交變磁場下焊接缺陷磁光成像特征分析
2021-07-15 01:26:56李彥峰季玉坤高向東張艷喜孫友松肖小亭潘春榮
中國機械工程 2021年13期
李彥峰 季玉坤 高向東 張艷喜 孫友松 肖小亭 潘春榮
1.廣東工業大學廣東省焊接工程技術研究中心,廣州,5100062.江西理工大學機電工程學院,贛州,341000
0 引言
激光焊接作為工業制造重要的加工技術,已廣泛應用于汽車制造、石油化工、冶金機械和核站電力等工業領域[1-3]。由于焊接速度、激光功率、保護氣流量以及焊件表面狀況等因素的影響,激光焊接過程有時不穩定,會導致焊縫產生未熔合、裂紋、凹坑、飛濺等缺陷,從而直接影響焊接質量[4-5]。這些質量問題直接威脅到產品安全,并可能導致嚴重事故,因此,實時準確檢測焊接缺陷的類型和危害程度十分重要。
目前焊接缺陷無損檢測方法主要包括射線檢測[6]、超聲檢測[7]、磁粉檢測[8]、漏磁檢測[9-10]和渦流檢測[11]等。上述無損檢測方法都有其各自優勢及一定的局限性,如射線檢測對人體有害,實驗設備昂貴;超聲檢測對使用人員有較高的要求并且在應用期間需要耦合介質;磁粉檢測要求焊件表面光滑且很難檢測出亞表面缺陷;漏磁檢測難以檢測出焊接缺陷形狀;渦流檢測則需要復雜的信號處理技術。
基于實際檢測需要,本文研究了一種基于法拉第旋轉效應的磁光成像新型無損檢測方法,與傳統檢測方法相比,磁光成像技術簡單快捷、無輻射且無需復雜的信號處理即可實現缺陷的可視化,該方法已應用于微間隙焊縫的識別與跟蹤[12],在交變磁場激勵下,獲取了不同焊接缺陷的成像規律[13]。然而,焊接缺陷的磁光成像機理仍在研究階段中,缺陷漏磁場特征與相應磁光圖像之間的關系尚未完全清楚,因此限制了磁光成像技術在焊接缺陷檢測中的應用。
本文采用三維有限元仿真模型,研究了焊接缺陷漏磁場對磁光成像的影響,并分析了該無損檢測方法的成像機理。通過磁光成像試驗驗證了有限元仿真模型的有效性,結合焊接缺陷漏磁信號和磁光圖像的灰度分布規律,研究了不同類型和寬度焊接缺陷的磁光圖像特征,為提高焊接缺陷分類精度奠定基礎。
1 焊接缺陷磁光成像檢測原理
1.1 磁光成像原理
