柳鋼1450熱軋線薄規(guī)格穩(wěn)定軋制控制實踐
2021-07-20 04:01:32粟勁超趙忠云
四川冶金 2021年3期
耿 偉,粟勁超,趙忠云
(廣西柳州鋼鐵集團(tuán)有限公司熱軋板帶廠,廣西 柳州 545002)
柳鋼1450熱軋線于2012年建成投產(chǎn),年產(chǎn)能350萬噸,設(shè)計軋制厚度規(guī)格1.2 mm~12.7 mm,采用全國內(nèi)集成的設(shè)備布置及控制系統(tǒng)。該產(chǎn)線自建成以來經(jīng)多次技術(shù)改進(jìn)和工藝優(yōu)化,目前設(shè)備維護(hù)良好,工藝技術(shù)成熟,能夠批量穩(wěn)定生產(chǎn)極限厚度為1.5 mm的薄板。
通常薄規(guī)格極限材(泛指厚度≤2.0 mm)軋制穩(wěn)定性及產(chǎn)品技術(shù)質(zhì)量指標(biāo)控制水平一定程度上代表著一條熱連軋產(chǎn)線的綜合技術(shù)能力和產(chǎn)品市場競爭力。同時,薄規(guī)格極限材具有較強(qiáng)的附加創(chuàng)效能力,可為企業(yè)創(chuàng)造較好的經(jīng)濟(jì)效益和品牌效應(yīng)。本文主要針對柳鋼1450熱軋線薄規(guī)格極限材軋制過程中存在的影響生產(chǎn)效率及質(zhì)量穩(wěn)定性的共性問題,制定了涵蓋軋制排產(chǎn)優(yōu)化、全流程工藝制度精細(xì)化設(shè)計與管控、關(guān)鍵設(shè)備運行狀態(tài)在線監(jiān)控、操作技能標(biāo)準(zhǔn)化推廣等措施,有效提升薄規(guī)格生產(chǎn)穩(wěn)定性及產(chǎn)品綜合質(zhì)量指標(biāo),不斷提高薄規(guī)格極限材的創(chuàng)效能力及市場競爭力。
1 薄規(guī)格生產(chǎn)的主要影響因素
(1)軋制溫度窗口較窄,全工序溫度均勻性控制要求較高。薄規(guī)格極限材在軋制過程中對溫度要求極其嚴(yán)苛,局部區(qū)域溫度波動會遺傳到后工序,引起軋制過程的不均勻性變形,造成尺寸、板形惡化,甚至出現(xiàn)帶鋼中尾部局部低溫區(qū)域進(jìn)入兩相區(qū)軋制的情況。由于兩相區(qū)軋制時奧氏體和鐵素體的組織結(jié)構(gòu)存在明顯差異性,在大壓下率變形過程中易出現(xiàn)嚴(yán)重的板形質(zhì)量問題,造成甩尾軋破、堆鋼等重大生產(chǎn)事故[1],且隨著軋制厚度越薄,溫度因素導(dǎo)致的局部兩相區(qū)軋制幾率越高,板形、尺寸控制難度越大。
(2)對設(shè)備精度要求高,薄規(guī)格軋制必須保證設(shè)備功能精度良好。嚴(yán)格控制非工藝性的漏水冷卻[2],設(shè)備狀態(tài)優(yōu)劣直接影響到薄規(guī)格生產(chǎn)的穩(wěn)定性。
