全鋼載重子午線輪胎活絡模具花紋塊缺陷原因分析及解決措施
2021-07-19 07:56:38王勝利岳智勇周鵬飛
輪胎工業 2021年1期
關鍵詞:設計
王勝利,岳智勇,周鵬飛
(風神輪胎股份有限公司,河南 焦作 454003)
目前,各輪胎廠家全鋼載重子午線輪胎活絡模具規格較多,活絡模具花紋塊設計也比較復雜,根據不同的行駛路況、承載性能和環境溫度,其具體設計均有不同[1-3]。
全鋼載重子午線輪胎活絡模具花紋塊缺陷比較常見,如比較復雜的刀槽花紋模具容易出現刀槽缺陷問題,從而直接影響花紋塊的質量,并影響成品輪胎外觀質量和車輛的操縱性能,給車輛行駛帶來較大的安全風險[4-5]。
根據生產和使用現場反饋的全鋼載重子午線輪胎活絡模具花紋塊缺陷問題,結合多年工作經驗,本工作從花紋塊模具設計、加工工藝和維護保養等方面分析缺陷產生的原因,并提出相應的解決措施,以降低車輛行駛過程中的安全風險。
1 花紋塊刀槽模具缺陷
花紋塊刀槽模具缺陷經常導致成品輪胎外觀質量不合格和不易正常脫模。
1.1 花紋塊刀槽模具設計缺陷
1.1.1 原因分析
(1)刀槽材料強度與其形狀設計不匹配,刀槽設計排布多、間距小、鑲嵌處面積小,出鍋瞬間受拉力的影響鋼片易產生拉彎變形而脫落(見圖1),使胎面刀槽鋼片位置出現多余膠料(見圖2),從而影響成品輪胎的外觀質量。
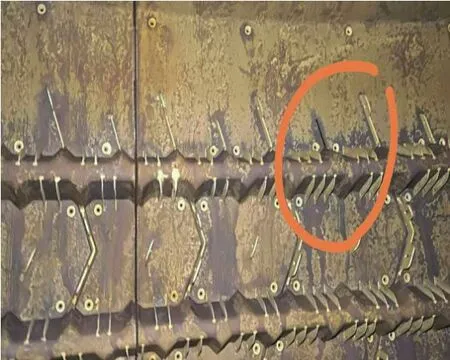
圖1 刀槽鋼片斷開
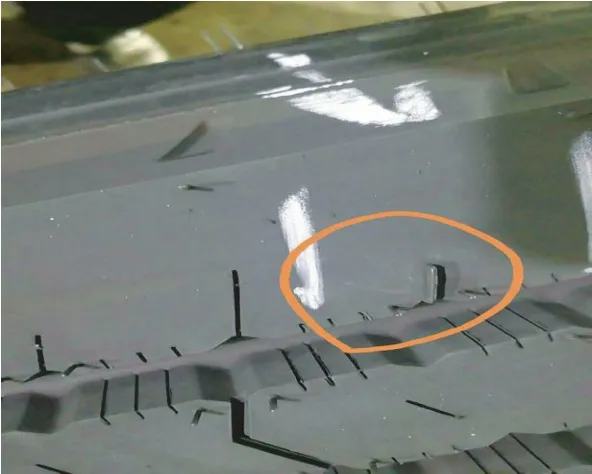
圖2 花紋刀槽膠料
(2)常見的花紋塊三維立體刀槽鋼片有波浪形和弧形(見圖3),弧長設計在0.30~0.50 mm之間,造成成品輪胎花紋塊弧形處脫模阻力大,出鍋時不易正常脫模。

圖3 三維立體刀槽鋼片
1.1.2 解決措施
(1)按照花紋塊的設計要求,花紋塊模具分型面的平面度不大于0.02 mm,兩分型面的間隙不大于0.02 mm,設計花紋塊模具時應盡量避開分型面,避免出鍋時刀槽在分型面處發生變形,從而造成成品輪胎局部膠料撕裂現象。
(2)三維立體花紋塊刀槽鋼片設計位置應盡量避開花紋塊分型面處,并且弧長設計不大于0.30 mm,保證輪胎正常行駛時的抓著力;對于不易脫模的輪胎可臨時噴涂脫模劑,以免膠料與花紋塊粘貼在一起;硫化出鍋時可將硫化設備操作模式轉換為手動,以避免在二次定型時因停頓造成花紋塊鋼片的擠壓變形。
1.2 花紋塊刀槽模具加工工藝缺陷
1.2.1 原因分析
(1)花紋塊鋼片加工精度不標準,出現鋼片長短厚度不一致,造成花紋塊刀槽鋼片鑲嵌時有間隙(見圖4),成品輪胎出鍋時會造成局部膠料撕裂現象。