基于法拉第旋轉效應[14-15],磁光成像原理如圖1所示,LED光通過起偏器生成線偏振光,并經過物鏡聚焦在磁光介質上,被介質下方的鏡面涂層反射,包含焊接缺陷信息的偏振光通過檢偏器由CMOS相機接收,并實時成像[16]。
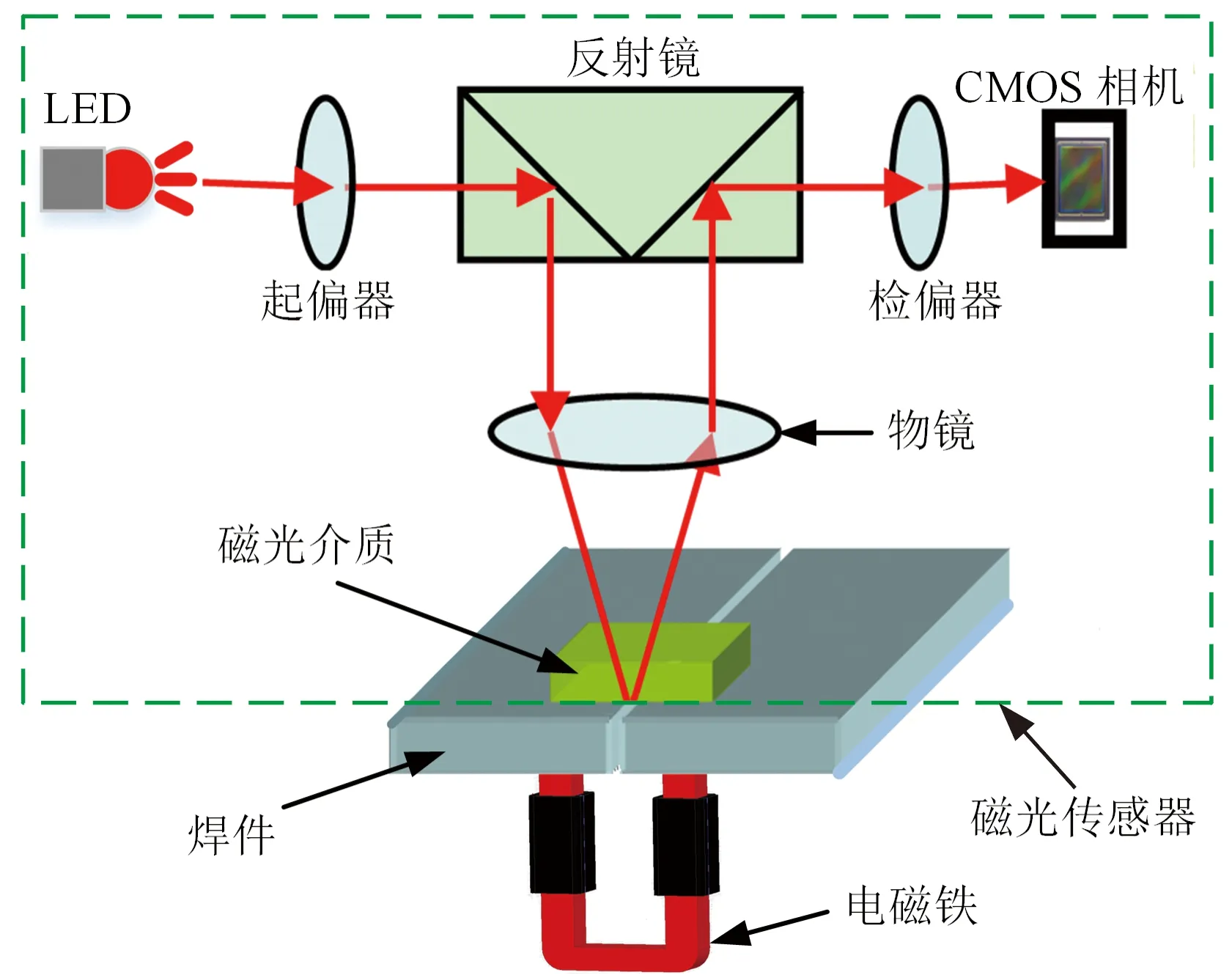
圖1 磁光成像原理圖Fig.1 Magneto-optical imaging schematic
隨著磁場的變化,偏振光的偏振面會產生不同角度的旋轉,旋轉角度θ主要取決于線偏振光通過磁光介質的有效長度L和磁感應強度B。該旋轉角可表示為[17-18]
θ=VBL
(1)
式中,V為磁光介質的費爾德常數。
若磁光介質材料和厚度確定,則旋轉角θ的偏轉方向僅與外加磁場相關,磁光介質可將磁場的變化轉變為光強變化。
1.2 磁光成像分析
焊接缺陷實物和相應磁光成像如圖2所示,可以看出,通過磁光成像可顯示出焊接缺陷的位置和大小。圖2a中焊件中有缺陷,在缺陷處的材質為空氣,其磁導率較小,磁阻較大,磁感應線會發生畸變,一部分磁感應線從缺陷表面逸出,形成漏磁場。由于磁疇的作用,在缺陷的邊緣形成N極和S極磁場,如圖2b所示,磁光圖像中從亮到暗的過渡區域包含著焊接缺陷信息。
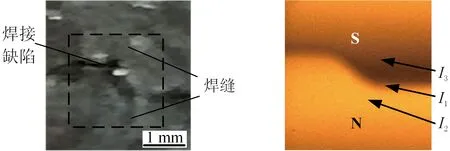
(a) 焊接缺陷實物圖 (b) 焊接缺陷磁光圖圖2 焊接缺陷實物圖與磁光圖像Fig.2 Physical and magneto-optical images of weld defects
如圖2b所示,磁光介質不被磁化時,光強計算公式為
I1=A2cos2φ
(2)
磁光介質被磁化后N極或S極作用下,相應的光強分別定義為
I2=A2cos2(φ-θ)
(3)
I3=A2cos2(φ+θ)
(4)
式中,A為線性偏振光振幅;φ為未加外磁場下的線性偏振光旋轉角度。
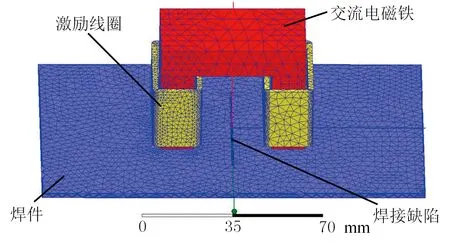
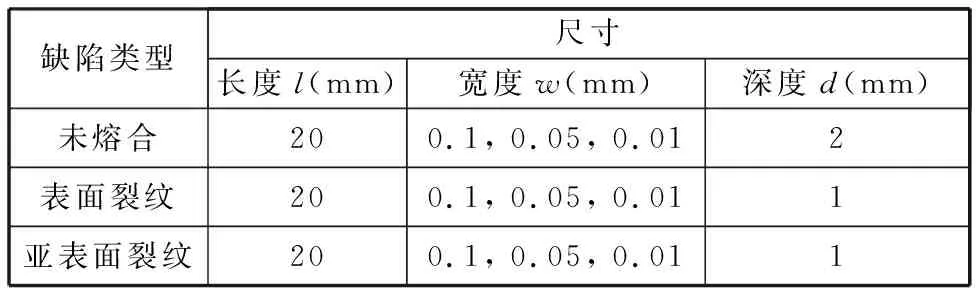
