沿海濕熱環境接觸網裝備適應性分析
2021-07-15 06:45:40閆軍芳
電氣化鐵道 2021年3期
關鍵詞:環境
閆軍芳
0 引言
我國幅員遼闊,南北跨越熱帶、亞熱帶、溫帶和寒帶,海洋濕熱氣候與內陸干寒氣候并存,南方酸雨、內陸鹽湖、沿海地帶等各種地域環境差異較大。隨著工業化的發展,環境污染日趨嚴重,特別是工業化進程的加快,促使環境進一步惡化。
濕熱環境是指年度最低氣溫為+5 ℃、最高氣溫為+40 ℃,相對濕度RH≥95%時的最高溫度為+31 ℃,最大絕對濕度為30 g/m3的環境(GB/T 4797.1),具有溫度高、濕度大、降雨量高的特點。而沿海高溫高濕地區除了具有濕熱環境的特點外,還具有鹽霧濃度大,對金屬易造成大氣腐蝕的特點,另外,排放的氣體對大氣環境造成一定程度的污染,構成了具有多種污染物的大氣環境,使腐蝕現象明顯加快,常見的污染物有SO2、HF、H2S等。
溫度、相對濕度、鹽霧是海洋大氣環境下影響金屬腐蝕的主要環境因素,沿海高溫高濕環境會對金屬造成嚴重的腐蝕,對該區域內建設運營的高鐵接觸網裝備安全可靠性帶來嚴重的威脅。在高速鐵路的建設過程中,沿海地區時速250 km及以上的高速鐵路暴露出碳鋼零件鋅層腐蝕過快、鋁合金零件腐蝕嚴重的問題,難以滿足沿海復雜環境下長久耐腐蝕的要求。對接觸網裝備須合理選用具有一定耐腐蝕特性的材料,并采取安全可靠的防腐措施,以保證高鐵接觸網裝備長期可靠運行。
本文針對在沿海工況下鋼鋁材質的接觸網裝備適應性進行分析。
1 沿海高鐵項目接觸網應用情況
目前,我國高速鐵路接觸網關鍵零部件存在多種結構形式,如300~350 km/h高速鐵路接觸網主要采用鋁合金水平腕臂結構和鋁合金定位裝置(三角腕臂居多);200~250 km/h高速鐵路接觸網主要采用鋼水平腕臂結構和鋁合金定位裝置;在特殊氣象區域如大風區,則采用整體鋼腕臂結構和鋁合金定位裝置。以上3種結構的腕臂定位裝置在沿海鐵路具體應用情況見表1。
