雙向拉伸薄膜的成型論略(一)
2021-07-20 08:07:22杜永勝王德鈞周偉杜煜超張曉龍
塑料包裝 2021年3期
杜永勝 王德鈞 周偉 杜煜超 張曉龍
(1.山東永健機械有限公司;2.山東勞動職業(yè)技術學院;3.青島科技大學)
雙向拉伸薄膜成型的三大基本要素是樹脂助劑、加工工藝和加工設備(包括模具)缺一不可,其生命力與其它行業(yè)產(chǎn)品一樣,以有特色或有創(chuàng)新而變化。[1]雙向拉伸薄膜持續(xù)發(fā)展的活力,乃在于原輔材料和工藝裝備的互為因果,在于雙拉膜制備精密和自動生產(chǎn)能力的提升。
一、雙向拉伸薄膜的概況
1.1 雙拉膜的定義
高分子聚合物被加熱熔融成為熔體后,經(jīng)過狹長的“T型”模頭流延、急冷來鑄成厚片,再在設定的溫度和速度范圍里(高彈態(tài)溫度和拉伸速度)順著縱、橫兩個方向進行一定倍率的拉伸,促使其分子鏈或結晶沿著平面方向有序排列,并在繃緊或松弛狀態(tài)下固定大分子的取向結構(熱定型),爾后再經(jīng)過冷卻與后續(xù)處理,便可制成雙向拉伸薄膜(以下簡稱雙拉膜)。[2]
包括PET、PP、PA和PE等雙拉膜材料的加工成型過程,共同表現(xiàn)一些基本物理和化學行為——聚合物的流變、加熱和冷卻、結晶、定向和降解,以及熱固性塑料的交聯(lián)作用。[3]其間各種物理化學變化,都須采用合理的加工條件(設備、工藝、操作控制等),使得聚合物大分子鏈和聚集態(tài)結構發(fā)生高度取向,因而獲得性能優(yōu)良的薄膜。整個薄膜成型實行配套成龍的生產(chǎn),過程集中、產(chǎn)出集中,適宜于批量大和永久性強的產(chǎn)品。
1.2 雙拉膜制作原理和加工成型
(1)雙拉膜的降解、結晶和取向
雙拉膜材料的降解,指在熱、光、機械力、化學試劑、微生物等外界因素的作用下,發(fā)生了分子鏈的無規(guī)則斷裂、側基和低分子的消除反應,致使聚合度和相對分子的質(zhì)量下降。在聚合物成型過程中防止出現(xiàn)熱降解,可提高產(chǎn)品質(zhì)量和使用壽命;而提高加工溫度則更容易使分子鏈發(fā)生熱裂解,減少機械加工次數(shù)等于減少分子鏈被機械剪切的幾率。
雙拉膜材料(包括PET、PP、PA和PE等)的結晶構造,由許多細長的線狀聚合物組成聚集體,并且依照一定的分子成序進行排列。控制結晶度的大小和晶體的形態(tài),能對雙拉膜材料性能產(chǎn)生重大影響。結晶性能與材料自身的分子結構、是否添加成核劑或其它助劑以及拉伸等工藝有關,而控制結晶的方式分別取決于化學和物理兩個方面。化學改性主要有共聚、接枝、交聯(lián)以及采用反應性增容劑等類型;物理改性包括表面活性劑改性、與其它高分子材料的共混改性以及高聚物與無機礦物材料的共混改性等類型。[4]