磁光成像光強Ii(i=1,2,3)如圖2b所示,光強I2區域的灰度值最大,對應于N極的磁場強度,I3區域的灰度值最小,對應于S極的磁場強度,因此,上述光強的大小關系為I3 焊接缺陷的存在使得焊件表面產生了漏磁場,由磁光成像原理可知,漏磁場是造成線性偏振光偏轉和實現焊接缺陷實時成像的前提條件,因此研究缺陷上方漏磁場的分布十分重要。 為了研究不同類型和寬度缺陷漏磁場對磁光成像的影響,采用ANSYS-Maxwell的渦流場分析方法建立焊接缺陷的三維有限元模型。該有限元模型由低碳鋼板(Q235)上方的電磁鐵和激勵線圈組成,如圖3所示。每個激勵線圈由φ0.5 mm漆包銅線繞制,匝數N=700。交變激勵源的電壓為200 V,頻率為50 Hz,加載氣球邊界條件。低碳鋼的相對磁導率為210,電阻率為1.43×10-7Ω·m;電磁鐵為錳鋅鐵氧體,其相對磁導率為5500,電阻率為1.5×104Ω·m。為了模擬真實的檢測環境,有限元模型的計算場設置為空氣,同時將交流電加載到激勵線圈中以產生交變磁場,從而得到Q235鋼板的磁場分布。為了在三維有限元模型中獲得更準確的模擬結果,在感興趣區域(缺陷)中生成更精細的網格。 圖3 焊接缺陷漏磁場檢測三維有限元模型Fig.3 Three-dimensional finite element model for magnetic leakage field detection of weld defects Maxwell方程是分析電磁場的理論基礎,通過在給定邊界條件下求解Maxwell方程來解決電磁場問題,其微分形式如下: (5) 式中,H為磁場強度;E為電場強度;D為電位移;ρ為電荷密度;Je為電流密度。 將三種焊接缺陷用于有限元模擬和試驗驗證, 在尺寸為100 mm×100 mm×2 mm(長×寬×厚)的Q235鋼板中模擬不同類型的焊接缺陷,其詳細參數如表1所示。 表1 焊接缺陷模型參數表 采用2.1節建立的缺陷三維有限元模型進行仿真,缺陷長度l為20 mm,缺陷寬度w分別為0.01 mm、0.05 mm和0.1 mm,漏磁場檢測的提離值設為0.5 mm(即x=0.5 mm為缺陷的中心)。不同類型缺陷的漏磁場分布情況如圖4所示,可以看出,未熔合、表面和亞表面裂紋的磁感應強度垂直分量By隨著寬度的增大而增大,無缺陷的By值趨于0。