
重載道岔尖軌跟端鍛壓及熱處理工藝研究
2021-07-20 06:37:00閆佳張琦李向前尉小明
金屬加工(熱加工) 2021年7期
閆佳,張琦,李向前,尉小明
鐵科(北京)軌道裝備技術(shù)有限公司 北京 102200
1 序言
在重載鐵路中,道岔的功能是實(shí)現(xiàn)列車行車線路的轉(zhuǎn)變[1]。尖軌是道岔區(qū)間中的核心部件之一,是列車平穩(wěn)轉(zhuǎn)換線路的關(guān)鍵。目前,尖軌采用60AT1型特種斷面鋼軌制造,但由于其斷面不對(duì)稱,不能直接與正線75kg/m型標(biāo)準(zhǔn)對(duì)稱重型鋼軌連接,需將尖軌跟端鍛壓成標(biāo)準(zhǔn)對(duì)稱軌型,在兩種軌型之間形成過(guò)渡。近期,鐵路行業(yè)頒布實(shí)施了新技術(shù)標(biāo)準(zhǔn)TB/T 2344.3—2018《鋼軌 第3部分:異型鋼軌》[2],對(duì)軌件跟端性能提出了更高的要求。因此,針對(duì)新的標(biāo)準(zhǔn)要求,鐵科(北京)軌道裝備技術(shù)有限公司開(kāi)展了尖軌跟端(60AT1-75)鍛壓及熱處理工藝研究,并對(duì)其完成型式檢驗(yàn)也勢(shì)在必行。
2 尖軌材料及鍛壓跟端結(jié)構(gòu)
表1為鍛壓原材料的化學(xué)成分及力學(xué)性能,跟端鍛壓原材采用攀鋼生產(chǎn)的60AT1在線熱處理鋼軌,材質(zhì)U75V,軌頭頂面硬度340~400HBW。如圖1所示,尖軌跟端鍛壓成形后經(jīng)150mm過(guò)渡段變成75kg/m軌型,實(shí)現(xiàn)60AT1軌和75kg/m軌之間的過(guò)渡,最終鍛壓跟端與線路鋼軌采用機(jī)械結(jié)構(gòu)固定或焊接方式連接。
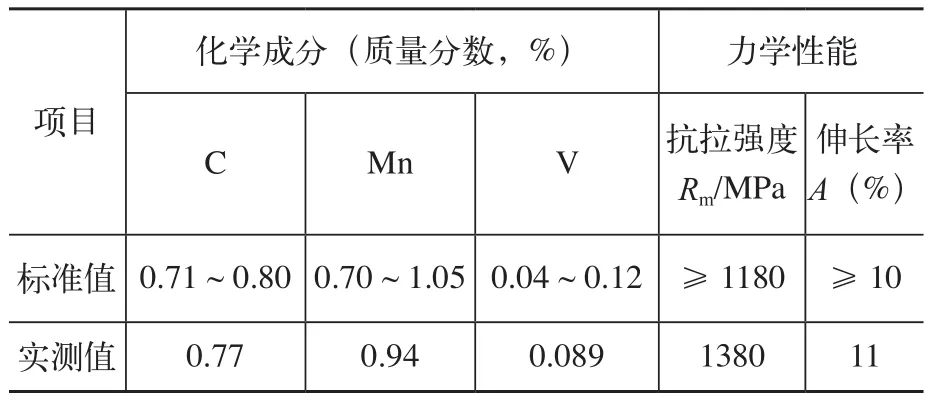
表1 鋼軌原材料主要化學(xué)成分及力學(xué)性能
3 尖軌跟端鍛壓及熱處理工藝研究