雙拉膜材料的取向熱定型,指薄膜經(jīng)過縱向和橫向拉伸后,已形成大分子結晶的基本結構,但是,仍有部分分子鏈處于松弛狀態(tài)或者繃緊狀態(tài),存有不均勻的內(nèi)應力,結晶取向亦無有序成形。為此,需要用較高的溫度(在玻璃化溫度與熔點溫度之間的適當選擇)再次對薄膜分子松弛、鏈段進行重整和張力定型的處理,使薄膜的大分子鏈取向轉變?yōu)榻Y晶取向,相應增高結晶度,以保證實際應用時的尺寸穩(wěn)定平整,耐溫均衡,以及提高薄膜的拉應力。
(2)雙拉膜的物理加工成型
雙拉膜的生產(chǎn)過程,就是選用適當?shù)脑o材料,采用合理的加工條件(設備、工藝、操作控制等),使聚合物能夠發(fā)生有效的物理、化學改性,從而改進生產(chǎn)技術、方法和設備,獲得性能優(yōu)良的薄膜。整個過程的目的是設法縮短生產(chǎn)周期,提高產(chǎn)量、減少聚合物降解和降低物料、能源消耗。
從薄膜制造加工的角度說,工藝技術的進步可以提高薄膜的品質(zhì),亦會產(chǎn)生更多的使用空間。制造關注的業(yè)務點側重于雙拉膜的物理加工成型,節(jié)點在雙拉膜的溫度、拉伸和熱處理的時溫等效控制上面。[2]
① 加工溫度的定值控制法
雙拉膜的性能同溫度有很大的依存關系,溫度變化可以引起薄膜不少性能的變化。為此,控制不同的溫度致成高聚物的玻璃態(tài)、高彈態(tài)和固體態(tài)的“三態(tài)”意義重大。雙拉膜的加工溫度,一般在低于材質(zhì)熔點、高于玻璃化時,就對高彈態(tài)的鑄片或厚膜進行縱向和橫向拉伸,然后在繃緊狀態(tài)下適當冷卻或熱定型處理或其它的加工(如電暈、涂覆等)。
a、熔融溫度。熔融溫度越低,越有利形成均相成核的晶核,增加晶體生長點,這既能提高結晶度,又可以減小晶體尺寸。所以,在保證塑化成型前提下的熔融溫度稍低一點,反而對結晶有利。
b、分解溫度。指處于粘流態(tài)的聚合物在升溫過度時,使部分高聚物解聚成低分子量的聚合物或者解聚成制得聚合物的單體。這是一個不可逆的化學過程,通常用Td表示。
c、冷卻溫度。冷卻溫度直接影響結晶度及結晶質(zhì)量,是控制結晶的最佳方法。緩慢冷卻,可使聚合物在結晶區(qū)之內(nèi)延長停留時間從而使結晶度升高,有利剛性及硬度的形成,但是,容易產(chǎn)生粗大的球晶,對韌性不利。快速冷卻,一方面使聚合物迅速經(jīng)過結晶區(qū)域,從而降低結晶度;另一方面晶體生長時間短,晶粒尺寸小,有利改善透明性及韌性。
加工溫度的通常定值控制,就是通過硬件電路或軟件計算來判別當前溫度值與設定目標溫度值之間的關系,進而對系統(tǒng)加熱源(或冷卻裝置)進行通斷控制。簡單的控制,就是系統(tǒng)溫度上升至設定值時關斷電源,系統(tǒng)溫度下降至設定值時開通電源,這之間因而存在變化過程滯后的問題。PID(即比例值、積分值、微分值)的線性溫度控制法,考慮到加工溫度的系統(tǒng)誤差,誤差變化及誤差積累三個因素,對被控對象的各種復雜波動,進行現(xiàn)場的實時性調(diào)整,可以較好的控制狀況,又具有較大的靈活性,滿足生產(chǎn)日益發(fā)展的實際需要。