不同缺陷寬度的漏磁場信號峰谷差值Byp-v的分布情況如圖5所示,可以看出,磁感應強度垂直分量By的峰谷差值Byp-v隨著焊接缺陷寬度的增大而增大,無缺陷的Byp-v值趨于0。漏磁場信號峰谷差值Byp-v與缺陷寬度具有良好的線性關系,當缺陷寬度相同時,未熔合的Byp-v值大于表面裂紋、亞表面裂紋和無缺陷的Byp-v值,因此,Byp-v可作為評價焊接缺陷類型和缺陷寬度的一種特征參數。 (a) 未熔合 為了研究不同類型焊接缺陷的漏磁場分布,對所建立的焊接缺陷的三維有限元模型進行仿真。焊接缺陷位于兩磁極中心,長度為20 mm,寬度為0.05 mm,深度分別為2 mm(未熔合)、1 mm(表面裂紋)、1 mm(亞表面裂紋)和0 mm(無缺陷)。漏磁場檢測的提離值設為0.5 mm, 并設置掃查路徑為沿X軸0~1 mm范圍內,x=0.5 mm為焊接缺陷的中心。不同類型焊接缺陷的漏磁場分布模擬結果如圖6所示。仿真結果表明,表面裂紋的磁感應強度垂直分量By峰值大于亞表面裂紋的By峰值;未熔合缺陷的磁感應強度垂直分量By峰值最大,這是由于未熔合缺陷上下通透,沿磁化方向的缺陷兩側會有大量的磁力線泄漏,從而使未熔合缺陷處的漏磁通密度增大,因此漏磁場的磁感應強度高于表面裂紋和亞表面裂紋的磁感應強度。若焊件表面沒有缺陷,則焊件中的磁感應線將被約束在焊件中,磁通是平行于焊件表面的,幾乎沒有磁感應線從表面穿出,焊件表面沒有磁場,因此無缺陷的By峰值最小(趨于0)。從圖6中可以看出,在微小焊接缺陷下(寬度為0.05 mm),根據缺陷處漏磁場磁感應強度的大小可以判斷出焊接缺陷的類型。 圖5 不同寬度的焊接缺陷漏磁場信號峰谷差值Byp-v分布圖Fig.5 Peak-valley difference Byp-v distribution diagram of leakage magnetic field signal for weld defects with different widths 圖6 不同焊接缺陷漏磁場的磁感應強度垂直分量By分布圖Fig.6 Vertical component By