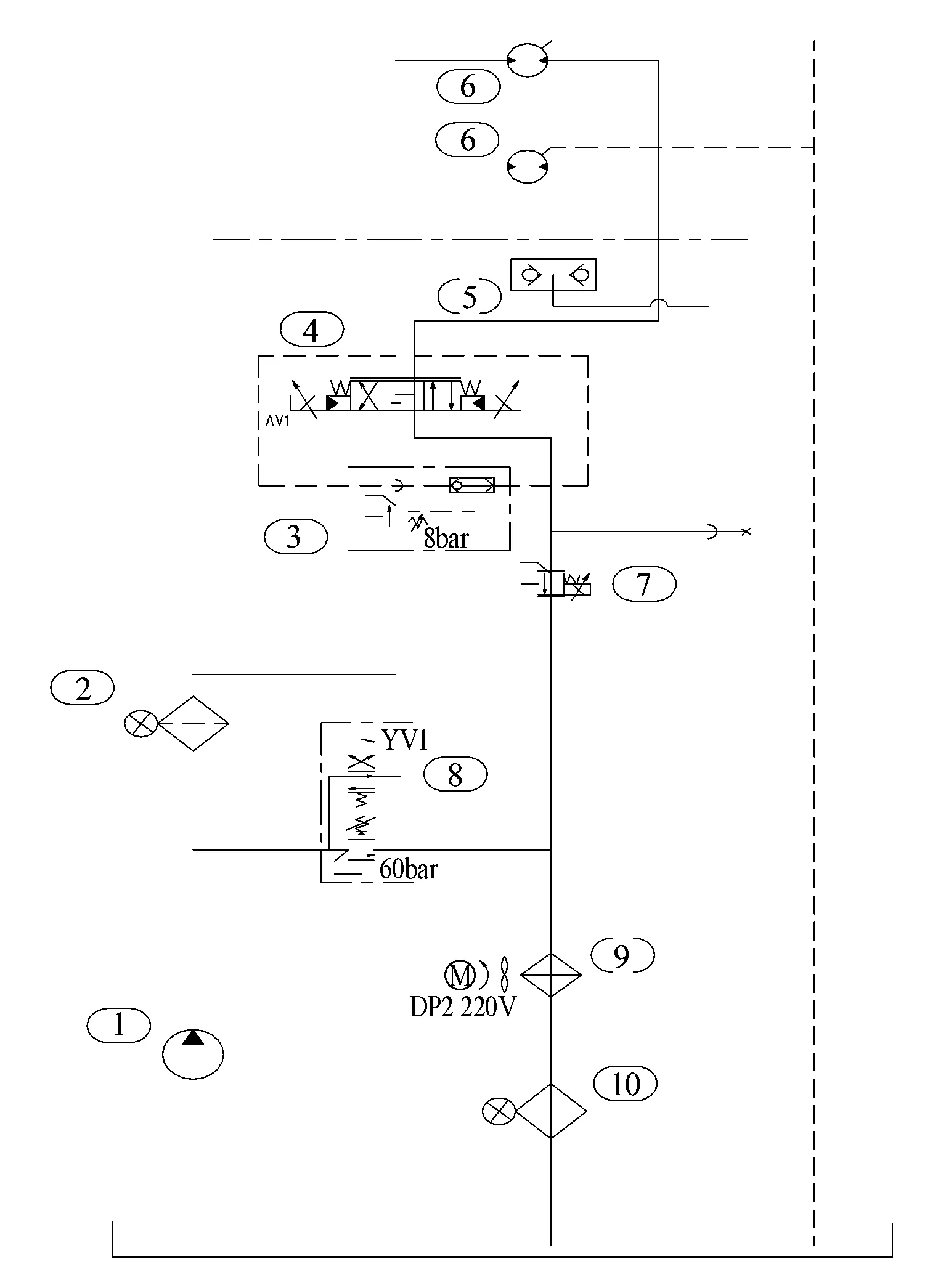
1—液壓泵;2—高壓過濾器;3—補償器;4—比例換向閥;5—補油閥;6—馬達;7—比例背壓閥;8—電磁溢流閥;9—散熱器;10—回油過濾器。圖5 液壓原理圖
5 車輛電控
5.1 供電方式
采用柴油發電機組,供電電源為AC380 V、50 Hz 、128 kVA, 三相四線。
5.2 供電系統說明
該車采用柴油發電機組供電,總斷路器安裝在電柜中, 其額定容量根據裝機總容量選配, 具有短路、過載、失壓等保護功能。
整機工作電源(AC380 V)用來供應液壓電機動力,其他由(380 V)發電機引出,向機上各機構的主回路供電。在電柜中設置了AC380 V/AC220 V的控制變壓器,容量為1 500 kVA,為緊停回路、各機構控制回路、控制器、照明等提供電源。
5.3 主要技術參數
供電系統的主要技術參數如下:工作電壓,380 V 、50 Hz;設備控制電壓,DC24 V;環境溫度,-10 ℃~+50 ℃;最大空氣濕度,100%;工作環境,于室外工作。
5.4 車輛控制系統
機車控制系統采用西門子1500PLC系統,具有信號采集、數據運算、信號輸出、指令發送、故障診斷、人機交互等功能。各機構的動作是在作業控制系統的統一協調下完成的。
司機室操作的設備包括控制的開關、控制桿和工控機。其中頻繁使用的功能通過開關或控制桿操作,不常用的或需要反饋的功能在工控機上操作。司機室內所有工作的功能都顯示在工控機上并可以通過工控機控制。西門子系統接收主機控制策略開始作業。
恒速控制技術:通過檢測車速傳感器進入西門子控制系統,檢測實際車速,與設定車速對比,控制電比例油泵的排量大小,使車輛始終在設定車速上運行。
5.5 監控系統
該監控系統取代傳統的控制面板功能,可節省PLC的I/O模組、按鈕開關、數字開關、指示燈等且能隨時顯示重要訊息,以利于操作人員、維修人員正確掌握工作狀況和避免錯誤,便于維修。該系統能
儲存大量畫面,每一畫面可由文字、圖形以及指定的PLC資料組成,可編輯出各種畫面,用以顯示設備各種狀態、操作指南、參數設定、動作流程、統計資料、警報訊息、簡易報表等。
6 結論
本文研發的激光強化車已經進行了在線示范應用(見圖6)。

圖6 激光強化車實體照片
該激光強化車能夠恒速、穩定地對鋼軌表面廓形進行自適應強化,強化后鋼軌的硬度為原來的2倍,耐磨性可提高1倍以上[4]。
2020年11月,科技部專家通過了對該課題以及激光強化車的驗收評價,專家組一致認為該技術能夠有效提升鋼軌的使用壽命,同意該項目通過綜合績效評價。
猜你喜歡
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
裝備制造技術(2021年2期)2021-07-21 05:38:24
學生天地(2020年17期)2020-08-25 09:28:54
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
制造技術與機床(2019年12期)2020-01-06 03:17:46
西南交通大學學報(2018年5期)2018-11-08 10:58:26
故事大王(2016年7期)2016-09-22 17:30:08
現代工業經濟和信息化(2016年1期)2016-05-17 05:33:38
鐵道運營技術(2015年3期)2015-12-23 09:27:14