鉆石線切割機ROV控制面板設計與應用
2021-07-15 02:48:38齊兵兵肖源彬曲有杰齊芳芳丁磊
機械工程師 2021年7期
關鍵詞:作業
齊兵兵,肖源彬,曲有杰,齊芳芳,丁磊
(深圳海油工程水下技術有限公司,廣東 深圳 518000)
0 引言
海底管線是海上油氣田的生命線,近年來,隨著海管數量的不斷增加,由于設計建造年限已久、管道腐蝕、拖網漁船拖拽等原因導致海管損壞的事故愈發頻繁。一旦海管發生損壞,將對海洋環境、油氣田生產帶來巨大威脅,因此在檢測到海管發生破損時,必須及時進行維修。現有維修方法多數情況下需要先對受損管段進行切除,再在海管切除端口安裝連接器、法蘭等,以實現與新海管的連接。海管的切割作業是海管維修過程中的關鍵環節,在現階段海洋油氣救援領域有不可替代的作用。深水鉆石線切割機是海管切割作業的必備工具,在實際工程應用中卻遭遇深水領域難以操控的問題,無法滿足現有海管搶修需求,嚴重限制了深水管道搶修效率。
本文設計一種由ROV(水下作業機器人)操控、應用于鉆石線切割機的控制面板,并在項目中成功應用,有效解決了深水鉆石線切割機深水難以操控及作業效率低下等問題[1-8]。
1 深水鉆石線切割機
1.1 切割機執行機構
目前國際上主流的深水鉆石線切割機的主體機械結構主要由3部分組成:1)海管抱管部分的液壓卡爪;2)攜帶刀具直線進給的進給系統;3)帶動金剛石線繞動輪高速旋轉進行磨削的傳動系統。它們分別接入切割機控制系統的3條不同液壓支路,由相應的液壓控制油路進行動作控制[4-7]。
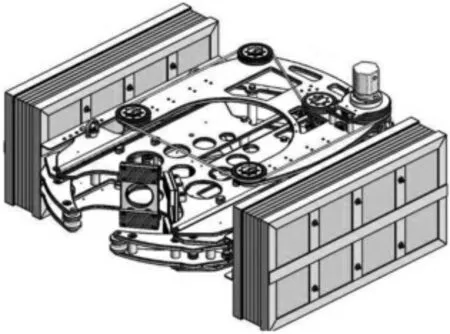
圖1 切割機執行機構部分
1.2 切割機液壓系統
切割機的控制系統集成了液壓油路的主要部分,而主體機械部分僅作為輸出端配有液壓缸、液壓馬達等執行機構。目前水下鉆石線切割機的控制方式有2種:甲板HPU(液壓動力站)控制式、Hot Stab(液壓注入器)控制式。甲板HPU控制需要潛水員配合操作,且作業水深較深時液壓管線過長,不利于油路循環,因此只適用于淺水領域。Hot Stab控制是通過一種6通道ROV Hot Stab將切割機各執行機構與ROV外置作業工具的控制支油路分別相連,通過控制各支路流量的大小來控制切割機執行指定動作,由于ROV自帶的外置作業工具多為小型工具(如液壓轉矩扳手),可提供油壓較小,且ROV內部控制油路裝載了較多電磁閥等電控元件,對切割機作業時高溫、高壓、大流量的環境和復雜的受力比較敏感,易損壞。因而,此方法目前更多時候只是作為一種補充方案。
2 ROV控制面板設計