distribution diagram of magnetic induction intensity of leakage magnetic field for different weld defects 如2.2節所述,采用有限元方法模擬焊縫上方漏磁場的分布,得到不同焊接缺陷漏磁場的變化規律, 然后通過磁光成像試驗來驗證這種變化規律的正確性。圖7為焊接缺陷磁光成像試驗裝置圖,主要由YAG激光焊接機、磁光傳感器、U形電磁鐵、保護氣體(氬氣)和三軸運動控制平臺組成。電磁鐵材料為錳鋅鐵氧體,激勵線圈由φ0.5 mm漆包銅線繞700匝制成,線圈由電壓為200 V、頻率為50 Hz的交流電源供電。焊件選用尺寸為100 mm×50 mm×2 mm(長×寬×厚)的低碳鋼板。通過磁光傳感器對鋼板上的焊接缺陷進行檢測以獲得相應的磁光圖像,磁光傳感器CMOS相機分辨率為400 pixel×400 pixel,采樣頻率為每秒75 幀,提離值設為0.5 mm,像素當量為102 pixel/mm。 圖7 焊接缺陷檢測試驗裝置Fig.7 Weld defect detection test device 為了研究不同寬度焊接缺陷的磁光成像特征,采用YAG激光焊機在對接鋼板上模擬未熔合、表面裂紋和亞表面裂紋,缺陷的寬度分別為0.01 mm、0.05 mm和0.1 mm。為了使鋼板表面達到無油污、無氧化物和無鐵銹,采用鋼絲刷在對接鋼板表面上刷洗,并使用丙酮仔細清洗。采用激光對接焊在鋼板兩端進行點焊來模擬未熔合缺陷;在對接鋼板的上表面和下表面進行焊接來模擬表面裂紋,上表面的焊縫要短于下表面的焊縫;同樣在鋼板的上下表面進行焊接來模擬亞表面裂紋,上下表面焊縫長度相同且保證在焊縫中部未焊接。焊接缺陷的寬度、截面示意圖、實物圖和連續三幀磁光圖像如表2所示,為了更好地研究焊接缺陷漏磁場分布對磁光成像的影響,選取第一幀的部分磁光圖像作為感興趣區域。提取表2中紅色框標記的不同寬度下焊接缺陷磁光圖像的灰度值,如圖8所示。 (a) 未熔合 表2 交變磁場激勵下不同寬度的焊接缺陷磁光圖像 從圖8中可以看出,未熔合、表面裂紋和亞表面裂紋的磁光圖像灰度值峰值隨著寬度的增大而增大。