實踐應用認為,溫度越高,高聚物分子的運動速度越快且松懈的時間越短,產(chǎn)生的實際取向則越少;而拉伸后被冷卻定型過的薄膜,更容易獲得熱穩(wěn)定性。
② 方向時段的拉伸控制法
對已經(jīng)結晶的膜材料進行拉伸,可使破碎的晶體形成細小的狀態(tài),并沿著拉伸方向形成串晶,從而改善薄膜的韌性,大幅度提高拉伸強度、光澤度、硬度、阻隔能力等性能。控制拉伸方法即可以改變塑料結晶質(zhì)量,又可以提高其結晶度。
實際使用中,單向拉伸會提高聚合物拉伸方向的性能,但是使用性能依然有限,只有經(jīng)過垂直的雙向拉伸,才能實現(xiàn)理想的性能改善。雙拉膜技術特點:是實現(xiàn)工業(yè)化生產(chǎn)的一種連續(xù)加工工藝,具有生產(chǎn)尺寸穩(wěn)定、厚度均勻和高速自動化的特點;雙向拉伸薄膜的性能與未經(jīng)拉伸薄膜相比,其力學、阻隔、光學、耐候性能都有顯明的進步。
大多數(shù)的逐次拉伸,采用先進行縱向拉伸,后進行橫向拉伸的兩次拉伸。該方法操作較為方便,產(chǎn)品性能容易控制,拉伸后可在同臺拉伸機上完成必要的加熱、冷卻處理。但是,熱處理的橫拉伸會損壞聚合物分子的縱向取向,難以制作縱向遠大于橫向力學性能的薄膜,也難以制作縱向熱收縮為零的薄膜。
同步拉伸,是同在一個展幅機上完成縱橫兩個方向的定向拉伸,拉伸后結晶速度快、結晶度高,能大步提高薄膜透明度,可以生產(chǎn)超薄型的薄膜。
生產(chǎn)實踐印證,縱、橫向的拉伸取向能達到平衡,這兩個方向的力學性能也相對均衡。兩個方向的取向相等時,薄膜的性能是各向同性;一個方向的取向大于另一個方向時,則薄膜的性能是各向異性。同時,橫向拉伸的比例決定了薄膜的使用價值,降低了生產(chǎn)成本。
③ 時溫等效的控制法[5]
熱處理,一方面促進結晶而增大結晶度,完善結晶質(zhì)量,讓匆忙結晶的缺陷得到充分修補;另一方面又使處于張緊狀態(tài)的部分高分子取向得到松弛,消除掉內(nèi)應力。加熱處理還可以使BOPP膜晶體的不同晶型發(fā)生相互轉化。
按照時溫等效原理,聚合物分子運動的溫度升高與時間延長是等效的。隨著高聚物形成玻璃態(tài)、高彈態(tài)和固體態(tài)的“三態(tài)”變化,其加熱、冷卻的時間無論是跟生產(chǎn)線的速度,還是定型輥的數(shù)量定型時間與溫度都是對應等效的。從應用技術中得悉,薄膜的不同性能需要通過緩冷或驟冷的不同工藝措施。如果產(chǎn)品要求透明度高,則需要快速冷卻;如果產(chǎn)品要求剛性及硬度高,則需要緩慢冷卻。掌握加工成型時的溫度介于玻璃化溫度和熱分解溫度之間,精準加工溫度的把握需要根據(jù)薄膜的門幅寬窄、厚薄程度、樹脂和添加劑摻混比例、著色劑的穩(wěn)定性以及擠出機的熔融情況而合適選定。