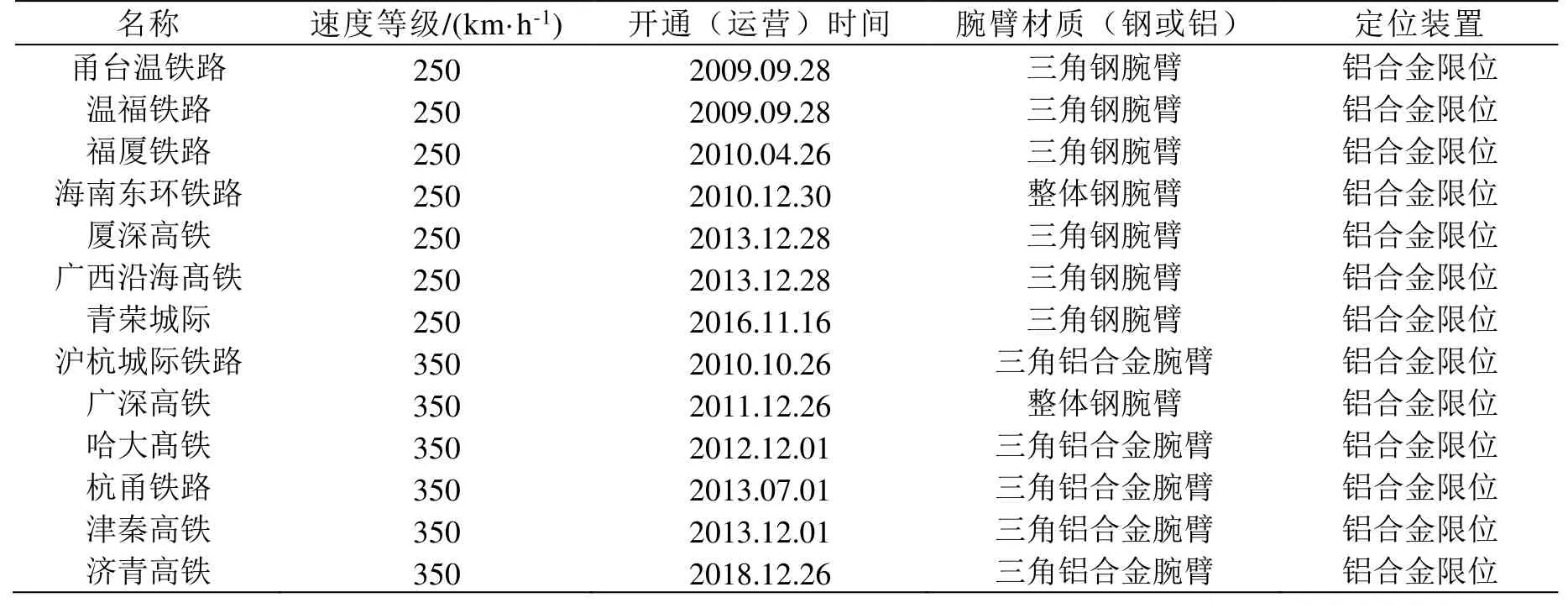
表1 沿海高鐵項目腕臂應用情況
2 鋼鋁零部件在沿海腐蝕環境下的適應性分析
2.1 大氣腐蝕環境類型
接觸網裝備中鋁合金和鍍鋅碳鋼在不同大氣環境下表現的腐蝕規律具有一致性,結合平均環境相對濕度,可作出腐蝕性等級判定(如表2)。腐蝕性等級決定了選材和表面處理措施。產品的防腐保護層保護效率和最小厚度隨環境介質和環境因素的不同而存在很大差別,不同腐蝕等級對鋼材也有不同的選擇。參照ISO 12944-2,根據不同大氣環境的腐蝕性及其特征污染物質的污染程度,本文將涂料產品面對的大氣環境大致分為鄉村大氣、城市大氣、工業大氣和海洋大氣4種類型。

表2 GB/T 15957-1995碳鋼在大氣腐蝕環境類型的技術指標
2.2 碳鋼接觸網裝備表面防腐工藝存在的問題
鋼材質接觸網零部件一般采用表面熱浸鍍鋅防腐技術,熱浸鍍鋅是將金屬工件浸入熔融金屬中獲得金屬鍍層的一種方法。鋼鐵材料是熱浸鍍的主要基體材料,因此,鍍層材料的熔點必須比鋼鐵的熔點低得多。熱浸鍍過程中,被鍍金屬基體與鍍層金屬之間通過溶解、化學反應和擴散等方式形成冶金結合的合金層,當被鍍金屬從熔融金屬中提出時,在合金層表面附著的熔融金屬經冷卻凝固成鍍層,因此熱浸鍍層與金屬基體之間具有很好的結合力。熱浸鍍鋅是工程上鋼鐵材料應用最廣泛的防腐技術,目前,接觸網零部件鋼材料產品表面防腐也均采用熱浸鍍鋅技術。
在沿海區域,部分線路的接觸網零件采取了最高級別的3級熱浸鍍鋅防腐處理措施,但仍然出現了較為嚴重的腐蝕現象,如2010年10月竣工的廣深港高鐵獅子洋海底隧道,位于海底30 m左右,隧道存在濕度大(85%~90%)、空氣鹽分濃度高、空氣對流差等情況,特別是灰塵沉積在接觸網零部件表面上,極大地加速了接觸網零部件(整體鋼腕臂)的腐蝕。