當缺陷寬度相同時,未熔合磁光圖像的灰度值峰值大于表面和亞表面裂紋圖像的灰度值峰值,與圖4中的模型計算結果進行對比可知,焊接缺陷磁光圖像灰度值分布特征與其漏磁場變化規律一致。不同寬度的焊接缺陷磁光圖像灰度峰谷差值Gp-v的分布情況如圖9所示,可以看出,不同焊接缺陷磁光圖像的灰度峰谷差值Gp-v隨著缺陷寬度的增大而增大,無缺陷圖像的Gp-v值基本不變。當缺陷寬度相同時,未熔合磁光圖像的灰度峰谷差值Gp-v大于表面裂紋、亞表面裂紋和無缺陷圖像的Gp-v值,與圖5中相應曲線進行對比可以看出,有限元模型分析結果符合試驗磁光圖像灰度值的分布特征。 圖9 不同寬度的焊接缺陷磁光圖像灰度峰谷差值Gp-v分布圖Fig.9 Gray-scale peak-valley difference Gp-v distribution diagram of magneto-optical images of weld defects with different widths 為了研究不同類型焊接缺陷的磁光成像特征,采用YAG激光焊機在對接鋼板上模擬未熔合、表面裂紋和亞表面裂紋,缺陷的寬度均為0.05 mm,如表2所示。從表2中可以看出,未熔合圖像的灰度值分布范圍最廣,表明未熔合的漏磁場強度最大;無缺陷圖像的灰度值分布比較均勻一致,表明無缺陷的漏磁場強度最小;表面裂紋圖像的灰度值分布范圍相比亞表面裂紋更廣,表明表面裂紋的漏磁場強度大于亞表面裂紋的漏磁場強度。 本文采用中值濾波方法對磁光圖像進行預處理,提取表2中紅色框標記的不同類型焊接缺陷(寬度為0.05 mm)的磁光圖像灰度值,如圖10所示。圖中灰度值的拐點表明磁力線在缺陷邊界處溢出,未熔合區域的灰度值分布在55~194范圍內,表面裂紋區域灰度值分布在74~154范圍內,亞表面裂紋灰度值分布在86~131范圍內,這表明未熔合的漏磁場強度大于表面和亞表面裂紋的漏磁場強度。無缺陷區域的灰度值趨于一致,表明該處的漏磁場強度最小。從圖10中不同類型焊接缺陷磁光圖像的灰度值提取結果可以看出, 磁光圖像灰度值的分布特征與有限元仿真模型分析結果(圖6) 基本符合。 