1.3 雙拉膜與非雙拉膜的性能比較
雙向拉伸作為一種制造工藝,比較壓延、流延、吹塑和單向拉伸等方法制造的薄膜,在產(chǎn)品性能上有明顯的區(qū)別,如表1。
雙拉膜與非雙拉膜之間的比較優(yōu)勢:
① 產(chǎn)品性能
采用雙拉膜工藝技術明顯提高塑料薄膜的物化性能:較高的透明度有利于貨物識別;較高的縱向伸長率有利于節(jié)省材料消耗;較高的橫向撕裂強度有利于尖銳物刺穿;較高的屈服點有利于貨物貼敷;比較均勻的厚度有利于生產(chǎn)效率和產(chǎn)品質(zhì)量。
② 產(chǎn)出效率
成套的快速技術+高速原料造就了更大的產(chǎn)出量(寬幅達8 m以上,車速400 m/min以上),使一般單線產(chǎn)能達到上萬噸以上/年。BOPET的直熔一體化裝置,又將“低成本運行”推崇到競爭致勝的地步。
③ 經(jīng)營收益
雙拉膜的設備、廠房及輔助設施的一次性投資規(guī)模比較大,如果新線上馬能夠趕上產(chǎn)業(yè)周期的上升階段,就容易在短期內(nèi)見到效果;雙向拉伸薄膜本身具有可持續(xù)改進的發(fā)展特點,有利于長期投資。
二、雙拉膜產(chǎn)品的變化和加工趨勢
國內(nèi)雙拉膜的用途啟始于絕緣材料。由于產(chǎn)品性能和市場需求的原因,70年代之后才向包裝、工業(yè)、農(nóng)業(yè)等方向的不斷演化。隨著科技和民生經(jīng)濟發(fā)展的進步,市場對普通類的包裝、工業(yè)和建筑用膜的需求增長在降低,與人們生活、生產(chǎn)質(zhì)量相關的功能薄膜的需求在增長,并且出現(xiàn)多極化、智能化、安全、環(huán)保、節(jié)能等方面的趨變,這使得高端薄膜材料具有更多的發(fā)展空間。
2.1 立足客戶基本需求的成型工藝(以終端產(chǎn)品作基礎設計)
雙拉膜的制造工藝,涉及到配料、熔擠、鑄片、拉伸、定型等系統(tǒng)一體化的機電調(diào)節(jié),關聯(lián)到各個生產(chǎn)工序之間確立精準的制造工藝,還關聯(lián)到預熱拉伸、加熱定型、冷卻等不同加工區(qū)域的縝密控制。
(1)把控不同薄膜材質(zhì)加工溫度的范圍
雙拉膜拉伸過程中結晶與定向的均勻、程度適當,關系到材質(zhì)溫度(玻璃化溫度、熔融溫度、結晶溫度、熱變定型溫度等)的均勻和穩(wěn)定。
