同步工程在車身焊裝工藝中的應(yīng)用
2021-07-20 00:55:46李磊劉宙元劉穎
汽車工藝與材料 2021年7期
李磊 劉宙元 劉穎
(一汽模具制造有限公司,長春 130000)
1 前言
同步工程(Simultaneous Engineering,SE)是一種現(xiàn)代工程技術(shù)方法,它站在產(chǎn)品設(shè)計(jì)與制造全過程的高度,更加強(qiáng)調(diào)參與協(xié)同工作的效應(yīng)及同步的產(chǎn)品開發(fā)方式。汽車焊裝工藝同步工程是指在概念設(shè)計(jì)階段、工程設(shè)計(jì)階段和工裝招標(biāo)準(zhǔn)備階段,以白車身為對(duì)象進(jìn)行的包括車身結(jié)構(gòu)、成本、工藝、主斷面、焊接可行性和定位夾緊計(jì)劃等焊接工藝性分析。根據(jù)經(jīng)驗(yàn)及標(biāo)準(zhǔn),對(duì)產(chǎn)品設(shè)計(jì)過程和制造過程提出合理化建議,使產(chǎn)品更加滿足制造工藝性要求,更加容易保證車身品質(zhì)[1]。
2 焊裝SE的必要性
汽車車身為復(fù)雜的空間殼體,一般由400~450個(gè)大小不一的沖壓件組合而成。單獨(dú)的沖壓件自身剛性差,要想將這些沖壓件焊成高精度的車身總成,需在一定的工藝裝備中進(jìn)行定形、定位并夾緊,保證其形狀不變且相對(duì)位置精度夠高,之后按照車身組件、合件、分總成及總成的順序組合,采用焊接、螺栓和粘膠等方法,將其結(jié)合形成白車身總成。焊接是白車身結(jié)構(gòu)中主要的連接方式,根據(jù)焊接工藝和車身剛度的需要,一般一輛載貨轎車車身約有4 000 多個(gè)焊點(diǎn),焊縫達(dá)40 m 以上。由于鈑金焊接搭接處易存在間隙,造成汽車的噪音和振動(dòng),所以焊接質(zhì)量要嚴(yán)格控制。控制焊接質(zhì)量是保證白車身尺寸精度和強(qiáng)度的唯一途徑,也是保證汽車的NVH特性、提高汽車市場競爭力的重要方法。
隨著近些年國內(nèi)汽車業(yè)迅速發(fā)展以及居民消費(fèi)水平的提高,消費(fèi)者對(duì)于汽車的需求與日俱增,年產(chǎn)15 萬甚至20 萬的汽車生產(chǎn)線已趨于普遍化。同時(shí)社會(huì)發(fā)展節(jié)奏加快,車型的更新?lián)Q代也越來越快,市場競爭日趨激烈,搶占市場成為各汽車品牌公司不得不面對(duì)的一大問題,縮短產(chǎn)品開發(fā)周期已經(jīng)成為新車型市場競爭力的一大重要因素。在這樣的需求下,車身設(shè)計(jì)與SE的結(jié)合應(yīng)運(yùn)而生。