根據污穢等級劃分標準,隧道口污穢等級為Ⅲ級,隧道中部污穢等級為Ⅳ級,對碳鋼設備腐蝕嚴重。即使對碳鋼接觸網零部件均做了最高級別的3級熱浸鍍鋅防腐(80 μm)保護,運行前零件外觀均勻光亮,但運營2年后,零部件出現嚴重腐蝕,如圖1所示,機電性能大大降低,存在斷、脫的安全風險。因腐蝕非常嚴重,接觸網零部件更換頻繁,主要更換的是定位器(鋁合金)、定位線夾(銅合金)等,更換周期大約3個月,由此,不但花費了巨大的人力、物力、財力,而且接觸網零部件的嚴重腐蝕也使高鐵處于高風險運行狀態中。
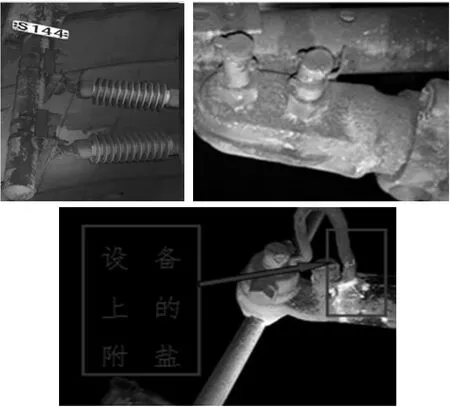
圖1 廣深高鐵獅子洋海底隧道內開通2年后接觸網零部件腐蝕情況
海南環島鐵路東段所處區域年平均相對濕度76%~86%,雨季相對濕度90%以上,霧天相對濕度98%以上,且空氣中水分子含鹽分相對較高,鋼材質的接觸網零部件出現了較為嚴重的腐蝕現象,如腕臂管出現由內及外的銹蝕,嚴重處已經銹穿出現空洞(圖2),鋁合金定位器等鋁材質的零部件在鹽霧環境下出現麻面銹蝕現象。

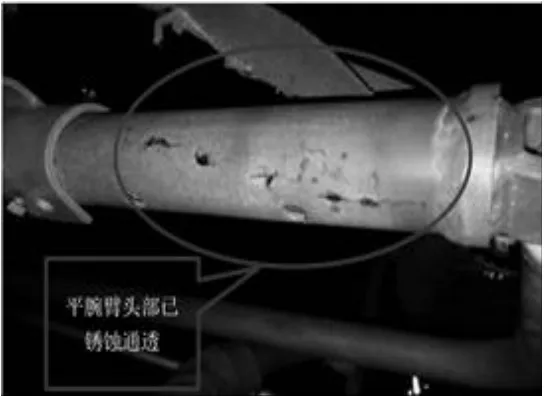
圖2 東海島的明灣跨海特大橋區段接觸網零件腐蝕現象
2.3 鋁合金接觸網裝備表面防腐工藝存在的問題
目前,國內應用于接觸網鋁合金零件防腐的措施主要有鈍化和陽極氧化,并在個別線路的局部區段采用了微弧氧化防腐處理。
鋁合金鈍化是通過化學或電化學方法使鋁合金表面狀態發生變化,生成一層氧化膜,從而將基體金屬與腐蝕介質分開,使其溶解速度下降,提高耐蝕性。鋁合金鈍化膜是多孔的,表面具有極高的化學活性,空氣中或使用環境中的腐蝕介質或污染物極易被吸附到膜孔內,耐蝕性不高,因此鋁合金鈍化處理后需進行封閉處理,以提高其耐蝕性。鈍化處理可以在一定程度上提高接觸網鋁合金零件的防腐性能,但是對于沿海、隧道以及工業大氣腐蝕環境等污染嚴重地區,防腐性能較差,零件易產生明顯的腐蝕現象。
