球鐵軋輥輥頸等離子堆焊材料設計和工藝研究
2021-07-20 04:01:30劉士彬杜江偉陳亞通霍曉真馮志平
四川冶金 2021年3期
關鍵詞:裂紋
劉士彬,杜江偉,張 雨,陳亞通,霍曉真,馮志平
(1.邢臺軋輥特種制造有限公司,河北 邢臺 054000;2.中鋼集團邢臺機械軋輥技術中心,河北 邢臺 054000;3.軋輥復合材料國家重點實驗室,河北 邢臺 054025)
熱連軋粗軋工作輥的輥頸材質為球墨鑄鐵,硬度低,強度低,耐磨性較差。由于粗軋工作輥扭矩大,振動大,并且還進行可逆軋制,使用一段時間后在扁頭的四個棱邊處會產生嚴重的磨損,使工作輥的軋制平穩性差,影響軋制效果,甚至不能再使用,為此在軋輥制造工藝上對易磨損處采取堆焊耐磨層措施[1-5]。而球鐵材質存在大量球形石墨,碳當量比較高,易出現白口及淬硬組織,塑性較差,發生裂紋的敏感性強。為解決目前球鐵輥芯的表面堆焊問題,針對現有埋弧堆焊的線能量高、熱輸入大、熔深大等特點,擬采用一種堆焊熔深可控、母材稀釋率低的小熔池熔敷手段,解決球鐵軋輥焊接易產生裂紋的問題。基于此,對球鐵耐磨層的等離子堆焊方法進行了研究。
1 等離子試驗設計和結果
本試驗采用等離子設備型號為DML-03BD,試驗參數電流125A,送粉轉速為25 r/min,三種氣體和流量分別為保護氣15 L/min,送粉氣5 L/min和等離子氣1.5 L/min。
1.1 過渡層試樣試驗
1.1.1 過渡層合金粉的設計
本試驗選用鐵鎳合金,Ni的質量分數如表1所示,其余元素為Fe。
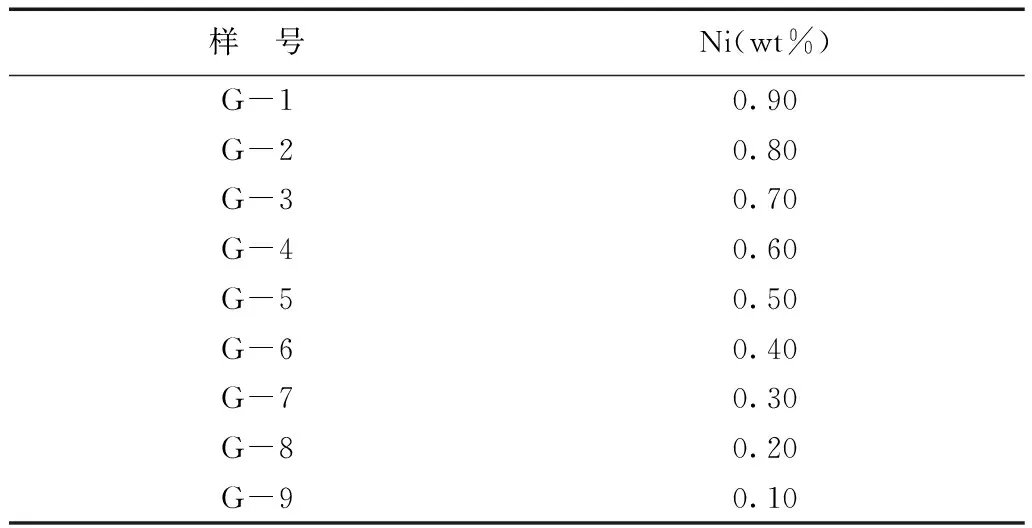
表1 過渡層材料成份設計表