圖10 不同焊接缺陷磁光圖像灰度值Fig.10 Gray values of magneto-optical images with different weld defects 從表2中可以看出,未熔合、表面和亞表面裂紋磁光成像具有相同的規律,即不同寬度缺陷的連續三幀磁光圖像包括半亮和半暗圖像、全亮和全黑圖像,這表明缺陷的類型和寬度不影響磁光圖像中明暗區域的分布,僅改變磁光圖像的亮度,也說明不同焊接缺陷的磁光成像有其不同的特征。 由于焊接缺陷的磁光圖像可通過不同亮度變化來反映漏磁場磁感應強度的大小,并且磁光圖像的灰度值可以匹配相應的漏磁場強度,因此本文提取焊接缺陷磁光圖像灰度值的最大差值來分析檢測效果,提取表2中不同類型和寬度焊接缺陷磁光圖像第350列的灰度值并計算最大差值。表3所示為不同類型和寬度焊接缺陷磁光圖像灰度值的最大差值,其中,|F1|、|F2|、|F3|分別為第一幀、第二幀和第三幀磁光圖像第350列像素點的最大灰度值與最小灰度值差值的絕對值。 表3 比較不同寬度焊接缺陷灰度曲線的最大差值 在同一類型焊接缺陷檢測中,缺陷寬度越大,磁光圖像灰度值的最大差值越大,表明缺陷漏磁場強度越大。從表3中可以看出,在相同寬度情況下,每幀未熔合磁光圖像的灰度值最大差值大于表面和亞表面裂紋圖像的灰度值最大差值,表明磁光傳感器更容易檢測到未熔合缺陷。表面和亞表面裂紋圖像的灰度值最大差值大于無缺陷圖像的灰度值最大差值,這意味著磁光傳感器可以檢測到不同類型和寬度的微小焊接缺陷。 (1)基于法拉第旋轉效應和磁光圖像明暗機理,分析了焊接缺陷的磁光成像規律,表明缺陷漏磁場是研究的重點。通過三維有限元模型分析焊接缺陷漏磁場分布,驗證了焊接缺陷位置(不同類型缺陷)和寬度是影響缺陷上方漏磁場分布的主要因素。在缺陷寬度相同的情況下,可根據缺陷處漏磁場磁感應強度的大小,判斷焊接缺陷的類型。 (2)建立了交變磁場下焊接缺陷磁場成像檢測系統,試驗結果表明,缺陷磁光圖像中存在明顯的線性邊界線,焊接缺陷寬度越大,磁光圖像亮區域越大,漏磁場強度越強。在相同缺陷寬度下,磁光圖像灰度值分布范圍從大到小的缺陷類型依次為:未熔合,表面裂紋,亞表面裂紋,無缺陷。 (3)焊接缺陷磁光圖像可通過不同的亮度反映漏磁場磁感應強度的大小,磁光圖像的灰度值可與相應的漏磁場強度相匹配。通過有限元模型仿真結果和磁光圖像灰度值分布特征,可判斷出缺陷的類型和寬度。2 焊接缺陷漏磁場有限元仿真研究