杭長線接觸網鋁合金零部件采用鈍化處理,鈍化層厚度不小于10 μm,管材采用陽極氧化處理,陽極氧化層的厚度不小于10 μm;表面發生明顯腐蝕的鋁合金零部件主要分布在隧道內,隧道區間的空氣濕度較高,同時,在鋁合金零件發生腐蝕線路500 m范圍內有水泥生產、燒磚、發電、瀝青加工等多家污染企業。圖3所示為電廠附近被污染的零部件。
圖3 杭長沿線鋁合金鈍化處理的腐蝕現象
在現場調查時,隧道內的鋁合金制品表面存在不同程度的腐蝕,鑄造鋁合金制品和鍛造鋁合金制品表面被腐蝕的程度較嚴重;其他部位個別位置發生輕微腐蝕;斜腕臂、腕臂支撐管的表面個別部位發生腐蝕,隧道外鋁合金產品表面未發現較明顯的腐蝕痕跡。
通過綜合分析得出如下結論:
(1)鋁合金零件的腐蝕機理多為點蝕和晶間腐蝕。鋁鑄件晶間腐蝕傾向較大,定位支座表現明顯。定位鉤存在一定程度的坑蝕,圓管晶間腐蝕不明顯,宏觀上表現為均勻腐蝕。
(2)零件材料組織無異常,大氣環境是鋁合金零件腐蝕的根源,污染物沉積和材料表面水膜的存在為其他污染物和廢氣溶于水創造了條件,是點蝕的起始點。
(3)零部件防腐能力與其服役環境和條件關系很大,在環境不能得到有效改善的情況下,應加強對鋁合金零部件的巡查,并定期取樣檢測,及時更換經過更好防腐處理(如微弧氧化等)的產品。
3 沿海濕熱環境接觸網裝備推薦防腐工藝
沿海濕熱環境下接觸網裝備面臨鹽霧、高濕、高溫及硫氯等復雜環境的腐蝕,尤其在半封閉的海底長大隧道內腐蝕更為嚴重,加劇了接觸網裝備的性能衰減,縮短服役壽命,造成高鐵安全運行隱患。因此,針對上述鋼、鋁合金接觸網裝備存在的問題必須采取可靠、長效的防腐措施。
3.1 碳鋼接觸網零部件推薦防腐工藝
傳統的熱浸鍍鋅防腐處理在海洋大氣環境適用過程中,防腐耐久性很難滿足長期適用要求(使用壽命),需要通過防腐性能更好的防腐技術來提高金屬表層的防腐性能,延長金屬構件的使用壽命。通過研究,目前適用于海洋大氣環境的鋼件防腐技術為熱浸鍍鋅+VCI涂層。