(3)對人員操作水平要求高,薄規(guī)格軋制對于操作人員的技能、綜合素質(zhì)要求更加嚴(yán)格。由于薄規(guī)格軋制速度快,精軋頭部穿帶穩(wěn)定性差,受現(xiàn)場設(shè)備狀態(tài)和生產(chǎn)環(huán)境因素干擾較大,生產(chǎn)難度和風(fēng)險都明顯高于常規(guī)品規(guī),容易發(fā)生浪形、軋破、甩尾以及其后引起的精軋工作輥損傷產(chǎn)生輥印缺陷,嚴(yán)重時會發(fā)生堆鋼軋廢等嚴(yán)重故障。
(4)生產(chǎn)成本高。薄規(guī)格必須保證精軋在足夠高的溫度以上進(jìn)行軋制,因此加熱要求較長的在爐時間和較高的爐氣溫度。同時生產(chǎn)節(jié)奏緩慢,煤耗、電耗、燒損大幅增加,小時產(chǎn)量和成材率低于常規(guī)品規(guī),生產(chǎn)成本明顯高于常規(guī)品規(guī)。
2 薄規(guī)格軋制穩(wěn)定性提升措施
2.1 軋制排產(chǎn)精細(xì)管控
由于薄規(guī)格軋制要求加熱溫度高、在爐時間長,對于生產(chǎn)節(jié)奏和能耗影響較大,同時薄規(guī)格生產(chǎn)不穩(wěn)定因素較多,對此采用合理控制過渡材和排產(chǎn)模式提高薄規(guī)格加熱效率,需要做好完整的臨時可改計劃準(zhǔn)備,主要采取以下措施:
(1)薄規(guī)格過渡材要求,薄規(guī)格生產(chǎn)計劃將停機(jī)保溫過渡材控制在5塊/爐,同時將薄規(guī)格計劃排產(chǎn)在精軋換輥后,利用換輥時間進(jìn)行保溫。
(2)薄規(guī)格連續(xù)排產(chǎn)及熱裝熱送模式,由于薄規(guī)格軋制節(jié)奏慢,薄規(guī)格后計劃鋼卷溫度跟隨偏高,同時操作人員狀態(tài)適應(yīng)等因素,通常采用3個計劃連續(xù)排產(chǎn)的模式,提高生產(chǎn)效率及操作穩(wěn)定性。
(3)臨時非計劃改軋準(zhǔn)備,針對薄規(guī)格計劃提前準(zhǔn)好可改軋計劃規(guī)格,當(dāng)工況或者人員狀態(tài)不理想時,可及時進(jìn)行非計劃緊急改規(guī)格軋制,確保生產(chǎn)的連續(xù)進(jìn)行。
2.2 定制化工藝設(shè)計
由于薄規(guī)格軋制全過程對于溫度的苛刻要求,特別是精軋溫度對于薄規(guī)格軋制的穩(wěn)定性至關(guān)重要,因此通過制定詳細(xì)的加熱工藝制度,縮小加熱溫度波動范圍,同時降低軋線過程溫降,提高精軋入口溫度。
2.2.1 加熱制度優(yōu)化