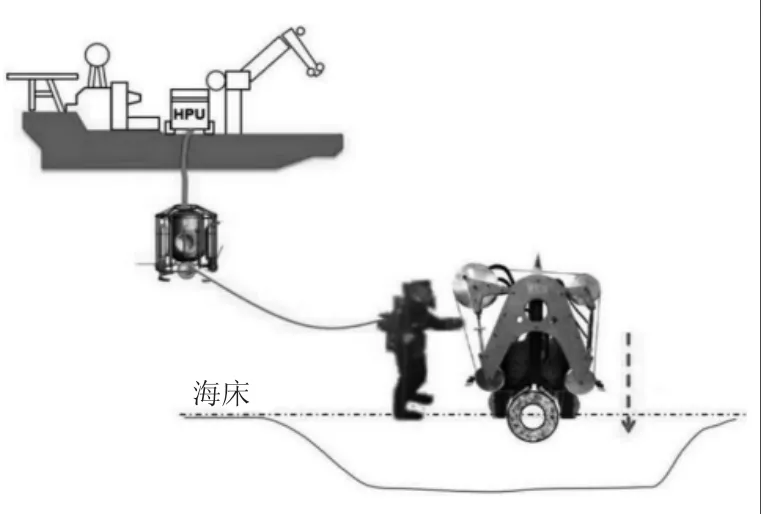
圖2 HPU控制切割機作業
將一個專用于切割機的液壓控制系統集成在ROV控制面板的機械結構內,使用時面板的安裝框架與切割機進行固定,并將各油路通過快速接頭相連完成組對。由2通道ROV Hot Stab將控制面板主油路與ROV液壓泵供油干路相連,以提供液壓動力,并通過ROV七功能機械手操控面板上的液壓控制閥完成對切割機的操控。這種方法的優點是:適用水深范圍廣(可達2000 m)、操作方便、互換性好(可用于不同型號切割機),只與ROV液壓泵相連,對ROV的液壓系統適用性更好。
2.1 液壓原理設計
控制面板的液壓原理設計如圖3所示。
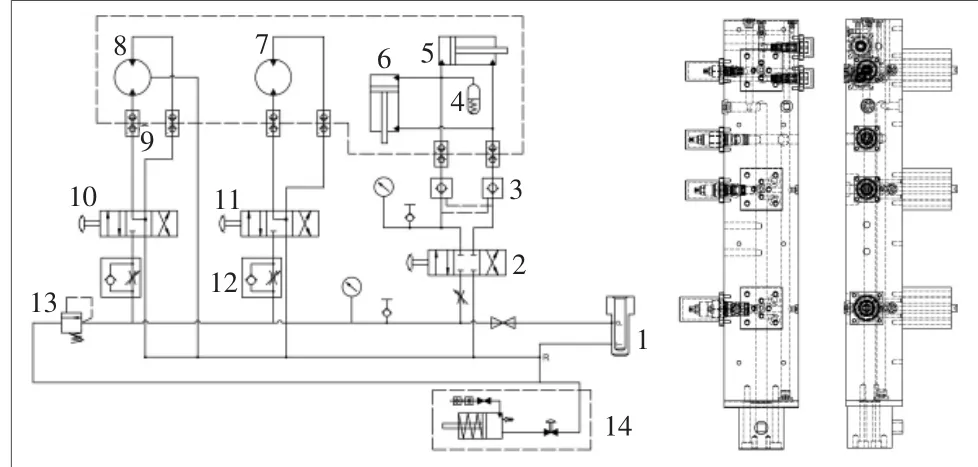
圖3 面板液壓原理(左)和集成閥塊(右)
1)抱管保壓系統設計。為對抗切割機作業過程中橫向振動、未知海洋湍流的影響,需要液壓系統為卡爪液壓缸提供足夠且穩定的油壓,以完成切割機抱管鎖緊動作[8]。該支路采用O型中位換向閥,并在液壓缸端配有一對液控單向閥組成的互鎖結構,當該支路不需要ROV供油,但需要保持壓力時,換向閥切換O型中位,回油通道由液控單向閥組與換向閥O型中位機能共同封閉,有效減少系統泄漏的風險,同時,液壓缸進油通道接蓄能器輔助保壓。
2)節流調速與限制泄漏設計。為削減在切割機作業過程中鉆石串珠線受到阻尼突變而引起的系統內壓劇烈波動對液壓馬達的損害,并滿足不同的海管進行作業時對切管速度進行調節的作業需求,設計了節流調速回路,如圖3所示。在ROV Hot Stab給系統供油定量的情況下,通過調節單向節流閥進入執行元件的流量Q實現變速,在不調節節流閥時,可通過調節Hot Stab進油量來實現執行元件的調速,配合干路溢流閥,可有效控制系統流量和保持壓力穩定。同時,兩回路都使用Y型中位換向閥,使液壓馬達在外加轉矩的作用下能夠進行一定的轉動,避免在中位待機時馬達轉子等零件與外力直接對抗,降低其損壞風險。由于切割液壓馬達直接受鉆石串珠與海管間磨削運動的阻尼和振動影響,泄漏不可避免,因此旁接一油道至回油路,將泄漏控制為內泄。
3)干路油壓補償設計。主油路增設補償器,不發生外泄時持續為系統提供壓力保障,發生外泄時可應急保壓,為設備安全停車提供時間,且當外泄量較小時,亦可直接提供壓力補償至設備作業完成。
4)液壓控制集成閥塊結構設計。普通液壓系統的液壓控制元件一般設于油箱上,通過液壓管線相連。而控制面板本身不帶油箱,是通過ROV外接液壓動力,且由于線切割機本身體積有限,為避免干擾切割機的正常運轉,和提供更方便的裝配性能,必須限制控制面板液壓管線的數量和體積。因此,控制面板液壓系統主結構采用集成閥塊設計,液壓集成閥塊設計如圖3(右)所示。