在以往的產(chǎn)品開發(fā)模式下,由于不做前期制造工藝同步開發(fā),使得產(chǎn)品質(zhì)量問題在產(chǎn)品制造、調(diào)試及生產(chǎn)的過程中才暴露出來,這時(shí)進(jìn)行產(chǎn)品設(shè)變,必將增加項(xiàng)目投入,影響正常的產(chǎn)品開發(fā)周期;而引進(jìn)同步工程的產(chǎn)品開發(fā)模式,使得在產(chǎn)品開發(fā)過程中就進(jìn)行工程化可行性分析,在產(chǎn)品開發(fā)設(shè)計(jì)階段把后序制造過程中可能出現(xiàn)的問題識(shí)別出來,通過工藝優(yōu)化解決生產(chǎn)制造隱患,避免后期出現(xiàn)大量的設(shè)計(jì)更改,從而達(dá)到縮短生產(chǎn)周期,降低成本的目的。據(jù)以往車型開發(fā)的經(jīng)驗(yàn)及統(tǒng)計(jì),不做SE 分析,汽車焊裝工藝產(chǎn)品設(shè)變一般在500~700 項(xiàng)之間,而引進(jìn)SE 分析后,產(chǎn)品設(shè)變數(shù)量可控制在100 項(xiàng)以內(nèi)。由此可見,SE 的引入對(duì)于汽車的產(chǎn)品開發(fā)極其重要。
3 焊裝SE的分析方法
3.1 分析思路
a.首先明晰焊裝工作常規(guī)流程。
b.從白車身數(shù)據(jù)裝配合理性、焊接工藝合理性、操作性、成本等多角度進(jìn)行分析。
c.對(duì)白車身數(shù)據(jù)的不合理處進(jìn)行深究,并提出有效的解決方案。
d.最終目的為修正設(shè)計(jì)缺陷,降低工藝難度。
3.2 工作流程
新車型開發(fā)過程中,焊裝SE 工藝人員要在車身外造型審查、車身主斷面設(shè)計(jì)、車身結(jié)構(gòu)設(shè)計(jì)等各階段對(duì)焊接工藝性進(jìn)行分析,將發(fā)現(xiàn)的問題以設(shè)計(jì)變更申請(qǐng)形式反饋給產(chǎn)品設(shè)計(jì)部門,產(chǎn)品設(shè)計(jì)部門對(duì)問題項(xiàng)進(jìn)行分析、解決,使其滿足焊接工藝要求。對(duì)雙方存在異議的問題,相關(guān)部分組織進(jìn)行工藝驗(yàn)證,確定是否進(jìn)行整改,工藝確認(rèn)無問題后進(jìn)行下一階段的設(shè)計(jì),分析流程如圖1 所示[2]。

圖1 焊裝SE工作流程[2]
4 焊裝SE的主要工作內(nèi)容及標(biāo)準(zhǔn)