3.1.1 熱浸鍍鋅+VCI涂層原理
熱浸鍍鋅技術是將鋼制件浸入熔融的鋅液中,使熔融鋅液與鋼基體反應而產生合金層,使二者相結合而獲得合金覆蓋層,即形成第一道合金防腐層。在合金覆蓋層外面,將VCI混入樹脂中,樹脂與涂料攪拌在一起,利用片鋅、片鋁的魚鱗搭接結構,VCI如同在密閉的環境中,起到一層防腐保護作用,鋅粉底漆和鋁粉面漆再次起到防腐保護作用。此外,鱗片狀顏料平行搭接形成致密的瓦片式結構(圖4),對富鋅底漆提供了極佳的表面屏蔽,有效阻止水、氧等腐蝕介質的滲入,并可反射太陽光中的紫外線,從而使涂層系統的抗蝕性和耐侯性進一步增強,形成復合防腐層,提高鋼制件防腐效果。
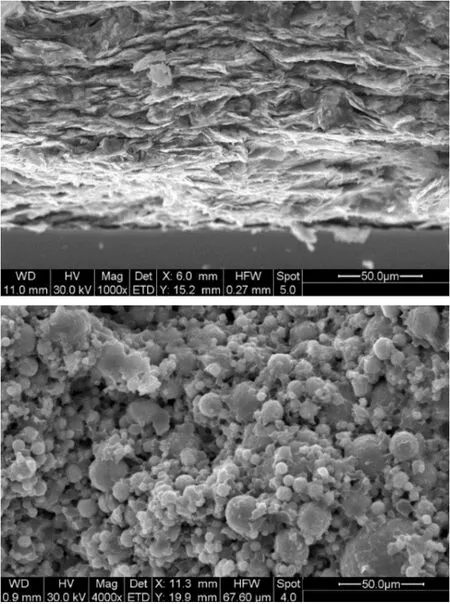
圖4 片鋅涂層和球鋅涂層結構掃描電鏡形貌
3.1.2 工藝流程
工件→脫脂→酸洗→活化→烘干→熱鍍鋅→冷卻→鈍化→漂洗→干燥→除油→水洗→燥化→烘干→噴涂底漆→表干→噴涂面漆→烘干→成品。
3.1.3 工藝特點
(1)熱鍍鋅工藝成熟,應用時間長,鍍鋅層結合力強,耐磨性好,工件邊角部分防護性能優良。VCI技術耐酸蝕、耐紫外線性能優良。二者復合,揚長補短,提高了鋼制件的整體防腐性能。
(2)生產周期短,成本經濟合理。
(3)滿足沿海地區及強污染地區防腐等級。
3.1.4 工藝對比試驗
將經熱浸鍍鋅、VCI涂層工藝處理的零部件按GB/T 10125—2012《人造氣氛腐蝕試驗鹽霧試驗》中相關要求進行中性鹽霧腐蝕試驗500 h,照片如圖5所示:熱浸鍍鋅試樣表面出現了非常嚴重的白色腐蝕和較輕微的紅色碳鋼基體腐蝕;VCI涂層試樣表面未出現明顯的腐蝕現象,防腐效果良好。
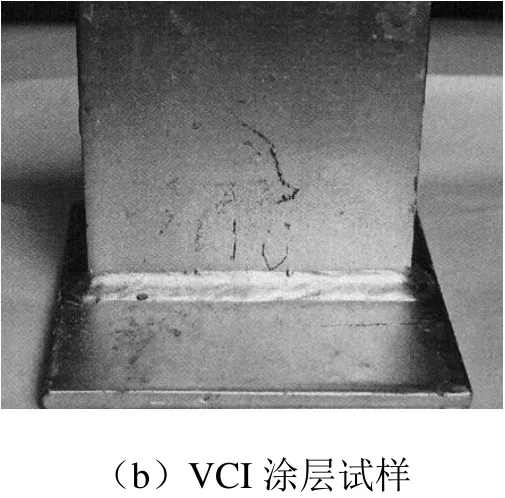
圖5 500 h中性鹽霧試驗照片