2.2 控制面板整體結構設計
如圖4所示,控制面板的整體結構主要由以下部分組成:1)集成了油道與各液壓元件的閥座裝配體;2)安裝了補償器開關與ROV Hot Stab接口的ROV插座板;3)安裝了各控制閥ROV操控手柄與壓力表的控制面板控制面;4)用于ROV五功能機械手抓持面板的ROV扶手-扶手板;5)與切割機整體裝配的控制面板安裝板;6)用于補償器安裝的補償器安裝板;7)用于安裝板固定的連接柱1和閥座與控制面固定的連接柱2;8)其他液壓管線與快速接頭。
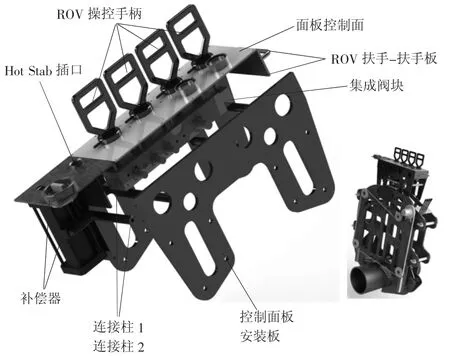
圖4 面板整體結構與應用示意圖
3 工程應用
如圖5所示,控制面板的工程應用步驟:1)工作人員在水上將ROV控制面板和切割機進行裝配,吊機將切割機下放至吹坑后的海管切割位置(吹坑法海管維修);2)ROV就位,Hot Stab與面板相應接口位置連接,確認一切正常后,ROV機械手打開操作面板上的開關閥,液壓系統油路接通;3)ROV打開抱管動作控制閥的工進位,卡爪液壓缸柱塞伸出,切割機夾緊海管,壓力讀數正確后該控制閥退回中位;4)ROV打開進給動作控制閥工進位,液壓馬達正轉,進給盤向下進給,在到達海管上方10 mm位置附近時,控制閥開關退回中位,使運動暫停;5)打開切割動作控制閥開關,使鉆石串珠繩旋轉至切割速度,確定機構整體穩定,壓力正常后重新打開進給控制閥工進位,開始切割海管;6)作業完成后機構依次復位關閉,回收[4,7]。控制面板實際加工制造所得成品如圖6所示,項目中的實踐應用表明,控制面板能夠有效解決鉆石線切割機深水操控問題,提高其水下作業效率。
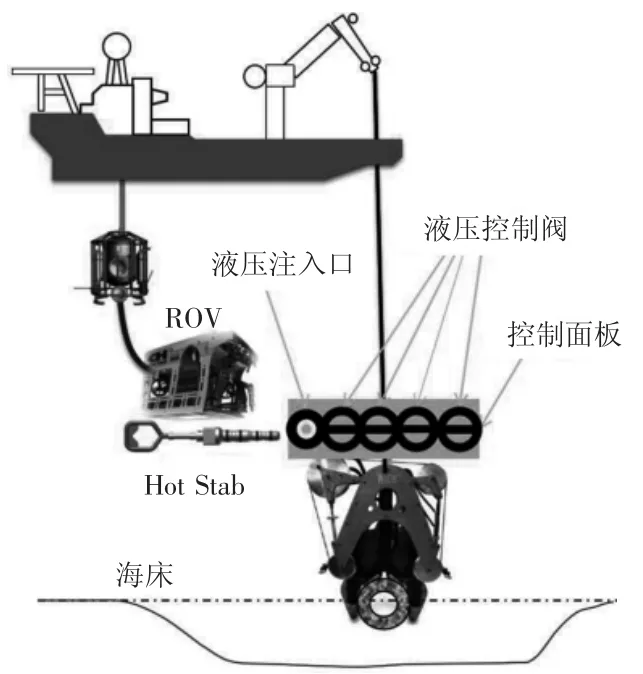
圖5 吹坑法面板應用示意圖

圖6 控制面板制造成品
4 結語
針對鉆石線切割機的深水海管維修使過程中出現的問題,本文提出一種ROV控制面板的解決方案,進行控制面板的液壓系統和整體結構設計,并在實踐中成功應用,促進深水海管維修技術的進步,對國內海洋工程技術的發展起到了推動作用。
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學版(2020年7期)2020-01-02 10:10:44
趣味(數學)(2018年12期)2018-12-29 11:24:10
小學生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08