同步工程貫穿整車項(xiàng)目開發(fā)的全過程,主要分為概念設(shè)計(jì)階段,工程設(shè)計(jì)階段,工程開發(fā)階段和品質(zhì)培育階段,其中工程設(shè)計(jì)階段是整個(gè)產(chǎn)品設(shè)計(jì)思想體現(xiàn)的關(guān)鍵時(shí)期,在這個(gè)時(shí)期產(chǎn)生的數(shù)據(jù)決定著整個(gè)產(chǎn)品的開發(fā)進(jìn)度和產(chǎn)品質(zhì)量。根據(jù)焊裝工藝的特性,工程設(shè)計(jì)階段中焊裝SE 的主要工作內(nèi)容有焊接裝配性分析、焊接可行性分析、焊接作業(yè)性分析和工藝方案及布局分析。
焊裝SE 的工作過程就是按照一定的標(biāo)準(zhǔn)和原則,逐一對(duì)上述內(nèi)容進(jìn)行分析,提出更改意見,從而把產(chǎn)品設(shè)計(jì)與工藝實(shí)現(xiàn)相關(guān)聯(lián)。
4.1 焊接裝配性分析
工藝評(píng)審中要檢查零件裝配的方便性、可操作性,對(duì)零件間的裝配關(guān)系進(jìn)行分析,避免零件裝備時(shí)相互干涉,影響或降低焊接質(zhì)量。焊接裝備中經(jīng)常出現(xiàn)的問題及評(píng)審標(biāo)準(zhǔn)如下。
a.兩層板在圓弧處搭接時(shí),搭接邊距離最近圓弧邊至少2 mm,如圖2 所示。
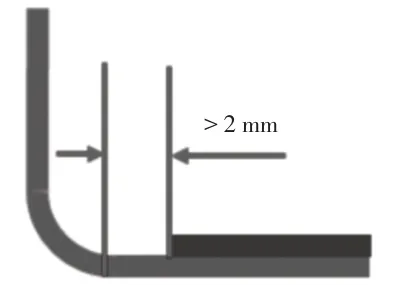
圖2 零件圓弧處搭接尺寸要求
b.零件間在圓角配合位置易出現(xiàn)貼合不準(zhǔn)確問題,為解決該類問題,通常對(duì)圓角配合處零件R角尺寸進(jìn)行規(guī)定,R+2 mm≦R1≦R+4 mm,其中R1為內(nèi)側(cè)零件圓角半徑,R為外側(cè)零件圓角半徑,如圖3 所示。
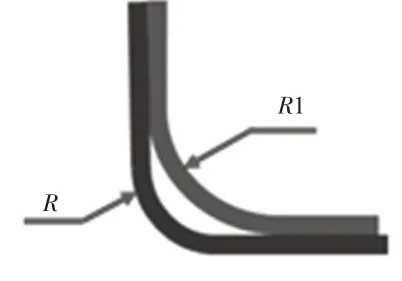
圖3 圓角配合關(guān)系示意
c.兩零件有多處接觸且沒有焊接關(guān)系時(shí),應(yīng)采用搭接管理面,盡量減少接觸面面積,以避免摩擦導(dǎo)致產(chǎn)生噪音。建議搭接面不易多于3 個(gè),如圖4所示。
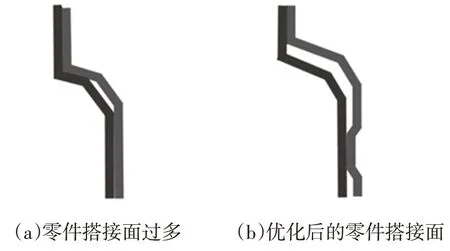
圖4 搭接管理面示意
d.工藝評(píng)審中要檢查并避免零件之間出現(xiàn)的插接裝配關(guān)系。如圖5所示,當(dāng)件A裝配到件B上時(shí),開始配合處間隙值d需要保證在5 mm以上。

圖5 插接裝配關(guān)系間隙尺寸要求