通常情況下,PP(聚丙烯)熔點溫度為164℃~172℃,熱穩(wěn)定性較好,分解溫度可達300℃以上,在與氧接觸的情況下260℃開始變黃劣化;PET(聚酯)熔點溫度是245~260℃,分解溫度300℃,相對的加工溫度范圍比較窄270~290℃,結晶速度比較慢100~130℃;PA6(聚酰胺)熔點溫度為 215℃~221℃,分解溫度在310℃,干燥溫度為 90℃~100℃,時間為 5~6小時;PC(聚碳酸酯)215℃開始軟化,225℃以上開始流動,成型溫度一般在270℃~320℃之間選用,超過 340℃會出現(xiàn)分解,干燥溫度在120℃~130℃之間,時間為4小時以上。
就BOPET來說,薄膜厚度6~40μm,擠出溫度285~295℃,流延溫度30~40℃,縱向拉伸溫度 90~100℃、拉伸比 3.3~4.0,橫向拉伸溫度 115~125℃、拉伸比 3.3~3.5,熱處理溫度230~250℃。
BOPEN,薄膜厚度 4~25μm,擠出溫度285~295℃,流延溫度30~40℃,縱向拉伸溫度120~170℃、拉伸比 3.5左右,橫向拉伸溫度120~180℃、拉伸比 2.5~5.05,熱處理溫度 130~240℃。
BOPP,薄膜厚度10~60μ m,擠出溫度240~270℃,流延溫度25~40℃,縱向拉伸溫度125~145℃、拉伸比 4.5~5.5,橫向拉伸溫度 150~170℃、拉伸比 7.5~10.0,熱處理溫度 170~180℃。
相比BOPA來說,薄膜厚度12~15μm,擠出溫度265~270℃,流延溫度45~58℃,縱向拉伸溫度45~65℃、拉伸比2.8~3.5,橫向拉伸溫度75~85℃、拉伸比3.0~3.5,熱處理溫度195~225℃。
BOPS,薄膜厚度 100~500μm,擠出溫度230~240℃,流延溫度 80~110℃,縱向拉伸溫度110~125℃、拉伸比2.5~3.5,橫向拉伸溫度110~125℃、拉伸比2.5~3.5,熱處理溫度100~110℃。
BOPE可加工雙向拉伸的溫度區(qū)域比較窄,需要制定合理的生產(chǎn)工藝,以穩(wěn)定生產(chǎn)。
(2)把控不同材質(zhì)、厚度和寬度雙拉膜的不同加工速度(單元輥筒轉速、循環(huán)風的對流速度和均勻性等參數(shù))
從冷鼓至牽引機組的線速度呈現(xiàn)鏈接關系,以保持實際拉伸力矩的準確性, 確保結晶和定向的均勻、材料溫度與時間的穩(wěn)定等效。冷鼓至縱拉機慢速輥與橫拉箱出口端之間,以及縱拉機快速輥與橫拉箱出口端之間采用張力傳感器進行速度協(xié)調(diào)。整個牽引收卷過程保持薄膜張力恒定或隨著卷徑增大,張力錐度按一定的規(guī)律遞減。
生產(chǎn)速度的精準控制一般采用編碼器反饋和采用模糊邏輯控制,并具有自我適應功能,使時間和溫度的控制參數(shù)可自動調(diào)整。采用張力傳感器可使各輥軸轉速反映迅速,而且不易損壞機械部件;循環(huán)熱風采用蒸汽清洗或白金觸媒技術,使低分子揮發(fā)物分解成二氧化碳和水,而減少低聚物的污染。