制備尖軌跟端主要經(jīng)過(guò)鐓粗、中頻感應(yīng)加熱、整體模鍛、鍛壓跟端整體熱處理等工序。主要設(shè)備:天鍛生產(chǎn)的ZY46(3150kN)鐓粗液壓機(jī)和5000T(約50MN)鍛壓生產(chǎn)線;中國(guó)鐵道科學(xué)研究院金屬及化學(xué)研究所生產(chǎn)的350kW在線熱處理鋼軌鍛壓跟端整體熱處理生產(chǎn)線。
3.1 鐓粗工藝研究
通常異型鋼軌跟端都是由AT軌直接經(jīng)過(guò)中頻感應(yīng)加熱和鍛造成形,但是由于601AT軌和75kg/m軌外形尺寸及橫截面面積差別較大,在鍛壓過(guò)程中較難控制金屬的塑性流動(dòng),會(huì)對(duì)合模程度或充型程度產(chǎn)生影響,從而影響跟端最終成形。例如,在軌頭下顎和軌底區(qū)域容易形成缺陷,導(dǎo)致產(chǎn)品合格率低,故當(dāng)前的跟端鍛壓設(shè)備及工藝不能滿足將其直接鍛壓成形的條件。通過(guò)鐓粗處理調(diào)整60AT1尺寸及橫截面積,減小兩種軌型之間的差異,有助于實(shí)現(xiàn)鍛壓成形。
為了探索鐓粗工藝方案,首先將未鐓粗處理的原材進(jìn)行鍛壓,并對(duì)鍛壓后的成形情況進(jìn)行分析,然后對(duì)60AT1進(jìn)行鐓粗工藝設(shè)計(jì),如確定鐓粗位置、鐓粗間隔、單次鐓粗量,最終通過(guò)控制加熱溫度、鐓粗整體縮量和鋼軌鐓粗后軌頭寬度,進(jìn)行分段加熱鐓粗。
3.2 鋼軌中頻感應(yīng)加熱工藝研究
結(jié)合目前同行業(yè)鋼軌鍛壓生產(chǎn)現(xiàn)狀,借鑒鍛壓行業(yè)傳統(tǒng)工藝參數(shù)以及相關(guān)標(biāo)準(zhǔn)要求,確定感應(yīng)加熱溫度為1150℃[3,4]。軌件入爐長(zhǎng)度900mm,感應(yīng)加熱爐滿負(fù)荷啟動(dòng),紅外線測(cè)溫儀測(cè)量鋼軌軌腰處溫度,當(dāng)溫度顯示達(dá)到1150℃后保溫20s,使軌件溫度均勻化,同一橫截面溫差保持在±50℃以內(nèi)完成軌件加熱。