e.工藝評(píng)審中要考慮因標(biāo)準(zhǔn)件裝配后可能造成的干涉現(xiàn)象,如圖6 所示,當(dāng)螺釘擰緊后,螺釘?shù)撞颗c產(chǎn)品干涉。
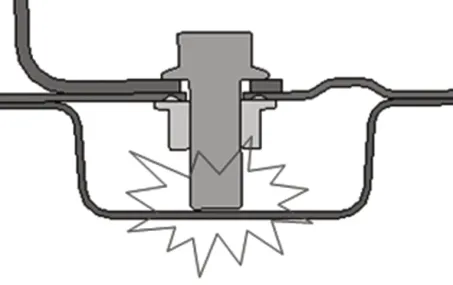
圖6 標(biāo)準(zhǔn)件裝配導(dǎo)致的干涉示意
4.2 焊接可行性分析
工藝評(píng)審中要檢查零件之間焊接方式是否最優(yōu),焊接過程是否可行,焊接效果是否可靠。一些通用的焊接可行性分析評(píng)審標(biāo)準(zhǔn)如下。
a.普通焊鉗本體寬度50 mm,避免干涉,焊鉗通過產(chǎn)品時(shí)兩側(cè)各留有5 mm 的間隙。所以為滿足焊接要求,產(chǎn)品最小距離為60 mm。如圖7所示。
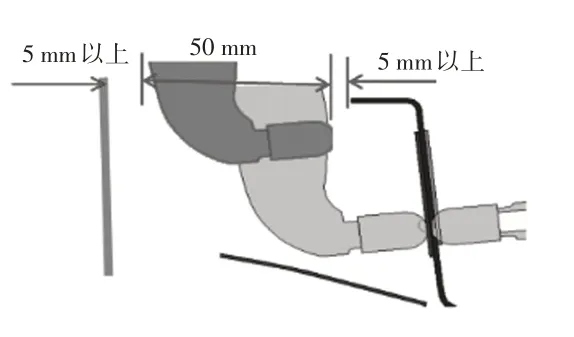
圖7 滿足焊接要求下產(chǎn)品最小開口距離示意
b.焊接電極深入產(chǎn)品孔內(nèi)時(shí),電極與產(chǎn)品間需要留有5 mm 間隙。如圖8 所示(D為產(chǎn)品孔徑,d為產(chǎn)品孔深度),當(dāng)d≤80 mm,則D≥Φ26 mm(Φ16 mm(電極接桿)+5 mm+5 mm);當(dāng)d>80 mm,則D≥Φ40 mm(Φ30 mm(焊鉗電極臂)+5 mm+5 mm)
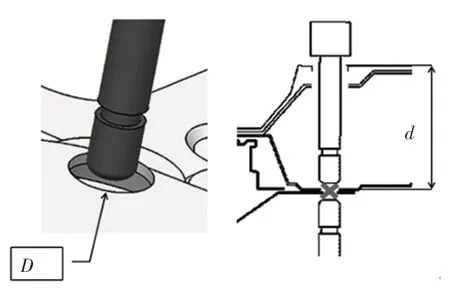
圖8 焊接電極深入產(chǎn)品孔內(nèi)作業(yè)示意
c.為保證焊接質(zhì)量,焊接面應(yīng)為平面,如圖9所示。

圖9 焊接面示意
d.避免焊接干涉,焊鉗與凸焊螺栓的安全距離應(yīng)保在5 mm 以上,如圖10 所示。
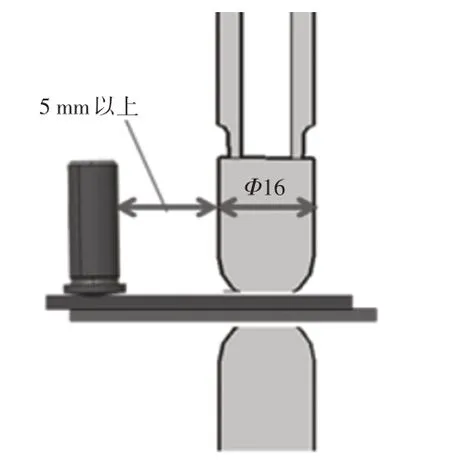
圖10 凸焊螺栓焊接示意
e.螺母附件焊接時(shí),焊鉗與螺母外沿的安全距離應(yīng)保持在2 mm 以上,如圖11 所示。按此標(biāo)準(zhǔn)可計(jì)算出不同規(guī)格螺母距離焊點(diǎn)的最小尺寸,如表1所示,其中e為螺母最大外輪廓尺寸,d為螺母中心與焊點(diǎn)中心的最小距離。
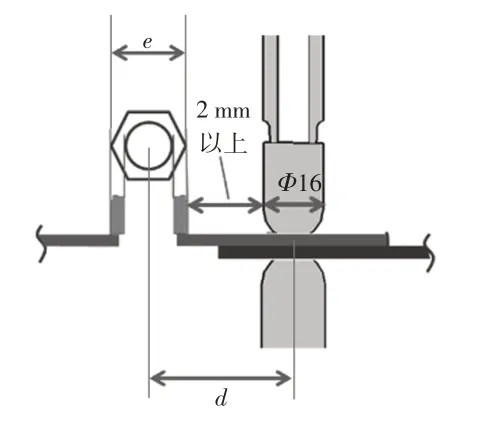
圖11 凸焊螺母焊接示意
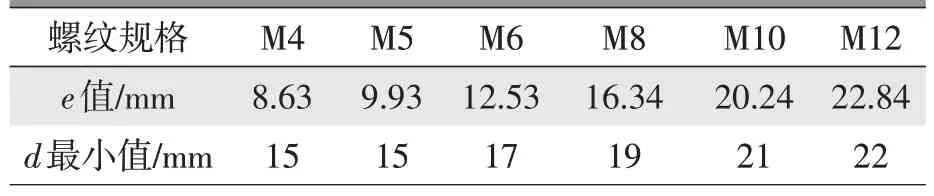
表1 焊接螺母外徑尺寸及距焊點(diǎn)安全距離
4.3 焊接作業(yè)性分析
a.人工操作時(shí),需要有良好的可視性,即焊點(diǎn)位置、裝配螺紋孔等易辨識(shí)。如圖12 所示,當(dāng)較小零件B 被大件A 覆蓋時(shí)(圖12a 所示),工人無法辨識(shí)焊點(diǎn)的位置,所以需要改進(jìn),把零件B 放在A 上面(圖12b 所示)。