圖4 花紋塊刀槽鋼片設計缺陷
(2)花紋塊刀槽鋼片表面加工粗糙,未達到花紋塊刀槽表面粗糙度不大于3.2 μm的精度標準要求,出鍋時阻力大,不易脫模。
1.2.2 解決措施
加工時應確保花紋塊鋼片厚度和長度達標。先用尖銑刀銑出0.30 mm左右的溝槽,然后將鋼片鑲嵌到長度一致的溝槽中,確保鋼片與溝槽的良好配合。鋼片厚度公差范圍為0~0.04 mm,溝槽公差范圍為-0.04~0 mm,其表面加工必須在標準范圍內。
2 活絡模具花紋塊缺陷
2.1 原因分析
花紋塊裝飾線設計深度不滿足1.50~2.00 mm;模具上機頻次高,且定期使用粒徑為0.178 mm(80目)的金剛砂清洗,易對花紋塊裝飾線造成磨損(見圖5),形成花紋塊裝飾線邊部圓角(見圖6)。

圖5 花紋塊裝飾線磨損

圖6 花紋塊邊部圓角
2.2 解決措施
(1)保證花紋塊裝飾線深度在1.50~2.00 mm范圍內,確保花紋塊裝飾線溝槽全部貫通。
(2)將活絡模具金剛砂清洗更換為玻璃微珠清洗,盡可能減少清洗造成的磨損。
3 活絡模具花紋塊維護保養不當
3.1 原因分析
由于生產任務緊,活絡模具在機周期長,保養頻次少,從而使活絡模具側板和花紋塊積碳嚴重(見圖7);同時由于生產待料頻次高,特別是蒸鍋模具反復熱模,側板易出現銹斑。
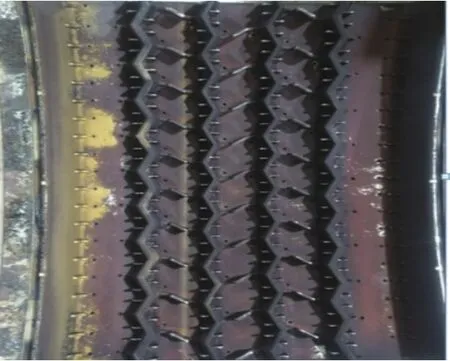
圖7 花紋塊積碳
3.2 解決措施
為減少輪胎活絡模具故障,延長其使用壽命,滿足產品品質要求,應制定活絡模具清洗和保養管理規定。活絡模具清洗方式主要有6種,分別是激光清洗、干冰清洗、金剛砂清洗、玻璃微珠清洗、超聲波清洗和化學清洗,應選擇合適的清洗方式并制定合理的清洗周期。
按照所制定的活絡模具維護保養和管理規定進行周期性在線和下機清洗后的花紋塊如圖8所示。同時在生產中盡量避免出現待料現象,如果出現待料情況應使上蒸鍋處于半開狀態,以避免銹蝕或首鍋輪胎外觀臟等現象。
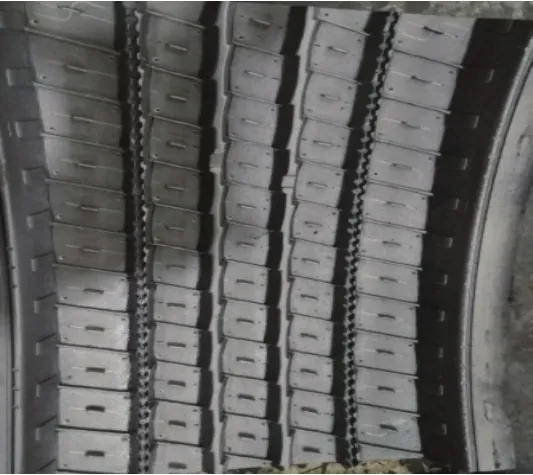
圖8 清洗后花紋塊
4 結語
從花紋塊模具設計、加工工藝和維護保養等方面分析全鋼載重子午線輪胎活絡模具花紋塊缺陷產生的原因并提出相應的解決措施,提高了成品輪胎外觀質量合格率,可降低車輛行駛過程中的安全風險。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