(3)把控不同膜卷的內(nèi)外張力在于控制不同的收卷速度[2]
為牽引薄膜并將其復卷到大軸輥上,必須給薄膜施加一定拉伸和張緊的牽引力(即張力)。若張力過小,導致卷材松弛起皺,在橫向上發(fā)生漂移;若張力過大,導致卷材拉伸過度,在縱向上出現(xiàn)張力線,使膜卷表面隆起筋條,甚至拉斷卷材使分切后的成品斷頭增多。
在薄膜生產(chǎn)中,張力并不是恒定不變的。一方面是,收卷膜層間真空密合的特殊性,每層薄膜都會對前面各層產(chǎn)生放松作用,導致膜卷外張力與內(nèi)張力的差別;另一方面是,收卷輥的直徑是變化的,直徑變化會引起卷材張力的力矩變化。這時,收卷輥和牽引輥如果仍然不改變轉速(牽引裝置拉出薄膜的速度是不變的),就會造成膜卷的內(nèi)松外緊,外層膜把內(nèi)層膜壓皺,而且達不到釋放拉伸應力的陳化作用、增加分切的復卷難度。
所以,保持收卷系統(tǒng)的穩(wěn)定張力直接關系到薄膜產(chǎn)品的質(zhì)量。張力控制的關鍵在于收卷輥和牽引輥之間任何運行變化的速度,這種張力控制必須有效保持包括加速、減速和勻速時膜卷張力的均勻分布,即使在緊急停車情況下,也應該有能力保證大軸薄膜的不被破損。
雖然設定的收卷速度為牽引機輸出速度的105%~110%,但是受薄膜的彈性及張力力矩的影響,收卷輥的線速度不會超過牽引機的輸出速度。正常收卷后的大軸膜表面平整無褶皺,端面整齊、松緊度適當。實踐證明,量化指標的膜卷硬度靈敏示值在87~95之間(硬度低至85時,不再影響收卷松緊;硬度高至97時,對膜卷對硬度影響力變小)。
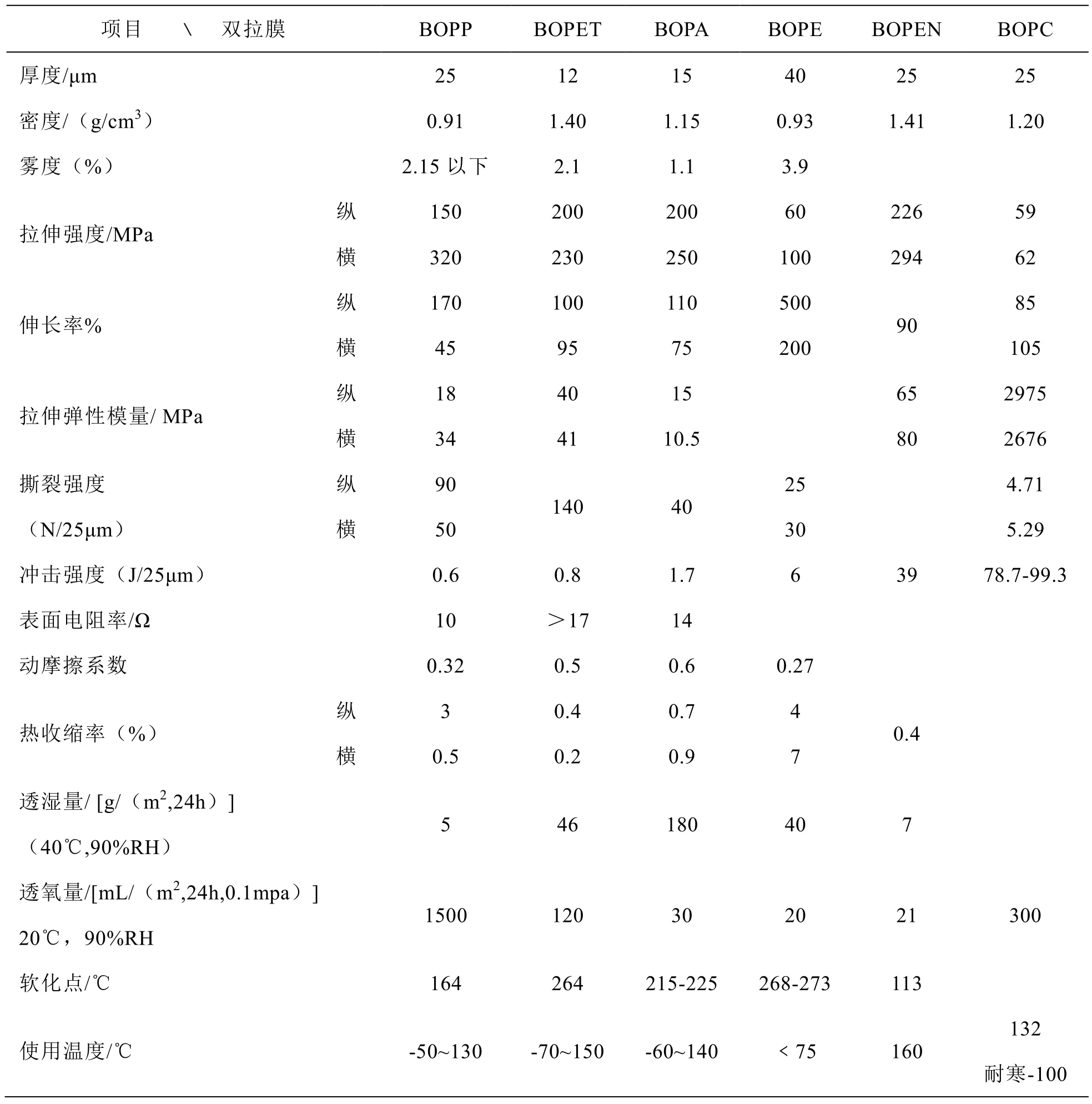
表2 常見雙拉膜的主要基本物性表[8][9]Table 2 Main basic physical properties of common double pull film
2.2 雙拉膜的不同市場需求
(1)雙拉膜的基本物性
普通雙拉膜基本上是單一的均聚物高分子膜,受到各自樹脂屬性和加工工藝的牽制,而獲得一般的基本物性,滿足一定使用群體的需求;同樣,由于制品性能和后序加工成本的限制,出現(xiàn)不同程度的市場替代和出現(xiàn)剛性需求不同層次的起伏。
理論上,所有樹脂都有成為雙拉膜的可能,但是,目前具有經(jīng)濟意義的薄膜只有聚丙烯(PP)、聚對苯二甲酸乙二醇酯(PET)、聚酰胺(PA)、聚乙烯(PE)等樹脂(依市場用量大小)。若在樹脂基體中添加適宜的塑料助劑,仍可以按需要變化出各種各樣的功能性薄膜。
(2)雙拉膜葆有特殊物性
跌宕的市場競爭對薄膜用途不斷提出更新更高的業(yè)態(tài)需求,特別是含有特殊功能的專用薄膜,俗稱“特種膜”。所謂特種膜,是按市場供給量相對普通膜和中間膜而言的一個階段性制品。市場上,沒有特別之處的平常膜就會被冷落成為普通膜;中間膜,只是特種膜與普通膜演變過程中的暫時過渡。[2]