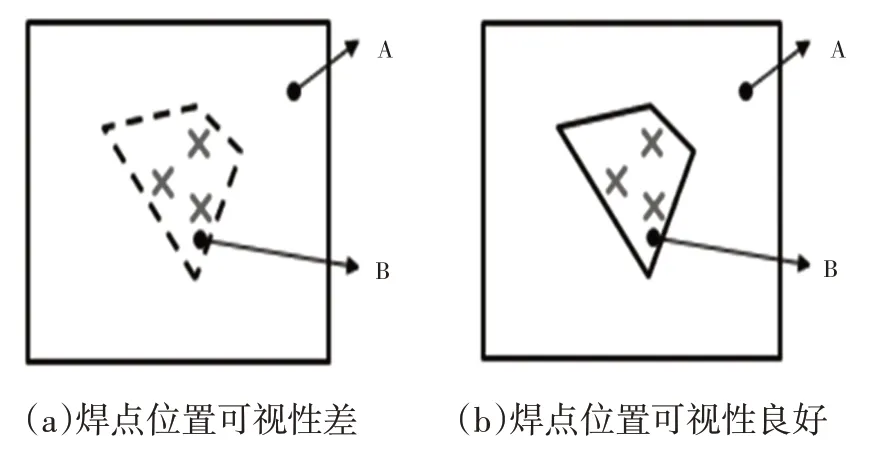
圖12 操作可視性示意
b.焊接作業(yè)性評(píng)審中,要對(duì)零件加工性進(jìn)行審核。如圖13 所示,2 個(gè)零件可以合成1 個(gè)件進(jìn)行沖壓,簡化焊接過程,降低成本。
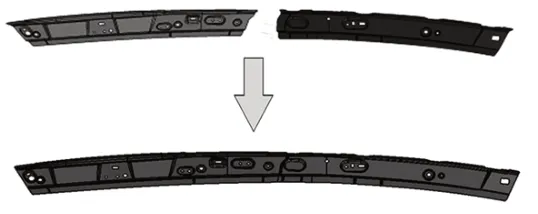
圖13 零件合拼示意
c.合理分配零件工序,減少焊接流程。如圖14,圖示位置 2 個(gè)焊點(diǎn)由原 2 層點(diǎn)改為 3 層點(diǎn),3 個(gè)零件可在一套夾具中實(shí)現(xiàn)焊接,減少設(shè)備投入。
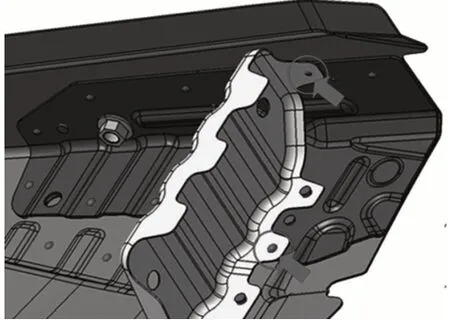
圖14 焊點(diǎn)層級(jí)結(jié)構(gòu)示意
d.合理分配零件工序,降低焊接難度。如圖15 所示,總成零件上如包含有小件(圖15a 所示),建議小件放在分總成焊接(圖15b 所示)。
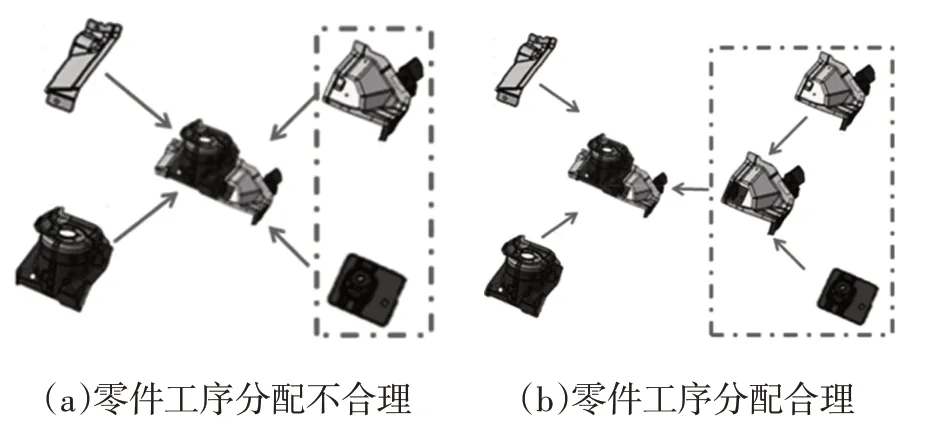
圖15 零件工序分配對(duì)比
4.4 工藝方案及布局分析
工藝方案及布局分析包括工藝規(guī)劃方案研討、工藝流程分析、平面布局研討、節(jié)拍分析、焊點(diǎn)分配研討和物流方案分析等內(nèi)容,其中很多條件需要主機(jī)廠輸入,如場地大小、輸送形式和節(jié)拍要求等,根據(jù)這些條件分析工藝方案是否滿足主機(jī)廠的要求并進(jìn)行改善。
5 車身定位系統(tǒng)
車身定位系統(tǒng)是保證車身制造精度和質(zhì)量的重要措施,也是保證產(chǎn)品設(shè)計(jì)合理性、車身最終制造精度的有效手段。
焊裝階段定位基準(zhǔn)的設(shè)計(jì)主要是夾具式樣書的設(shè)計(jì),夾具式樣書是夾具設(shè)計(jì)過程中的核心內(nèi)容之一,也是沖壓件品質(zhì)基準(zhǔn)書的主要參考標(biāo)準(zhǔn),是白車身開發(fā)同步工程最重要的輸出文件。
夾具式樣書的設(shè)計(jì)主要包括2 個(gè)部分,即主要控制點(diǎn)MCP 和主要控制方式MCS 的設(shè)計(jì),MCP/MCS 標(biāo)注舉例如圖 16、圖 17 所示。
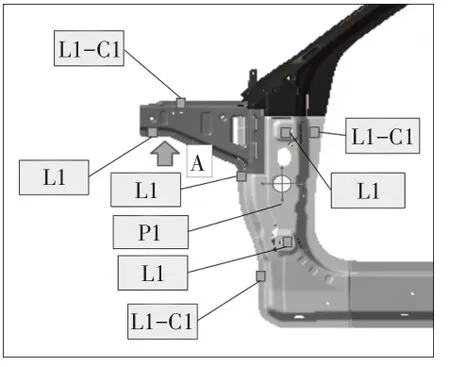
圖16 MCP標(biāo)注形式
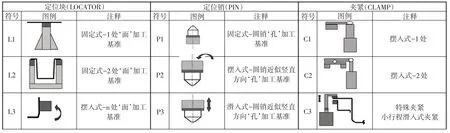
圖17 MCS標(biāo)注形式