3.3 鍛壓成形工藝研究
鍛壓工序采用熱作模具整體型腔模鍛成形。首先進(jìn)行有限元仿真成形分析,對(duì)模具進(jìn)行優(yōu)化,并改進(jìn)跟端加工工藝,從而降低或消除缺陷的產(chǎn)生,提高鍛件的質(zhì)量[5]。具體操作流程:鍛造生產(chǎn)線的自動(dòng)化送料裝置抓取鋼軌,將鋼軌送至感應(yīng)加熱爐進(jìn)行加熱,待加熱完成后,自動(dòng)化送料裝置將鋼軌送至模具,在送入模具過(guò)程中自動(dòng)化送料裝置將鋼軌翻轉(zhuǎn)-90°~180° 配合模具進(jìn)行壓制;滑塊下行壓制(分為預(yù)鍛、中鍛、精整三個(gè)工位,見(jiàn)圖2)、退回;經(jīng)過(guò)滑塊壓制動(dòng)作后,自動(dòng)化送料裝置將鍛壓好的鋼軌移出壓力機(jī),再平移到壓力機(jī)另一側(cè)的下料區(qū)。
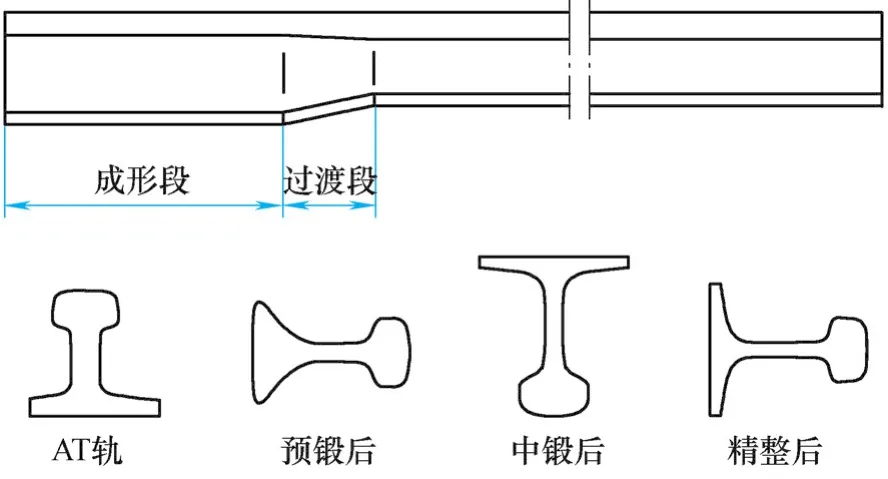
圖2 60AT1-75跟端成形流程
鍛壓前需要對(duì)每個(gè)工位模具進(jìn)行預(yù)熱,使模具模腔表面溫度達(dá)到200~300℃,模具各部位溫度分布均勻,溫度梯度小。模鍛壓制過(guò)程采用三個(gè)方案進(jìn)行試驗(yàn),即 “一火三壓”“二火三壓”“二火四壓”。最終結(jié)合成形尺寸合格狀態(tài),確定60AT-75系列采用“二火四壓”工藝壓制方案,即AT軌在中頻感應(yīng)加熱爐第一次加熱后,經(jīng)由一工位、二工位與三工位連壓,其中三工位模具控制不合模且無(wú)飛邊,然后將跟端返回感應(yīng)加熱爐進(jìn)行加熱,重新進(jìn)行三工位鍛壓,最后終鍛成形。
3.4 鍛壓跟端熱處理工藝研究