針對薄規(guī)格精軋穩(wěn)定軋制溫度要求,優(yōu)化加熱爐溫度制度,合理控制各段爐氣溫度目標(biāo)和在爐時間,為后續(xù)軋制提供溫度保障[2]。薄規(guī)格爐氣溫度目標(biāo)如表1,采用較小的爐溫控制偏差范圍及穩(wěn)定的各段加熱時間控制提高板坯加熱質(zhì)量及均勻性,要求入爐溫度≥400 ℃熱坯裝鋼間距按250 mm控制、入爐溫度<400 ℃冷坯裝鋼間距按400 mm控制,開軋前4塊在爐時間控制在210±10 min。
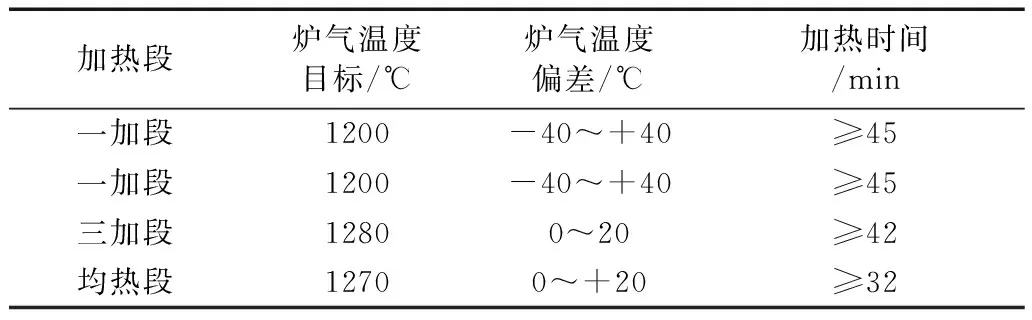
表1 薄規(guī)格加熱溫度制度
2.2.2 減少精軋前過程溫降
控制中間坯過程溫降,主要通過提高精軋前軋制節(jié)奏,縮短中間坯溫降時間,同時在保證表面質(zhì)量的前提下減少除鱗開水量。
(1)對粗軋輥道加減速、粗軋區(qū)速度控制及熱卷箱速度控制優(yōu)化,適當(dāng)縮短粗軋各道次拋鋼距離;由于薄規(guī)格板坯加熱溫度較高,將各粗軋道次咬鋼速度、軋制速度、拋鋼速度提高至最大值。
(2)熱卷箱穿帶速度、卷取速度均適當(dāng)提高,減少粗軋軋制和熱卷箱卷取時間,很好地縮小了中間坯溫降以及通板溫差。
(3)減少薄規(guī)格粗軋機(jī)架間除鱗、適當(dāng)采用精除鱗單排、精軋帶鋼水和側(cè)噴水等全關(guān)閉的模式,在保證帶鋼表面質(zhì)量的同時減少溫降。
2.2.3 軋線非工藝?yán)鋮s
排查軋線漏水與冷卻不均情況,冷卻不均即溫度不均在軋制過程中出現(xiàn)變形不均勻,板形控制困難。
(1)將軋線地輥冷卻水集管角度逐個調(diào)整,避免水濺射到鋼板表面。
(2)及時調(diào)整變形的精軋機(jī)架導(dǎo)衛(wèi),更換磨損嚴(yán)重的切水板,避免切水不良導(dǎo)致漏水。
(3)恢復(fù)熱卷箱區(qū)域外冷水的自動控制,避免外冷水常開造成帶坯的異常冷卻。
(4)將精除鱗箱切水板按設(shè)計標(biāo)準(zhǔn)恢復(fù),提高切水效果及排水能力,避免大量除鱗水對鋼板的不均勻冷卻。
2.2.4 寬度拉窄控制
薄規(guī)格由于其軋制溫度高、變形量大、精軋穿帶穩(wěn)定性差、對于活套狀態(tài)敏感等特點,經(jīng)常出現(xiàn)精軋寬度拉窄缺陷,特別是Q235B低強(qiáng)度系列更加凸顯,拉窄距離達(dá)到100 m。對此主要從粗軋中間坯寬度預(yù)補(bǔ)償、精軋活套優(yōu)化等方面進(jìn)行改進(jìn),減少拉窄缺陷量。
(1)立輥短行程優(yōu)化
AWC液壓立輥控制,可實現(xiàn)通板實時寬度調(diào)整,通過對短行程控制參數(shù)優(yōu)化,增加中間坯尾部控制距離,提高立輥短行程寬度控制有效長度,參數(shù)優(yōu)化如表2。