5.1 夾具式樣書的制作原則
5.1.1 遵循3-2-1 原則
一個(gè)剛體在空間運(yùn)動(dòng)中有6 個(gè)自由度,沿著3個(gè)坐標(biāo)軸線的移動(dòng)和轉(zhuǎn)動(dòng)。MCP 要保證對(duì)這6 個(gè)自由度的控制,一般情況下每個(gè)板件要采用至少2個(gè)定位孔與3 個(gè)定位面[3]。
5.1.2 統(tǒng)一性原則
定位系統(tǒng)的主旨是通過避免基準(zhǔn)轉(zhuǎn)變來保證制造工藝過程的可靠性和可以重復(fù)利用的精確性,所以統(tǒng)一性原則要求從產(chǎn)品開發(fā)階段直到批量生產(chǎn),定位點(diǎn)的使用貫徹始終。主要體現(xiàn)在模具、夾具、檢具的基準(zhǔn)一致性。
5.1.3 繼承性原則
MCP 設(shè)計(jì)時(shí)要求沿著整車、白車身、車身本體及活動(dòng)件、下車身-側(cè)圍-頂蓋三大總成、各級(jí)分總成、沖壓單件的順序,從最后焊接的部件到最先焊接的部件,再到零件,自大的焊接總成到小的總成進(jìn)行設(shè)計(jì)制定,這樣有利于保證基準(zhǔn)的繼承性。
5.1.4 關(guān)鍵點(diǎn)控制原則
定位點(diǎn)優(yōu)先選取零件的關(guān)鍵功能面,減少公差累積,有利于后期精度問題的分析與解決。如鉸鏈控制面、安裝基準(zhǔn)面等。
5.2 MCP設(shè)定的具體標(biāo)準(zhǔn)
在設(shè)定MCP 之前,要依據(jù)產(chǎn)品的三維數(shù)據(jù)模型進(jìn)行分析,在設(shè)定MCP 過程中,通常依據(jù)一定的標(biāo)準(zhǔn)進(jìn)行,保證MCP 選取的穩(wěn)定性和可實(shí)施性,具體標(biāo)準(zhǔn)舉例如下。
a.優(yōu)先選擇大于8 mm 的孔作為定位孔,一般情況零件基準(zhǔn)孔大小參考值如表2。
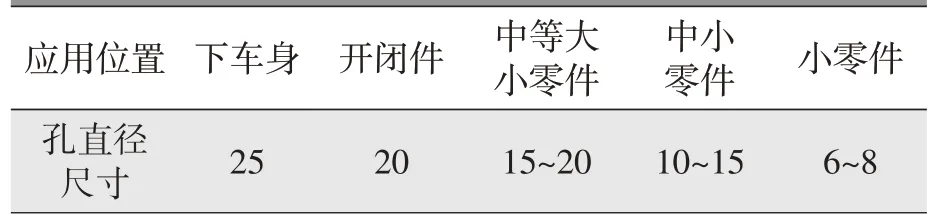
表2 零件基準(zhǔn)孔參考數(shù)值 mm
b.選擇公差精度要求高的孔作為定位孔,例如選擇重要的安裝孔作為定位孔。
c.定位孔在整個(gè)工件上應(yīng)盡量分開較大距離,合理分布,以便定位準(zhǔn)確。如圖18 所示,一般情況下,兩定位孔的距離至少占零件總長度L的3/5。
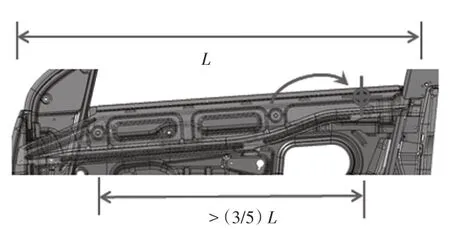
圖18 零件定位孔間距與兩件長度關(guān)系示意
d.主定位孔為圓孔,輔助定位孔一般為長圓孔;當(dāng)輔助定位孔也為圓孔時(shí),則需要菱形定位銷。