試驗件選取球鐵工作輥輥頸扁面部位,材料為球鐵。用砂輪機在扁面上磨制尺寸為6 mm×40 mm×5 mm的長條缺陷36條,分別采用冷焊、熱焊(中間溫度大于200 ℃)進行9種材料的堆焊,每條缺陷逐層堆焊,堆焊高度為超出扁面的平面2 mm,焊后包裹石棉布緩冷。堆焊完成后打磨各堆焊試樣高度至與扁面平,進行著色裂紋檢查和硬度測試。
1.1.2 過渡層的試驗結果
鑄鐵軋輥輥頸扁面結合層材料堆焊裂紋檢查結果如表2所示,過渡層試樣裂紋著色檢查結果如圖1所示。

表2 過渡層堆焊著色檢查結果
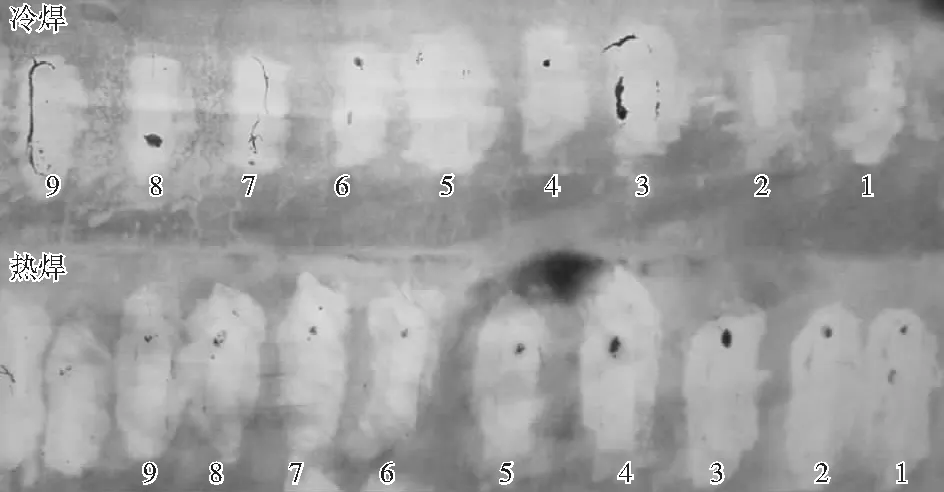
圖1 過渡層堆焊著色檢查結果
從裂紋著色檢測結果看,冷態焊接G-1、G-2號沒有裂紋,其余都有裂紋,G-4在收弧處有氣孔。熱態焊接G-2、G-5、G-7號收弧處有氣孔,且7號氣孔周圍伴生裂紋,G-3、G-6、G-8號有輕微裂紋;熱態焊接G-1、G-4、G-9號沒有缺陷,效果較好。
經過硬度試驗檢測發現,G-6、G-7、G-8和G-9號的硬度過大,不適合作為過渡層堆焊材料。
根據上述結果,選用G-1號試樣成份作為球鐵的過渡層材料。
1.2 硬層試樣試驗
1.2.1 硬層等離子粉的設計試驗
確立C、B、Si、Ni為變化元素,固定Cr為定值,進行了正交表設計。本試驗等離子粉正交表如表3,其余元素為Fe。
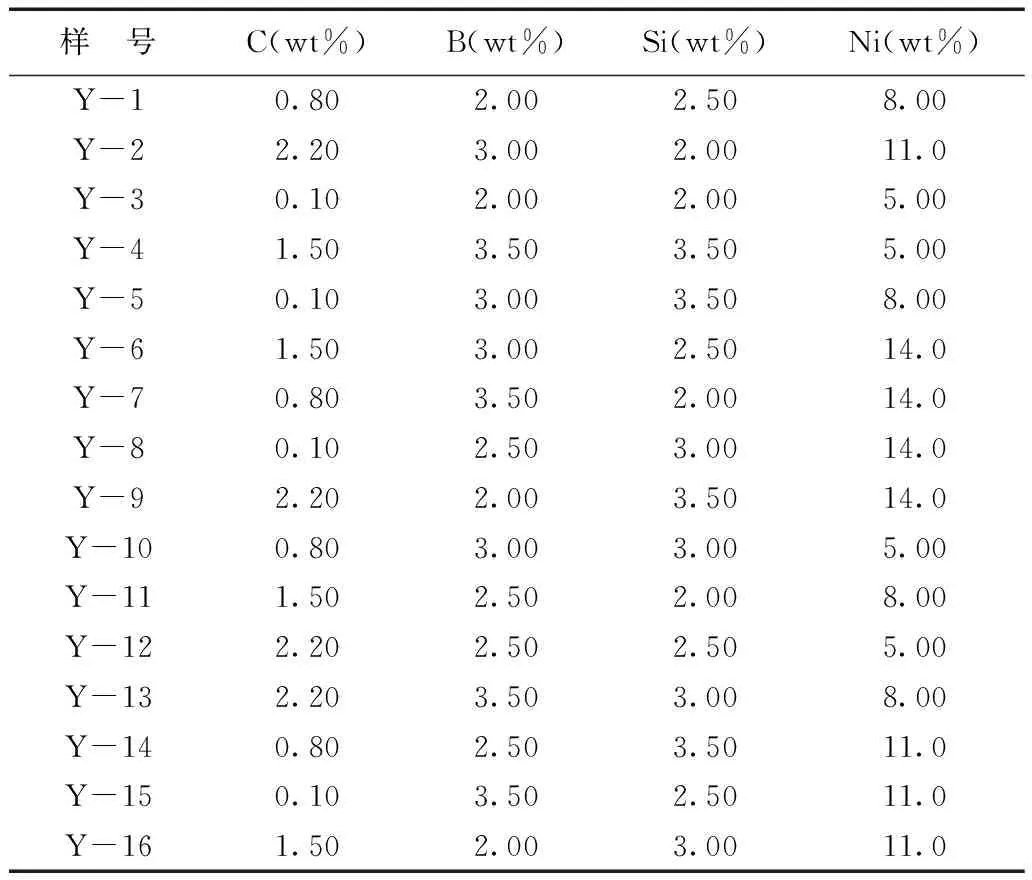
表3 硬層材料設計表
按照上述方案進行配粉,制得16種等離子粉。焊粉的顆粒度為80 200目,每次使用前用金屬粉烘干箱在200 ℃下烘干2小時。選擇尺寸為30 mm×20 mm×40 mm的 A3鋼試樣進行試焊,堆焊前用箱式爐將試樣加熱至250 ℃,保溫2小時。粉末堆焊焊縫尺寸為40 mm×20 mm×15 mm,堆焊中,試板溫度不大于400 ℃。試驗分冷態焊接和熱態焊接,焊后包裹陶瓷纖維將試樣緩冷至室溫。將堆焊硬度試驗試樣16塊,磨削至焊縫平整,打磨表面至Ra3.2,進行著色檢查金相檢驗和硬度測試。