屆時應市的特種膜背后都隱藏著一定的技術含量。通常,原料技術在先(樹脂和助劑),工藝裝備技術在后。所謂“原料技術在先”,主要指促進異相成核,增加晶體生長點并使晶體顆粒變細、從而改善沖擊強度、屈服強度及光澤度等。
所謂“工藝裝備技術在后”即改進成型,乃在選擇運行精度較高的裝備部件,通過適當?shù)呐浞脚c特定工藝條件的結合,制造出“專、特、精”的特殊功能。這些特種膜,一般具備普通薄膜沒有的某些特殊功能(附有吸附、分離、光電、磁性、刺激響應性、生物相容性、催化活性、反應性等一系列特殊的性能),可以打造多樣化的制品引導市場的應用,有利企業(yè)創(chuàng)造出自己的產(chǎn)品品牌。[7]
在激烈的市場競爭中,一個企業(yè)具有發(fā)現(xiàn)和識別市場機會的慧眼,就擁有開發(fā)產(chǎn)品滿足需求的發(fā)展?jié)摿Γ茉賹a(chǎn)品推向市場、傳播產(chǎn)品知識的專業(yè)性優(yōu)勢,就有了區(qū)別其它企業(yè)的核心競爭力。
含有特殊功能性的雙拉膜,除了有穩(wěn)定普通膜的物化性能之外,還要能滿足專門市場的特殊性能(提高耐熱性、耐寒性、增加高阻隔、高阻燃;高或低熱收縮;表面硬化、熱封、防霉防菌;聚散光學效應、光譜的高能藍光、阻隔紫外線和放射遠紅外線等)。
例如能構成軟包裝材料的日用護理、休閑食品的蒸煮袋、沸煮袋的功能性薄膜。
(3)雙拉膜品質(zhì)進化的種類
高端BOPET產(chǎn)品指標值:光學用(高潔凈、低萃取、無雜質(zhì)、低取向角等);特殊用(增加物理化學穩(wěn)定性、提高耐候性,以及視覺裝飾效果等)。近2年,無機氧化物蒸鍍的高阻隔膜拉開競爭序幕,耐高溫膜、永久性抗靜電膜、防眩光膜也有比較大發(fā)展。
超越BOPET的BOPEN(聚萘二甲酸乙二醇酯薄膜),與BOPET同為聚酯類薄膜,熔點、玻璃化溫度和結晶性不同,適當調(diào)整拉伸工藝條件,就可利用同樣的制備進行生產(chǎn)。由于材質(zhì)的原因,PEN相比 PET具有更優(yōu)良的氣體阻隔性、耐熱性、力學性、光學性、化學惰性,以及適用二次加工技術。當前PEN膜主要應用于柔性印刷電路板、電容器膜、F級絕緣膜等方面。
高性能的BOPP產(chǎn)品追逐:長效抗靜電性能;差異化摩擦性能;低溫的熱封性能;可調(diào)的熱收縮率;高光澤、低霧度;挺度、耐磨等。相對科技含量較高的防霧膜、珍珠膜、合成紙等產(chǎn)品的消費比例不會減少。用于食品包裝的超高熱封膜、高透明阻隔膜,以及耐蒸煮、抗紫外、避光、抗菌、透氣、絕氧等功能性膜的需求持續(xù)增加,符合綠色化要求的可降解膜和免涂膜也將應運而生。[8]