e.如遇面積較大,整體剛性不強(qiáng)的大件,如前地板面板、后地板面板等,可通過3~4 個(gè)圓銷定位圓孔的過定位方式提高定位精度。
f.定位孔附近要設(shè)置定位面,并且盡量選擇平面作為定位面。
g.定位面之間一般間隔200~350 mm,不易過密或過疏,其距離主要根據(jù)材料的厚度,焊接穩(wěn)定性設(shè)定。
6 工程變更需求
焊裝SE 中所提出的工程變更需求(Engineering Change Request,ECR)是在產(chǎn)品開發(fā)過程中對(duì)整車產(chǎn)品結(jié)構(gòu)的工藝性、焊接性、生產(chǎn)性、成本性進(jìn)行評(píng)審并提出的產(chǎn)品設(shè)變要求。焊裝SE 提出的ECR 樣式如圖 19 所示。
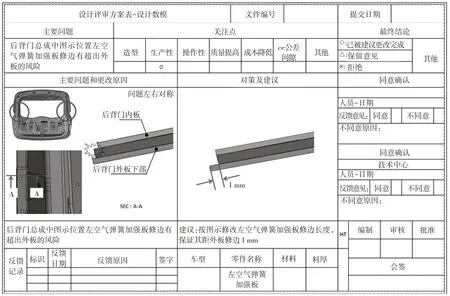
圖19 汽車焊裝同步工程ECR樣例
焊裝ECR 中經(jīng)常出現(xiàn)的問題列舉如下。
a.定位孔與過孔同心同徑;
b.焊接面未貼合;
c.非焊接面無間隙,尤其圓弧處;
d.焊接時(shí)焊槍與產(chǎn)品自身干涉;
e.焊接空間不足;
f.焊點(diǎn)層級(jí)分布混亂;
g.焊接接觸面為弧面,影響焊接質(zhì)量;
h.上件過程中制件相互干涉。
7 結(jié)束語
同步工程技術(shù)在車身焊裝工藝中的應(yīng)用,使產(chǎn)品設(shè)計(jì)與制造工藝提前結(jié)合,在設(shè)計(jì)階段將制造過程中可能出現(xiàn)的問題進(jìn)行有效處理,確保制造階段滿足產(chǎn)品設(shè)計(jì)的要求,縮短產(chǎn)品開發(fā)周期,減少產(chǎn)品開發(fā)成本,同時(shí)對(duì)提高白車身焊接質(zhì)量起到極大的促進(jìn)作用。隨著汽車焊裝制造工藝的不斷發(fā)展,同步工程在該領(lǐng)域的應(yīng)用將更加深入,起到的積極作用也將愈加顯著。
猜你喜歡
包裝工程(2022年12期)2022-07-04 03:05:42
中國寶玉石(2020年4期)2020-09-23 07:52:10
中國寶玉石(2020年4期)2020-09-23 07:51:36
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
工業(yè)設(shè)計(jì)(2016年11期)2016-04-16 02:44:31
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
玩具(2009年10期)2009-11-04 02:33:14