1.2.2 硬層粉的設計試驗結果
試樣的硬度和裂紋檢查結果如表4和表5所示,硬層試樣裂紋著色檢查照片如圖2所示。

表4 硬層堆焊硬度表(HSD)

表5 硬層堆焊著色檢查結果
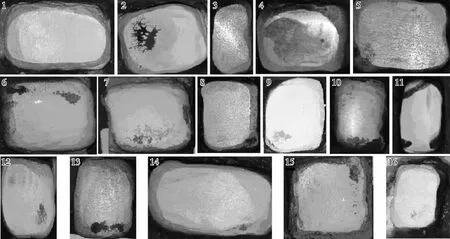
圖2 硬層堆焊著色檢查結果
Y-2和Y-11號長裂紋產生在一角,裂紋直且清晰,符合冷裂紋的特征,產生裂紋可能與材料硬度高有關系。針對高硬度的材料,冷速的影響較大,需采用較高的層間溫度,較小的冷速,工藝條件不易控制,故不選用此粉末。Y-6、Y-10、Y-13號和Y-15號裂紋都產生在最后一焊道上,裂紋伴隨著氣孔,缺陷寬,面積大,產生裂紋的原因和材料性能相關還可能同堆焊時的氣體保護有關。Y-7、Y-9和Y-16在收弧處均出現裂紋,焊接性不穩定。其余粉末堆焊沒有明顯缺陷,根據不同硬度需要可選擇相應材料作為硬層材料,如表6所示。

表6 硬層材料選擇
堆焊層焊縫區的組織如圖3所示。
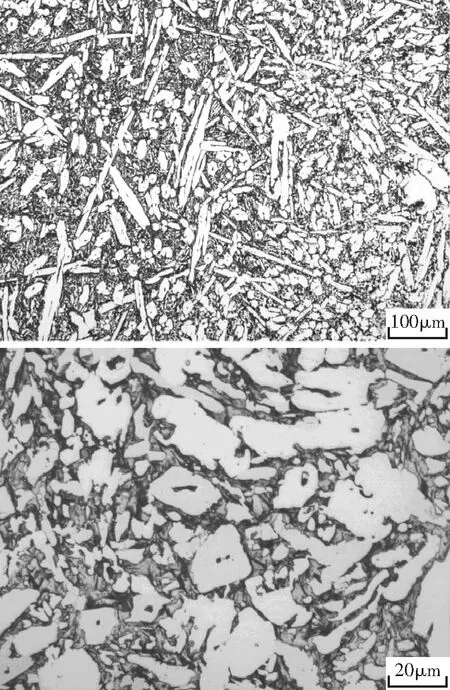
圖3 硬層堆焊層組織
等離子堆焊冷卻速度較大,組織為馬氏體和殘余奧氏體,具有較高的硬度。
1.3 產品試驗
根據軋輥硬度需要和試驗結果,選出適合硬度要求HSD40~50產品進行產品試驗,制訂了熱連軋粗軋工作輥的球鐵材料輥頸扁面耐磨層試驗工藝,選擇一支報廢產品進行了產品的堆焊試驗。
選用廢鑄鐵軋輥,在軋輥扁面端頭大倒角處進行堆焊試驗。堆焊前將堆焊部位去除油漬,打磨至無銹光潔平整,用煤氣加熱輥頸至250 ℃,保溫2小時,用金屬粉烘干箱將等離子粉在200 ℃烘干2小時;使用G-3號粉末堆焊過渡層,堆焊一層,檢查裂紋情況,若無裂紋,繼續堆焊硬層材料,硬層堆焊選擇硬層材料Y-3號和Y-14號在倒角逐層堆焊,將倒角填成直角,倒角尺寸30 mm×20 mm,堆焊長度80 mm;焊后包裹陶瓷纖維緩冷至室溫。著色檢查裂紋情況。