在常用的雙拉膜里,BOPA的韌性最好并具有阻隔小分子氣體的能力,主要用于各種真空、充氣、蒸煮殺菌、液體包裝等領域。高層次的BOPA產(chǎn)品追逐提高強度、降低霧度、提高阻隔性、提高淺網(wǎng)印刷性能和縮小厚度公差等;追逐研發(fā)高阻隔、直線易撕裂、可消光、可降解以及超強力膜等差異化產(chǎn)品。[9]
PE原先由于分子結構和結晶情況無法采用雙向拉伸加工,采用專用料生產(chǎn)的BOPE透明度高,熱封強度大,縱橫向拉伸強度提高并有防濕和可折疊性等優(yōu)點,比IPE和CPE在物理性能方面有較大的改善。特別在厚度減薄50%的情況下,與15μmBOPA或12μmBOPET等干式復合或擠出復合制袋,或單層熔封制袋,或涂布加工等,可節(jié)省厚度成本,用于各種速凍食品或粉體、液體的重包裝領域。
高阻隔膜,通常指把氣體阻隔性很強的材料與熱封性、水分阻隔性很強的聚合物共擠而成的多層結構薄膜,或者與鋁箔、二氧化硅鍍膜組成復合型的高阻隔包裝材料。
影響包裝材料阻隔性能的因素:①分子極性(極性越大,樹脂透氣率越小)②分子結晶性(結晶聚合物的結晶度越高,阻隔越好)③分子定向(大分子排列緊密有序的定向程度,阻隔性強)④分子親水性(親水的分子間距增大而降低阻隔性)⑤環(huán)境溫度與樹脂的關系(溫度升高,將使結晶度、定向度、分子間距密度拉大,降低材質(zhì)阻隔性)。
選擇高效的單層阻隔材料替代或者減少五層以上多層共擠薄膜的阻隔性困惑,不僅能確保被包裝物的原始性能,而且大幅度降低食品加工無菌包裝的成本,可廣泛用于包裝飲料、果汁、牛奶、醬油醋等。[2]
耐高溫絕緣膜,具有優(yōu)越導熱性能、機械性能、電氣絕緣性、耐輻射性、耐介質(zhì)性、比較持久的抗脆化性以及微帶防火性能;能夠長期在-269℃~+280℃的溫度范圍內(nèi)使用,短期內(nèi)的絕緣可耐受400℃和達到600℃高溫,可廣泛應用于電子電器、電機、變壓器領域,可以批量用在高速列車的牽引電機、航空飛行器的耐高溫薄膜繞包線。
高端鋰電池隔膜[11],鋰電池隔膜的微孔結構導致液態(tài)電解液具有更長的平均路徑,它決定了電池的界面結構和內(nèi)阻性能,直接影響到電池的容量、循環(huán)以及安全等特性。
采用干法原理為物理拉伸、結晶干法工藝,可應用大型鋰離子動力電池(電動汽車、電動摩托車、電動工具、大型儲能設備、軍工用大型電池);采用濕法原理是相位分離,工藝技術也相對復雜,其微孔孔徑大小與分布、機械強度、熱縮性等方面都超越干法,主要應用在高性能的鋰離子電池等方面。
目前,市場緊俏的高端陶瓷功能隔膜、3C類電池(C是Capacity的第一個字母,用來表示電池充放電時電流的大小數(shù)值,指3000毫安的電源電池)、動力以及儲能鋰離子電池隔膜依然大量依賴進口。
(未完待續(xù),下轉本刊2021年第四期)