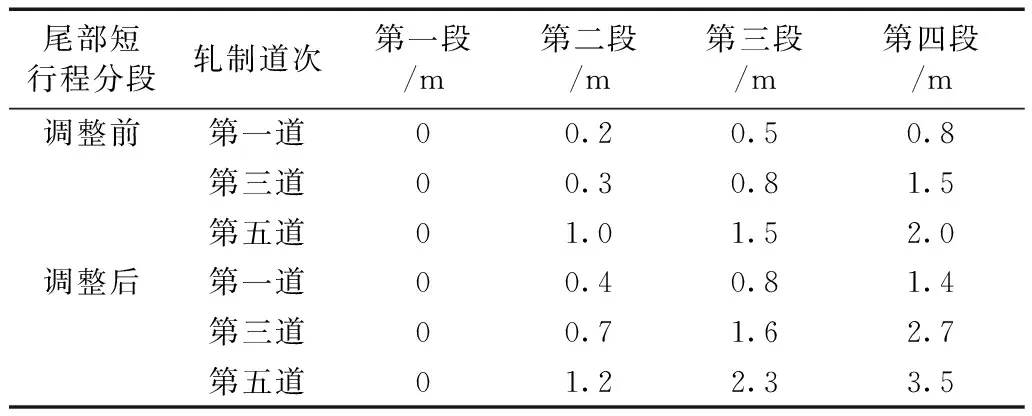
表2 粗軋立輥尾部短行程優(yōu)化
(2)精軋活套優(yōu)化
精軋活套主要用于保持機(jī)架間秒流量均衡,同時起到張力對正糾偏的作用。在精軋穿帶過程中帶鋼從自由態(tài)轉(zhuǎn)變?yōu)閺埩B(tài),活套在建立張力過程中不穩(wěn)定,容易出現(xiàn)帶鋼寬度拉窄問題。對此考慮薄規(guī)格軋制溫度高、變形抗力較小,適當(dāng)將活套張力調(diào)小可一定程度減少拉窄量,同時要求每次活套停電后恢復(fù)均要進(jìn)行碼盤和閥芯零漂標(biāo)定。
2.3 動態(tài)管控設(shè)備運行狀態(tài)
保持粗軋設(shè)備精度狀態(tài)良好,改善粗軋中間坯板形質(zhì)量,同時提高精軋設(shè)備控制穩(wěn)定性及可操控能力[2],主要從監(jiān)控軋機(jī)剛度穩(wěn)定、牌坊窗口間隙良好、對中設(shè)備精度良好等幾個方面。
2.3.1 粗軋區(qū)域
(1)每次檢修對粗軋區(qū)域拉線做對中校準(zhǔn),調(diào)整粗軋機(jī)前后推床對中及水平,核對標(biāo)定粗軋立輥對中,確保軋鋼過程中對鋼板的對中調(diào)整,防止軋制跑偏造成中間坯板形不良[3]。
(2)每次檢修測量粗軋機(jī)工作輥牌坊窗口尺寸和導(dǎo)衛(wèi)間隙尺寸,更換支撐輥時測量支撐輥牌坊窗口尺寸,對于不滿足要求的及時調(diào)整更換。粗軋機(jī)牌坊窗口尺寸控制標(biāo)準(zhǔn)及測量周期如表3。
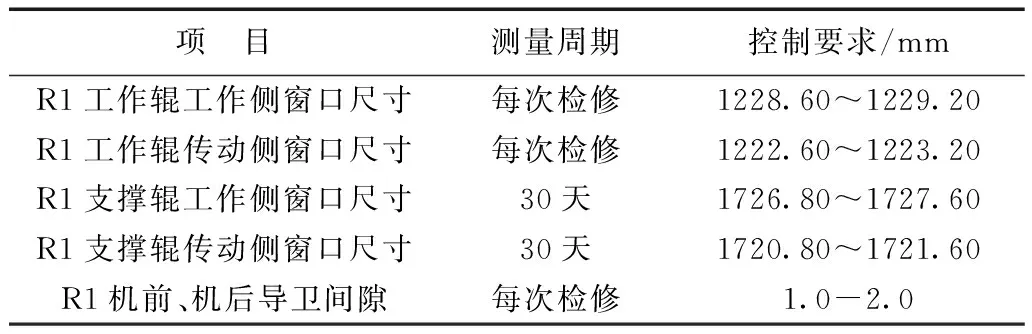
表3 粗軋機(jī)牌坊窗口尺寸及導(dǎo)衛(wèi)間隙控制標(biāo)準(zhǔn)
(3)及時更換磨損嚴(yán)重的粗軋機(jī)階梯墊、前后導(dǎo)衛(wèi),對于粗軋機(jī)輥縫的水平及平衡至關(guān)重要,而輥縫的水平對中直接決定了軋制板形質(zhì)量。
(4)每周定期做軋機(jī)剛度測量,實時監(jiān)控軋機(jī)當(dāng)前狀態(tài),剛度測量數(shù)據(jù)異常或者兩側(cè)偏差較大時,及時排查支撐輥圓弧墊、階梯墊磨損等并及時處理[4],同時對比分析支撐輥和工作輥的匹配情況,粗軋機(jī)剛度測量如圖1。

圖1 粗軋機(jī)剛度測量曲線Fig.1 Stiffness measurement curve of roughing mill
2.3.2 精軋區(qū)域
精軋區(qū)域是熱軋成品軋制工序,將直接決定成品帶鋼板形質(zhì)量,而薄規(guī)格軋制的技術(shù)瓶頸也在精軋區(qū),精軋區(qū)設(shè)備功能精度、中間坯溫度均勻性、非工藝性冷卻控制良好是薄規(guī)格穩(wěn)定軋制的基礎(chǔ)條件[5]。