鍛壓跟端的熱處理,主要目的為去除鍛造過(guò)程中產(chǎn)生的殘余應(yīng)力以及對(duì)鋼軌軌頭進(jìn)行硬化處理,增強(qiáng)鋼軌軌頭的強(qiáng)度和表面耐磨性。在熱處理時(shí)的加熱長(zhǎng)度覆蓋鍛造的加熱長(zhǎng)度,從而徹底去除上工序的影響。按照行業(yè)標(biāo)準(zhǔn)及現(xiàn)有工藝,當(dāng)前有兩種跟端熱處理方法:一種是箱式正火+離線淬火,如圖3a所示;另一種是采用新型的鋼軌跟端整體熱處理系統(tǒng)進(jìn)行感應(yīng)爐加熱+吹風(fēng)正火,如圖3b所示[6]。目前,上述兩種工藝均可滿足相關(guān)標(biāo)準(zhǔn)質(zhì)量要求,經(jīng)實(shí)際生產(chǎn)驗(yàn)證,采用第二種方法更為高效和節(jié)能。
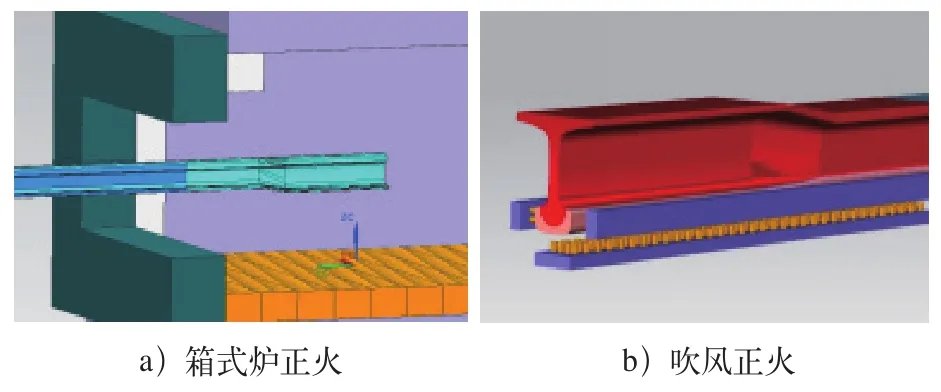
圖3 跟端熱處理示意
4 型式檢驗(yàn)結(jié)果及分析
4.1 外觀、無(wú)損檢測(cè)和型式尺寸
隨機(jī)抽檢5根成品試件進(jìn)行外觀檢測(cè),在成形段和過(guò)渡段非機(jī)加工表面未見(jiàn)裂紋、折疊、橫向劃痕、結(jié)疤和壓痕;過(guò)渡段部位的軌頭高度、軌腰厚度、軌底相對(duì)于垂直軸偏移量均勻過(guò)渡,各相交面圓順平滑。
抽檢成品試件3根進(jìn)行無(wú)損檢測(cè),對(duì)成形段和過(guò)渡段表面噴丸處理后進(jìn)行著色和磁粉檢測(cè)未發(fā)現(xiàn)任何鍛造缺陷。
對(duì)鍛壓段加工后的試件抽檢3根,其外形尺寸均滿足相關(guān)技術(shù)要求。
4.2 軌頂面硬度、斷面硬度和拉伸性能
60AT1-75鍛壓區(qū)軌頂面硬度和軌頭橫斷面硬度測(cè)量的位置按TB/T 2344.3—2018 《鋼軌 第3部分:異型鋼軌》取樣,軌頂面硬度340~420HBW;軌頭橫斷面硬度高于36HRC;拉伸試樣為φ10mm標(biāo)準(zhǔn)試樣,檢測(cè)結(jié)果為:成形段及過(guò)渡段的Rm≥1330MPa,A≥11%;以上檢測(cè)結(jié)果滿足標(biāo)準(zhǔn)要求。
4.3 晶粒度、脫碳層及顯微組織檢驗(yàn)