表4 所示為各工藝耐腐蝕試驗對比結果。經試驗對比、現場試掛等對比分析,VCI涂層的防腐效果優于熱浸鍍鋅。從防腐效果、結合力、性價比、環保性考慮,推薦在沿海、重污染地區使用熱浸鍍鋅+ VCI涂層復合防腐技術。
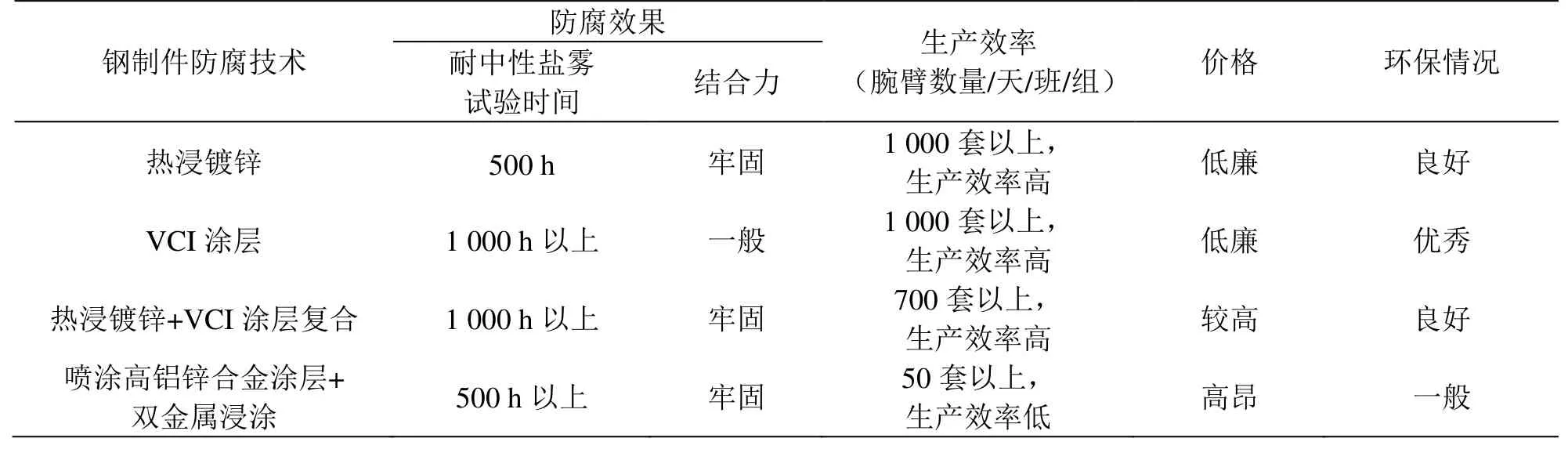
表4 各工藝耐腐蝕試驗對比結果
3.1.5 碳鋼表面防腐處理產品應用情況
深茂鐵路陽江區段為沿海線路,外部海水飛濺,環境惡劣,腐蝕嚴重。2017年,該區段的接觸網零部件采用熱浸鍍鋅+VCI涂層復合防腐技術,加強零部件的防腐性能(圖6)。該防腐技術水平較高,其實際應用為深茂鐵路打造“運維一體,精品深茂”創造了有利條件,經過2年多的實際工程應用證明,達到了預期效果(運營2年后照片見圖7)。該復合防腐技術同時在廣深港獅子洋隧道等項目中進行了試用,實現了提升臨海高鐵強腐蝕性地區接觸網腕臂系統的安全性和可靠性的目標。
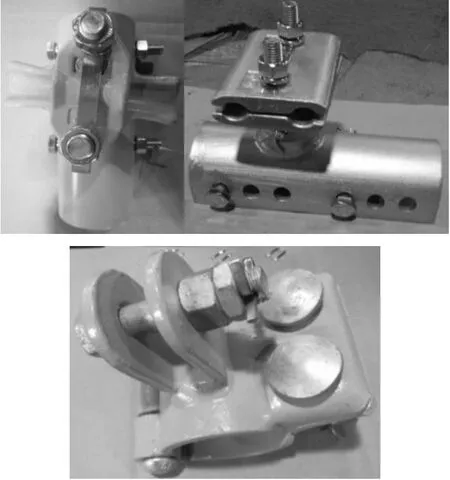
圖6 熱浸鍍鋅+VCI涂層的接觸網零件

圖7 深茂線陽江區段采用熱浸鍍鋅+VCI雙金屬涂層
3.2 鋁合金接觸網零部件推薦防腐工藝
未經防腐、表面鈍化處理的接觸網鋁合金零部件難以滿足海洋大氣環境適用要求,針對沿海地區需要通過采用防腐性能更好的防腐技術來提高鋁合金金屬表層的防腐性能,延長金屬構件的使用壽命。目前研制出適用于海洋大氣環境下鋁合金的防腐技術為微弧氧化防腐處理技術。
3.2.1 微弧氧化原理
微弧氧化是在普通陽極氧化的基礎上,將Al、Mg、Ti等輕金屬或其合金置于特定電解質槽液中,利用弧光放電增強并激活在陽極上發生反應,從而在工件表面形成優質的強化陶瓷膜的方法。該氧化膜與基體之間屬于半冶金結合,具有很高的結合強度,陶瓷膜化學穩定性和硬度高,具有很好的耐磨特性。但由于微弧氧化膜是一種多孔陶瓷膜層,表面較粗糙,分布著孔徑不等、類似火山口的微孔,這些微孔有一部分與金屬基體相連,使液體容易通過微孔進入到零件基體而發生腐蝕,從而降低微弧氧化的防腐性能。微弧氧化膜越薄,該情況越嚴重,因此在氧化層較薄(厚度不大于15 μm)時必須對微弧氧化膜進行封孔處理。