(1)每次檢修以軋機(jī)牌坊中心為對中點校準(zhǔn)精軋小立輥、F1-F7入口側(cè)導(dǎo)板對中,并核對不同開口度時對中情況。
(2)定期測量F1-F7工作輥窗口尺寸、支撐輥窗口尺寸并及時調(diào)整,精軋機(jī)牌坊窗口尺寸控制標(biāo)準(zhǔn)及測量周期如表4。
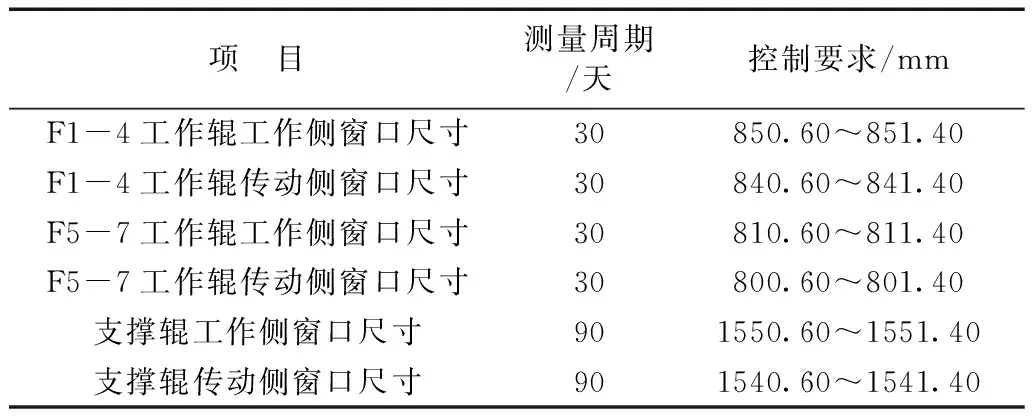
表4 精軋機(jī)牌坊窗口尺寸控制標(biāo)準(zhǔn)
(3)每周定期做軋機(jī)
剛度測量,實時監(jiān)控軋機(jī)當(dāng)前狀態(tài)。剛度測量數(shù)據(jù)異常或者兩側(cè)偏差較大時,及時排查支撐輥圓弧墊、上下階梯墊、均勻墊磨損等并及時處理,同時對比支撐輥和工作輥的匹配情況。
2.4 軋制調(diào)整策略優(yōu)化
2.4.1 粗軋板形控制
在軋制薄規(guī)格時需利用過渡材調(diào)整粗軋板形趨勢至良好狀態(tài),薄規(guī)格軋制時一般不進(jìn)行板形調(diào)整,保持比較穩(wěn)定的中間坯板形,同時固定機(jī)架除鱗道次和軋制速度,盡可能為精軋?zhí)峁┌逍魏蜏囟确€(wěn)定的中間坯。
2.4.2 精軋負(fù)荷分配
軋制薄規(guī)格時精軋大壓下率軋制、設(shè)備高負(fù)荷運行,因此采用合理精軋負(fù)荷分配既可以有效提高穿帶和軋制穩(wěn)定性也可以保證設(shè)備運行安全性,經(jīng)過長期的探索分析制定了一整套薄規(guī)格精軋軋制負(fù)荷分配參數(shù),1.8×1250 mm規(guī)格精軋負(fù)荷分配如表5。

表5 1.8×1250 mm精軋負(fù)荷分配
2.4.3 軋線側(cè)導(dǎo)板控制優(yōu)化
軋線側(cè)導(dǎo)板等對中導(dǎo)向設(shè)備在軋制薄規(guī)格時至關(guān)重要,良好精準(zhǔn)的對中糾偏可以提高薄規(guī)格軋制穩(wěn)定性,因此在保證側(cè)導(dǎo)板精度的前提下將軋線側(cè)導(dǎo)板開口度偏移量適當(dāng)收小,提高側(cè)導(dǎo)板導(dǎo)向?qū)χ械男Ч筛纳栖堉品€(wěn)定性。
2.4.4 精軋AGC壓尾功能
薄規(guī)格軋制時,頭部穿帶和尾部拋鋼均處于不穩(wěn)定的自由態(tài),外界小的擾動都容易出現(xiàn)軋破、甩尾等缺陷故障,因此在頭部穿帶和尾部拋鋼時要盡可能保持穩(wěn)定,在軋制薄規(guī)格時取消掉后機(jī)架AGC壓尾功能。
2.4.5 精軋速度制度