選擇Y-14號經連續堆焊,冷卻后,發現堆焊層裂紋情況嚴重,在平面和立面都出現龜裂,且兩面裂紋相連,經打磨后發現裂紋貫透至母材;經觀察裂紋為平直,無邊部收縮,判定為應力裂紋,因一次堆焊厚度較大(20 mm),致使應力積累過大超出材料斷裂強度出現裂紋,如圖4(a)所示。另外,Y-14號材料碳含量較高,組織中碳化物較多,且有長度較大的條狀碳化物,在焊接應力作用下容易斷裂成為裂紋源。
Y-3號硬層材料在倒角上進行層狀堆焊,堆焊四層,調整焊接參數,調整一次堆焊厚度在15 mm,沒有出現裂紋,如圖4(b)所示。

(b)Y-3號堆焊結果
最終選定G-1過渡層和硬層Y-3號等離子粉末進行軋輥輥頸堆焊生產。目前通過選定的材料和制定工藝對5支臺灣中鋼軋輥進行等離子堆焊修復,后經著色探傷檢查無裂紋,硬度能達到相應的使用要求,且經過一年的使用后仍能繼續工作。

(a)Y-14號堆焊結果
2 結論
(1)通過對等離子堆焊材料的研究,設計了鐵鎳等離子粉末材料進行試樣過渡層堆焊,得到一種堆焊性能較好,硬度適中的過渡層材料。
(2)設計了性能良好的硬層堆焊等離子粉末,硬度可達到40~60HSD,以滿足不同硬度需求的軋輥等離子堆焊。
(3)初步摸索出了一種針對球鐵軋輥輥頸局部堆焊的方法,利用等離子弧為焊接源,焊前在250 ℃下預熱2小時,焊后包裹陶瓷纖維緩冷,使用研究的過渡層和硬層等離子粉末在熱連軋粗軋球芯軋輥輥頸堆焊耐磨層。經過產品的試驗,工藝方法穩定可靠。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38