2.1 焊接缺陷三維有限元仿真模型
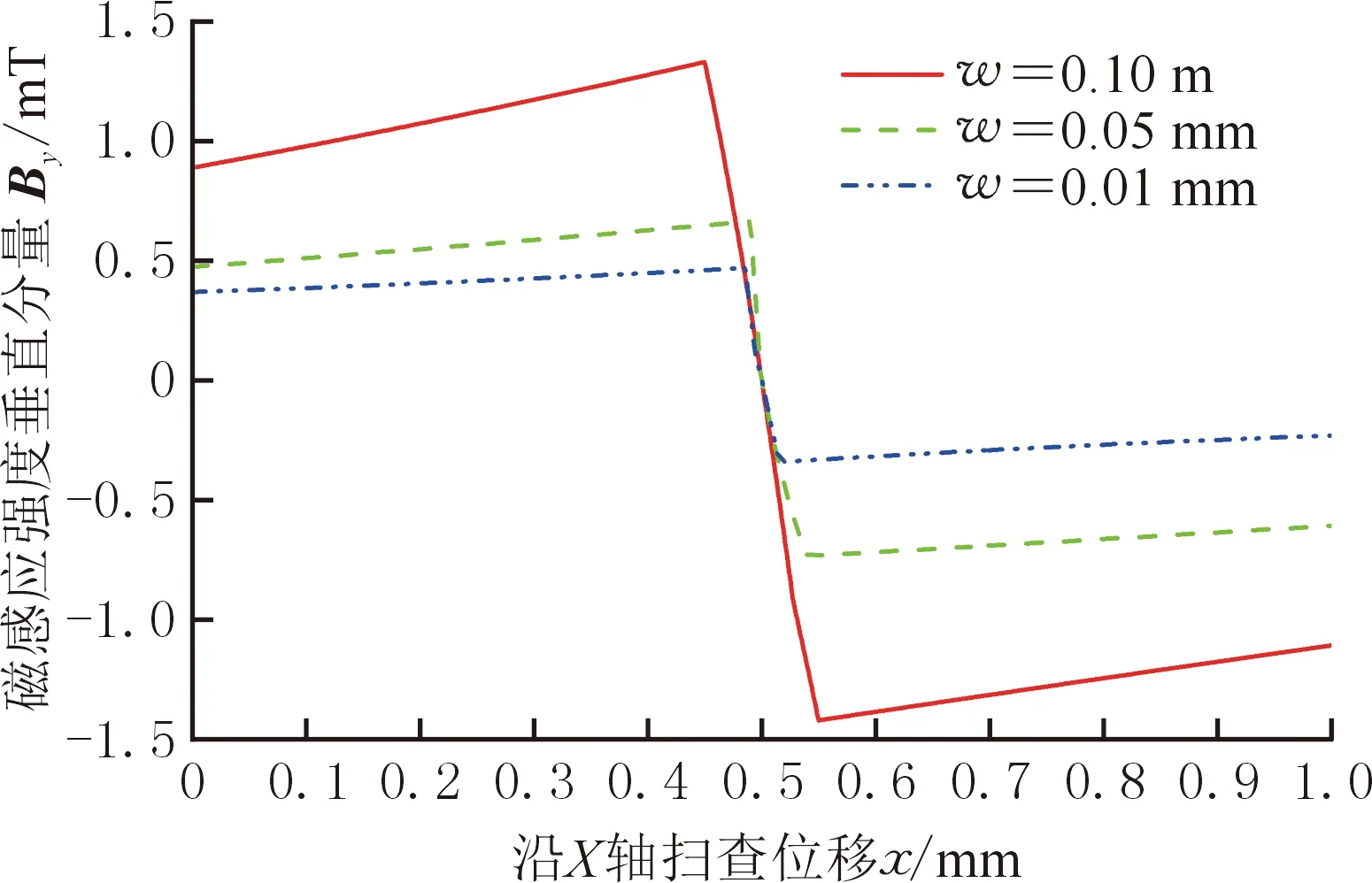
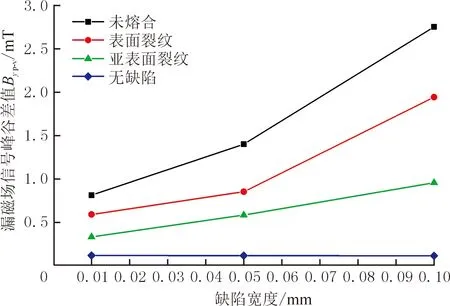
2.2 焊接缺陷寬度與漏磁場的關系
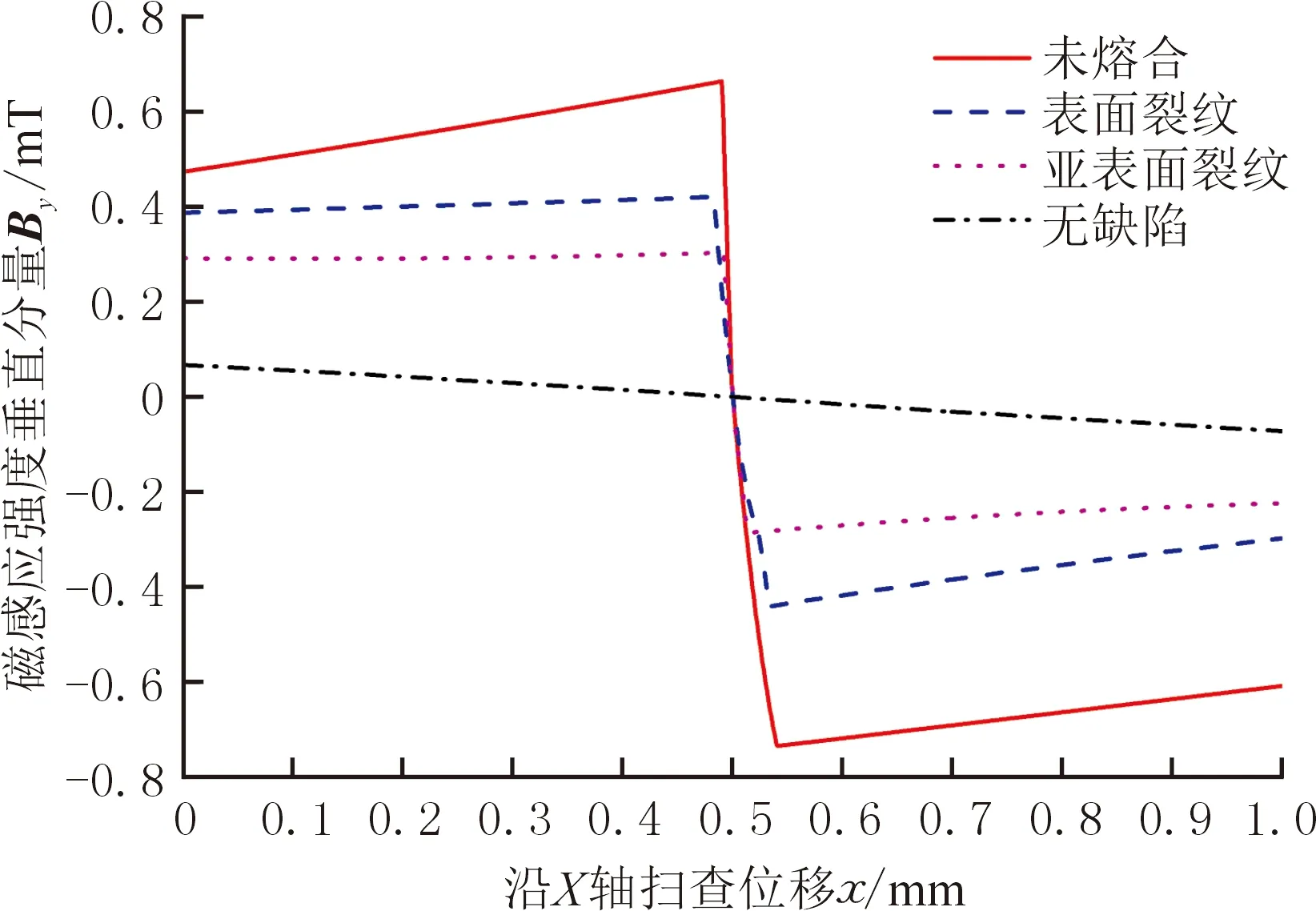
2.3 不同類型焊接缺陷的漏磁場分布
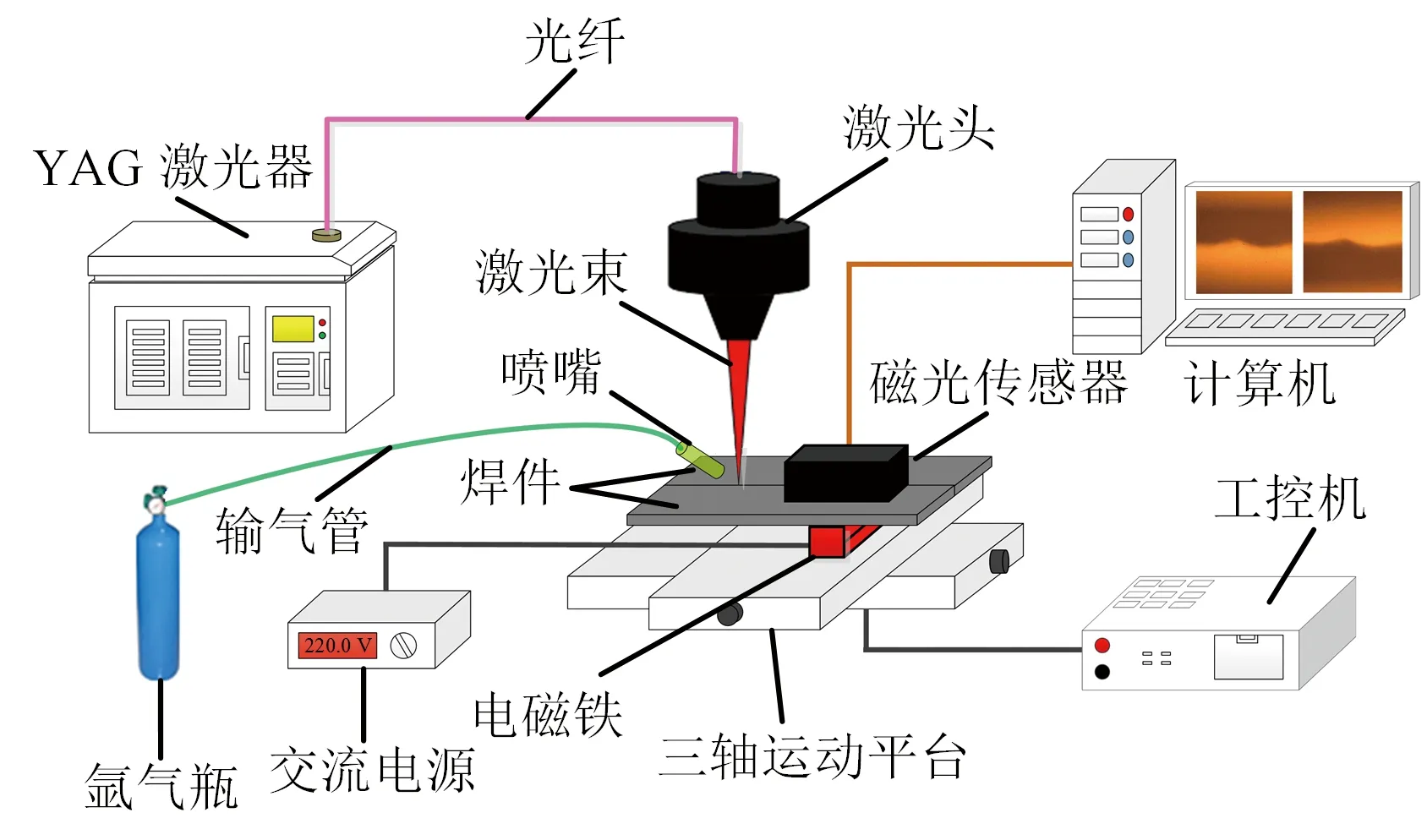
3 試驗驗證
3.1 磁光試驗裝置
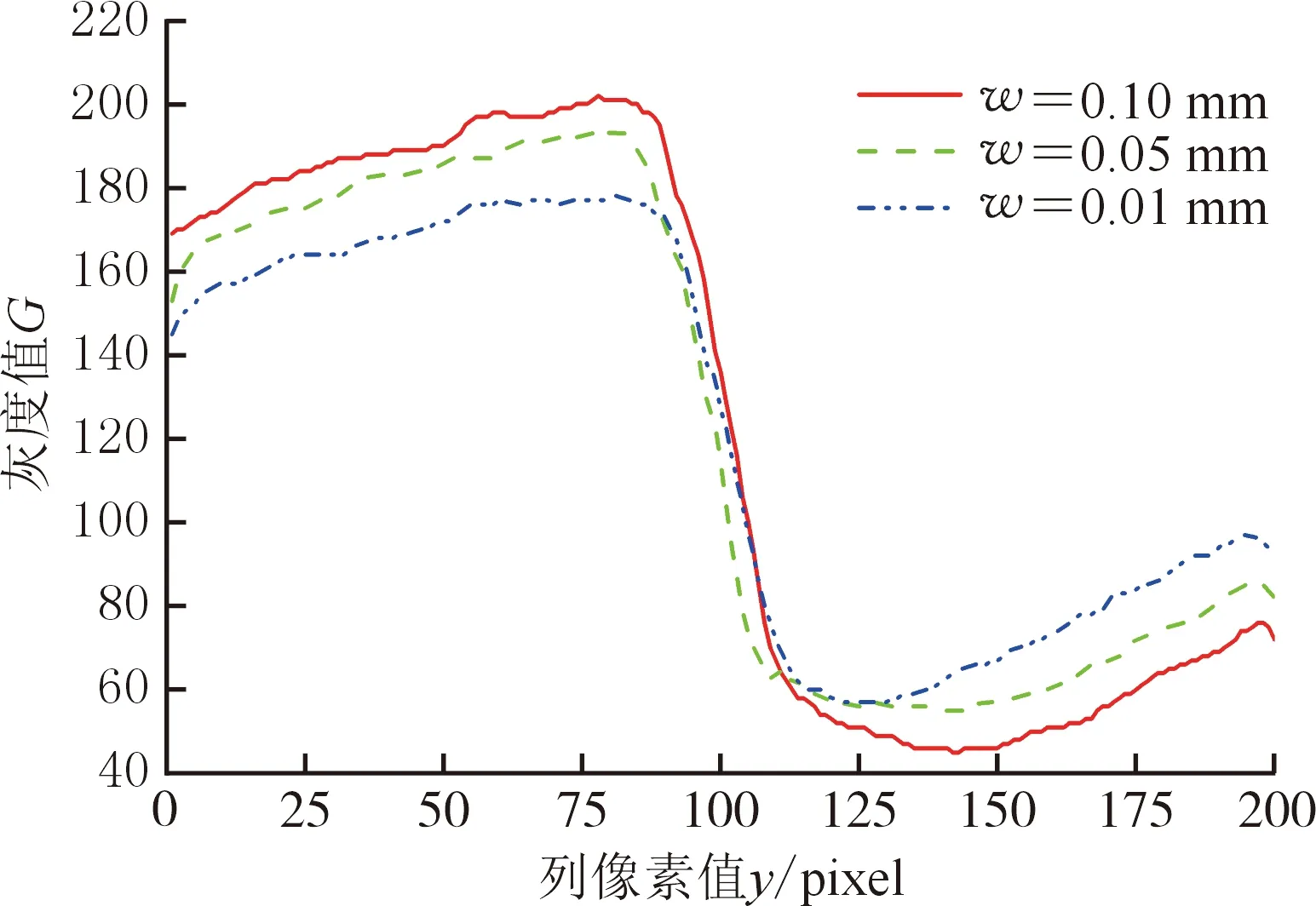
3.2 不同寬度焊接缺陷磁光成像規律
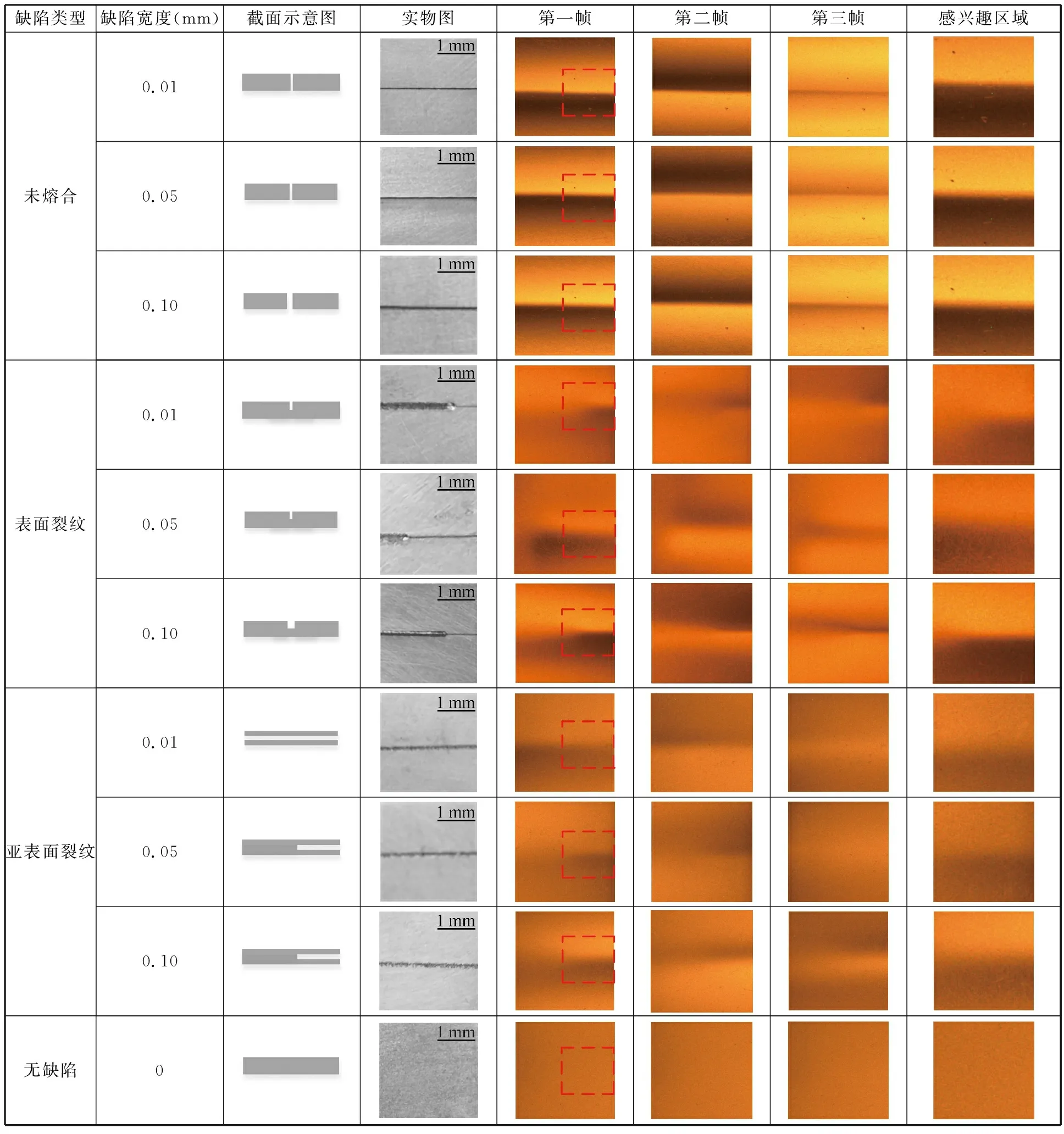
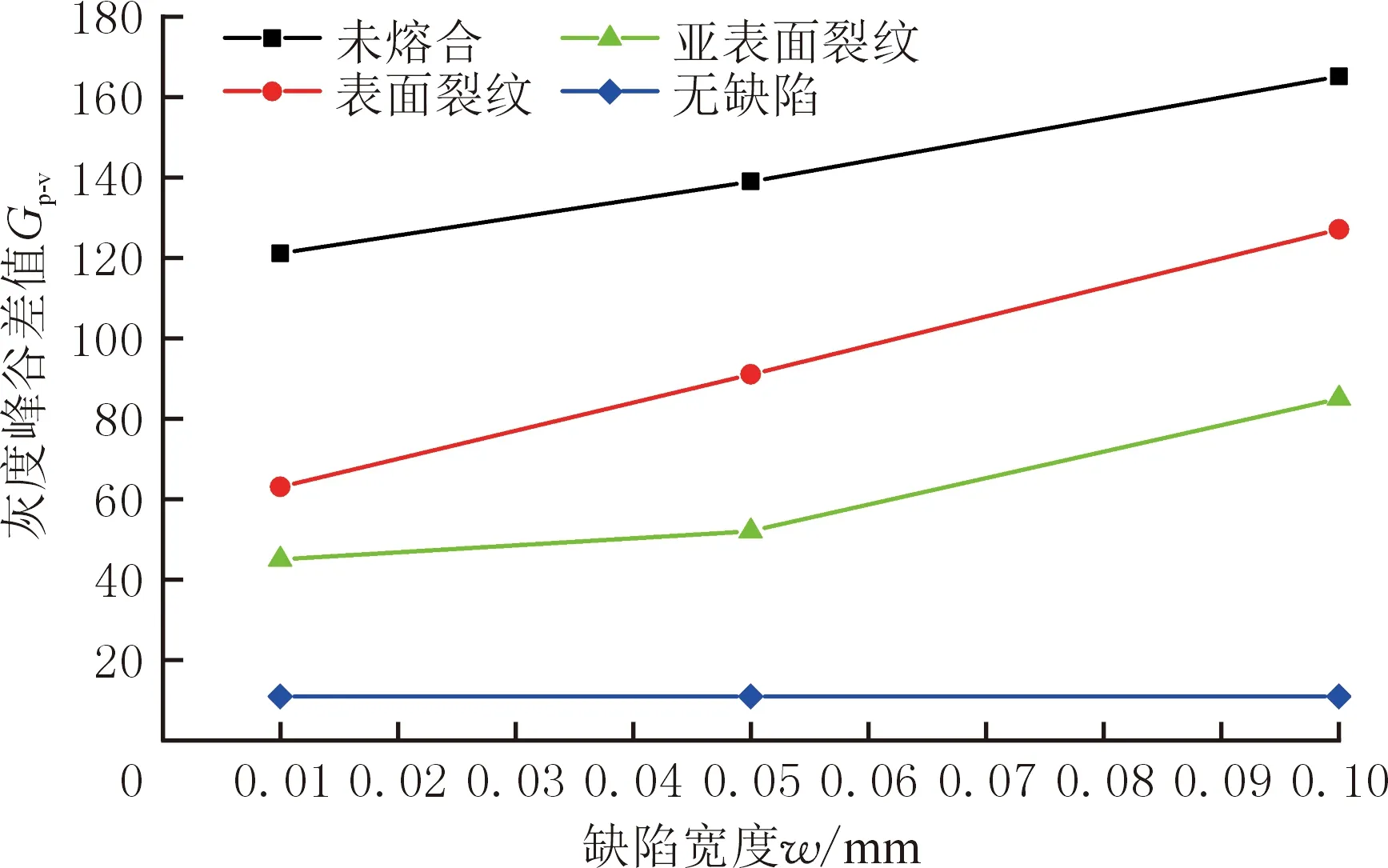
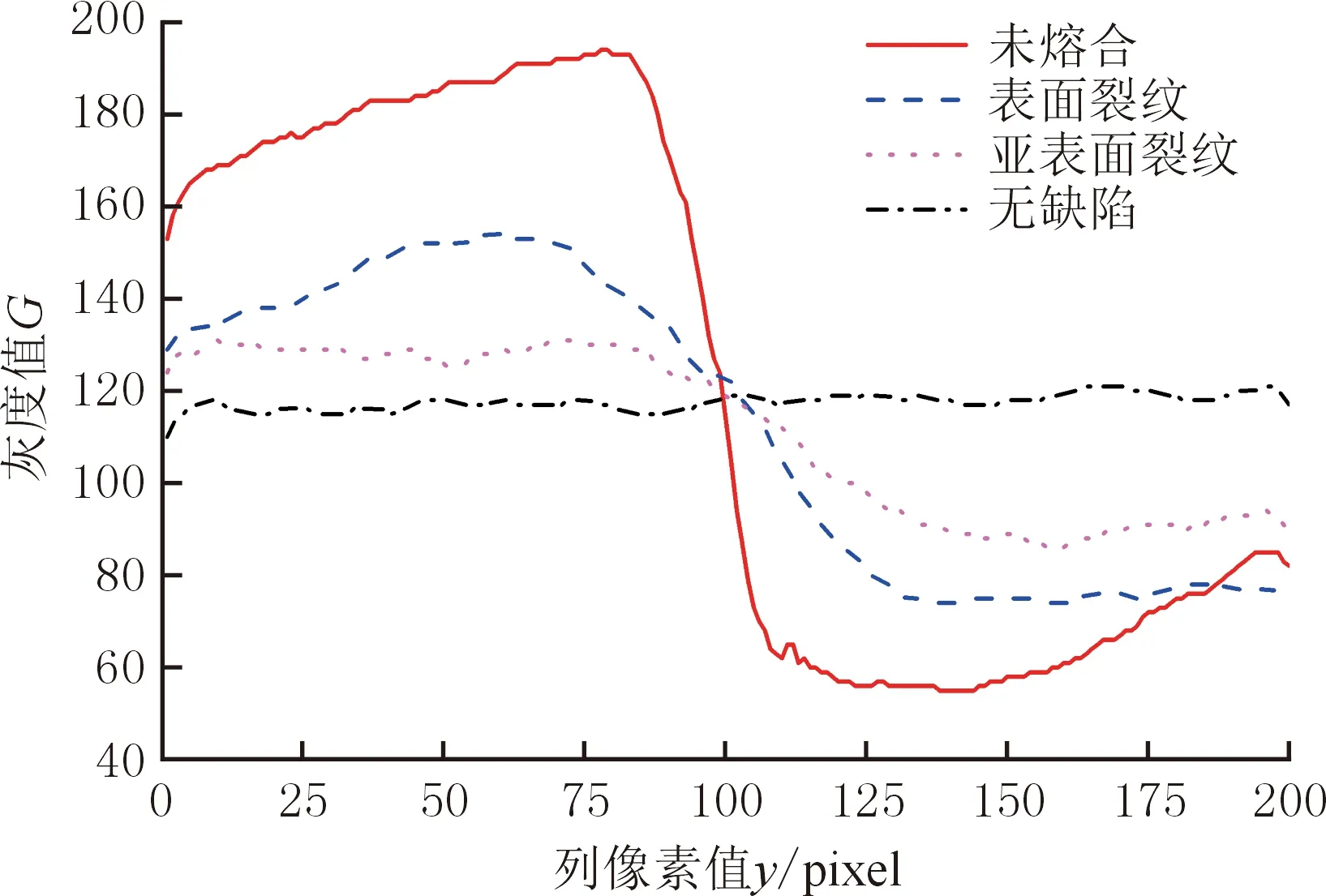
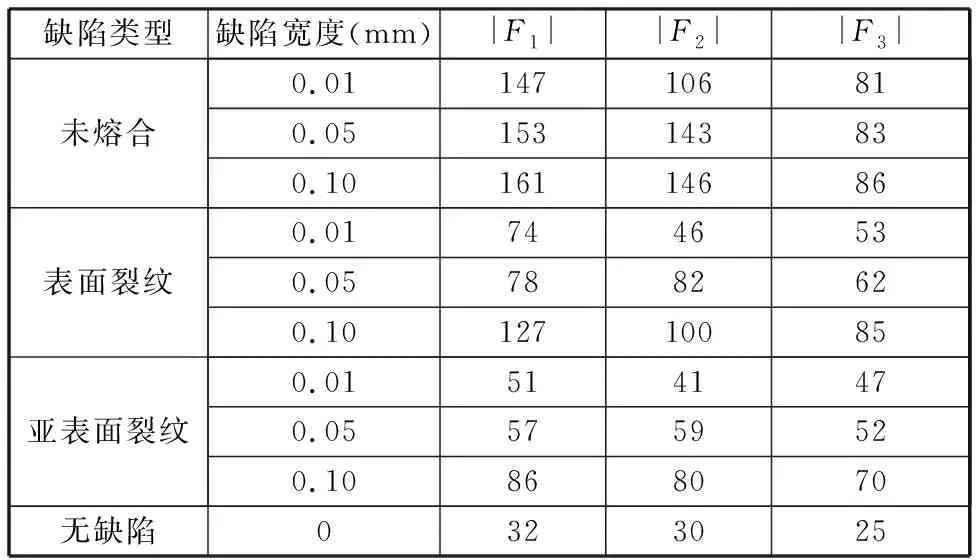
3.3 不同類型焊接缺陷磁光成像規律
4 結論
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
當代陜西(2022年6期)2022-04-19 12:11:54
娃娃樂園·綜合智能(2021年12期)2022-01-18 05:46:42
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
中學生數理化·高二版(2016年12期)2017-02-28 10:08:42
Coco薇(2016年1期)2016-01-11 16:53:24
機械工程師(2015年10期)2015-02-02 01:14:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18