對(duì)60AT1-75跟端整體熱處理件的跟端過(guò)渡段(G)及母材(M)進(jìn)行晶粒度檢測(cè),結(jié)果見(jiàn)表2。
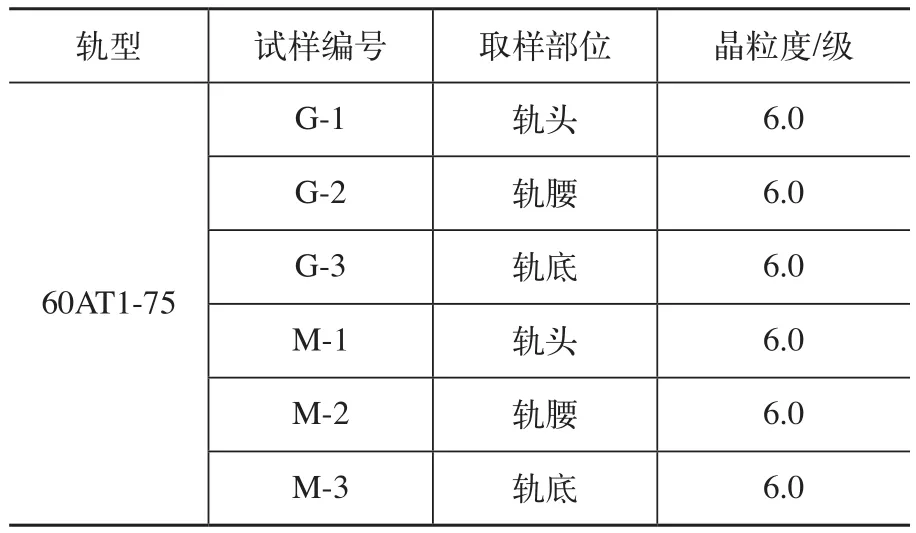
表2 晶粒度檢驗(yàn)結(jié)果
對(duì)60AT1-75鍛壓跟端整體熱處理件進(jìn)行表面脫碳層檢測(cè)M-1成形段脫碳層為0.195mm,G-1過(guò)渡段脫碳層深度為0.25mm,如圖4所示。
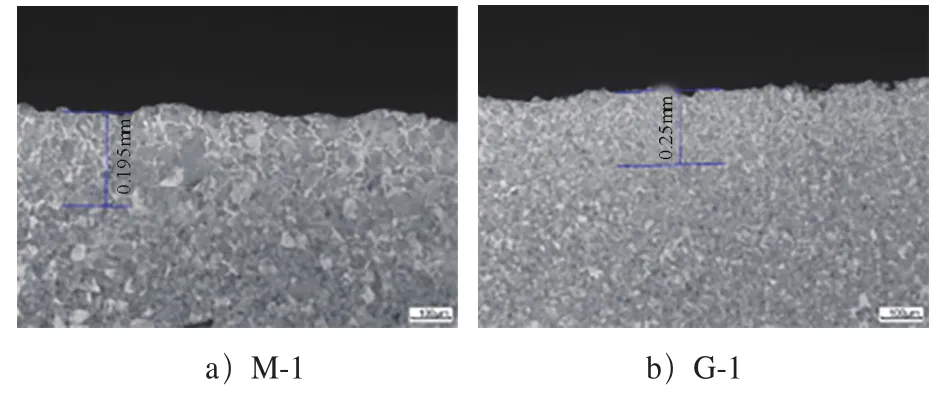
圖4 脫碳層深度(100×)
分別在鍛壓段試件切取金相試樣,并對(duì)指定部位進(jìn)行顯微組織觀察,顯微組織形貌如圖5所示。
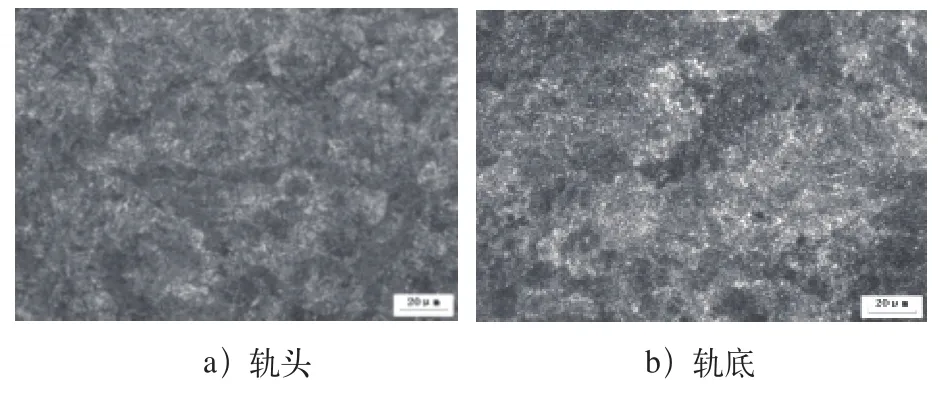
圖5 鍛壓段區(qū)域顯微組織
顯微組織觀察表明:金相組織為細(xì)珠光體+少量鐵素體組織,未發(fā)現(xiàn)馬氏體和貝氏體等異常組織。
4.4 疲勞試驗(yàn)
疲勞試驗(yàn)按TB/T 1354—1979進(jìn)行。試驗(yàn)參數(shù):Pmax=390kN,Pmin=78kN,載荷比γ=0.2,支距1m,200萬(wàn)次沒(méi)有斷裂。
60AT1-75鍛壓跟端疲勞試驗(yàn)現(xiàn)場(chǎng)如圖6所示。

圖6 60AT1-75鍛壓跟端疲勞試驗(yàn)現(xiàn)場(chǎng)
5 結(jié)束語(yǔ)
1)鐓粗工藝是有效避免跟端鍛壓缺陷的有效方式。
2)控制鍛造加熱溫度,有效避免過(guò)燒、過(guò)熱等現(xiàn)象,是跟端鍛壓工藝質(zhì)量管控的重中之重。
3)通過(guò)工藝研究,并完成型式檢驗(yàn),結(jié)果表明:微觀組織、脫碳層深度,力學(xué)性能等指標(biāo)均滿足行業(yè)標(biāo)準(zhǔn)要求。
4)60AT1-75跟端鍛壓工藝和整體熱處理工藝可用于實(shí)際生產(chǎn)。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