薄規(guī)格軋制時,設(shè)備和人員通常處于相對極限的狀態(tài),應(yīng)盡可能減少環(huán)境變量影響因素,因此精軋速度采用恒速軋制,同時也有利于終軋溫度的穩(wěn)定控制。
2.4.6 潤滑軋制合理控制
精軋軋制潤滑工藝的使用可以顯著降低軋制負(fù)荷,提高產(chǎn)品質(zhì)量,但是由于現(xiàn)場工況環(huán)境的影響,往往潤滑工藝不能達(dá)到上下輥面、左右兩側(cè)輥面完全一致,因此會出現(xiàn)軋制時的變形狀態(tài)不均勻,容易產(chǎn)生軋破、甩尾等缺陷故障。對此在軋制強(qiáng)度較小的鋼種薄規(guī)格時取消精軋工藝潤滑。
3 實施效果
通過實施排產(chǎn)優(yōu)化及精細(xì)化生產(chǎn)組織管控、薄規(guī)格工藝制度定制化、設(shè)備良好狀態(tài)控制以及操作調(diào)整技巧策略標(biāo)準(zhǔn)化執(zhí)行,熱軋1450線薄規(guī)格生產(chǎn)穩(wěn)定性以及效能和技術(shù)經(jīng)濟(jì)指標(biāo)顯著提升,≤2.0 mm薄規(guī)格軋制節(jié)奏可達(dá)到18塊/小時、綜合成材率達(dá)到97.5%,精軋出口帶鋼中心線基本控制在±30 mm以內(nèi)如圖2,產(chǎn)品輥印缺陷、板形和卷形不良如圖3、尺寸不合等質(zhì)量問題較大幅度減少。

圖2 薄規(guī)格中心線趨勢圖 圖3 薄規(guī)格軋卷實物Fig.2 Center line trend of thin specification Fig.3 Thin gauge rolled coil
4 結(jié)論
(1)通過薄規(guī)格計劃排產(chǎn)優(yōu)化、工藝制度精細(xì)化管控,保證精軋后機(jī)架大壓下率變形區(qū)的相區(qū)轉(zhuǎn)變與相變理論的吻合性,確保精軋區(qū)溫度質(zhì)量和溫度均勻性,提高薄規(guī)格軋制穩(wěn)定性和生產(chǎn)效率,降低生產(chǎn)成本,薄規(guī)格綜合成材率提高至97.5%以上。
(2)保持設(shè)備運行狀態(tài)優(yōu)良,加強(qiáng)軋線核心設(shè)備功能精度狀態(tài)監(jiān)控維護(hù),提高軋線設(shè)備功能精度及可控性,為薄規(guī)格軋制提供基礎(chǔ)條件。
(3)結(jié)合設(shè)備控制精度實施的操作調(diào)控策略優(yōu)化,提升產(chǎn)品的尺寸、板形、實物質(zhì)量指標(biāo),進(jìn)一步提高薄規(guī)格軋制穩(wěn)定性,減少軋破、甩尾、浪形缺陷,同時提高成品卷形質(zhì)量。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00