3.2.2 微弧氧化工藝流程
工藝流程:預處理→零件上掛→超聲波清洗→純水清洗→微弧氧化→噴淋清洗→烘干→封閉處理→烘干→表面質量檢驗。
以上工藝流程中“超聲波清洗”為重點工序,“微弧氧化”和“封閉處理”為關鍵工序。表面質量檢驗由操作人員自檢及質檢人員專檢完成。
3.2.3 高溫、濕熱及化學氣體環境腐蝕試驗
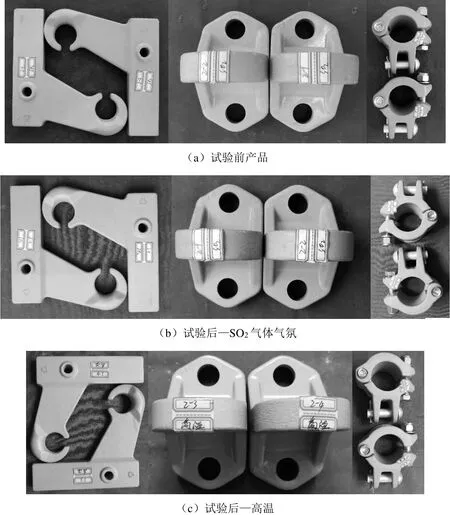
為了進一步驗證微弧氧化防腐處理在高溫、濕熱以及化學氣體等環境中的耐腐蝕性能,使試驗驗證更加接近于沿海濕熱環境,依據GB/T 14093.4—2009《機械產品環境技術要求 工業腐蝕環境》的規定進行了試驗驗證。試驗方法及要求如表5所述,試驗前后對比如圖8所示。試驗證明,鋁合金微弧氧化防腐處理完全滿足高溫、高濕、沿海工業環境的使用要求。
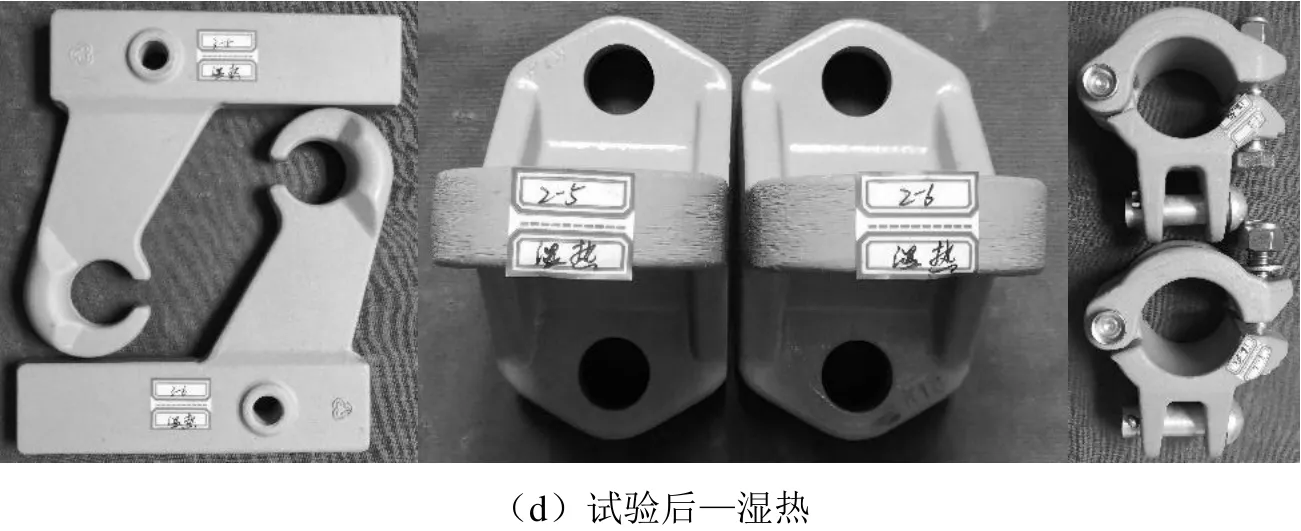
圖8 高溫、濕熱以及工業環境試驗前后對比

表5 高溫、濕熱、化學氣體腐蝕試驗方法
3.2.4 微弧氧化在接觸網零部件的深化應用研究
經微弧氧化并封閉處理后的鋁合金零部件膜層厚度一般為10~25 μm,該科技成果在重污區段進行了試掛運行,耐腐蝕性能良好,可推廣應用。
經過哈大客專、瑞九客專、杭黃隧道內、鄭西高鐵鞏義段、濟青等多條高鐵線路試掛運行,經微弧氧化處理的接觸網鋁合金零件在惡劣的服役環境下表現出了優良的防腐性能。
目前該工藝已批量推廣應用到哈大高鐵大連供電段、鄭西高鐵鞏義段接觸網腐蝕件的更換及濟青高鐵、京沈高鐵(遼寧段)、商合杭高鐵、鄭萬河南段及在建鐵路等高鐵項目。微弧氧化處理目前主要應用于鋁合金材質的接觸網零部件,例如承力索底座定位器鉤、拉線固定鉤、定位支座、套管雙耳等。經微弧氧化處理的接觸網零部件耐腐蝕性極佳,微弧氧化膜的韌性和耐磨性均很優異,因此適用于多種環境惡劣的地區,如風沙地區、沿海地區、化工企業周邊以及隧道等空氣中含有鹽、堿和酸等腐蝕物質的區段。
微弧氧化處理相比陽極氧化、鈍化工藝,單位面積的成本會略有提升,但是并未達到工件成本的15%。微弧氧化雖初次投入成本略有增加,但零件的服役周期延長,維護維修成本降低,宜從全壽命周期成本角度考慮零部件的防腐問題。
4 結語
從結構穩定可靠和統一性、零部件表面處理防腐效果、制造成本、預配安裝成本和工效等方面綜合考慮,沿海高溫高濕環境下的高鐵接觸網裝備需要通過采用防腐性能更好的防腐技術來提高金屬表層的防腐性能,延長金屬構件的使用壽命。通過研究,建議目前適用于沿海大氣環境的鋼件防腐技術為熱浸鍍鋅+VCI涂層,鋁合金管材、型材表面宜進行陽極氧化防腐處理,鋁合金連接零部件表面宜進行微弧氧化防腐處理,可解決沿海環境下接觸網裝備腐蝕隱患,降低運營成本,滿足線路安全運行的需要。
猜你喜歡
中老年保健(2021年12期)2021-08-24 03:30:40
中國傳媒大學學報(自然科學版)(2021年1期)2021-06-09 08:43:00
中國生殖健康(2020年6期)2020-02-01 06:28:50
新世紀智能(英語備考)(2019年12期)2020-01-13 06:07:18
瘋狂英語·新策略(2019年9期)2019-10-17 01:51:34
中國生殖健康(2019年11期)2019-01-07 01:28:02
中國生殖健康(2018年6期)2018-11-06 07:09:28
濰坊學院學報(2017年2期)2017-04-20 08:44:31
中國環境監察(2016年5期)2016-10-24 05:25:52
中國商論(2016年33期)2016-03-01 01:59:38