
溫鍛空心軸的等溫正火
2021-07-20 06:36:56周曉雁郝豐林劉小丹孔旭紅蔣勇余國增
金屬加工(熱加工) 2021年7期
周曉雁,郝豐林,劉小丹,孔旭紅,蔣勇,余國增
1.青島德盛機械制造有限公司 山東青島 266700
2.江蘇雙環(huán)齒輪有限公司 江蘇淮安 223200
3.蘇州工業(yè)園區(qū)久禾工業(yè)爐有限公司 江蘇蘇州 215021
1 序言
旋轉(zhuǎn)鍛造又稱徑向鍛造,它是利用分布于坯料橫截面周圍的兩個以上的錘頭,對坯料進行同步脈沖對擊,使棒料或管料直徑減小、長度增加的一種精鍛工藝。在鍛造過程中,毛坯與錘頭既有相對軸向運動,又有旋轉(zhuǎn)運動。旋轉(zhuǎn)鍛造適用于實心和空心長軸類鍛件,以及內(nèi)孔形狀復(fù)雜鍛件(如內(nèi)花鍵孔)。
世界知名的旋轉(zhuǎn)鍛造公司有德國GFM、SMS公司等。我們的客戶要求產(chǎn)品加工選擇GFM公司,為了協(xié)助客戶開發(fā)新品,我們也購買GFM公司的旋鍛機。
2 溫鍛空心軸熱處理工藝探討
GFM公司認(rèn)為對于冷鍛或溫鍛的預(yù)制坯可以采用軟化回火或退火處理(Soft Tempering or Annealing);冷鍛預(yù)制坯硬度≤600MPa(168HBW)最好,≤800MPa(236HBW)也可以接受,工件鍛后硬度增加10%;溫鍛預(yù)制坯可以≤800MPa(根據(jù)成形難易程度,確定加熱溫度,采用較高的加熱溫度,可以減少加工硬化和內(nèi)應(yīng)力)。不管是冷鍛工件還是溫鍛工件,鍛造后都可以不進行預(yù)處理,但有的溫鍛件采用正火處理。
對于空心軸一般采用無縫鋼管加工,也可以采用預(yù)制坯,所謂預(yù)制坯就是根據(jù)要求鍛造毛坯,然后加工出要求的形狀。我們選擇模鍛制作預(yù)制坯,然后采用GFM旋鍛機溫鍛,始鍛溫度800~830℃。對于比較復(fù)雜的空心軸一般采用上限溫度鍛造,對于一般的空心軸采用下限溫度鍛造。
如圖1所示的預(yù)制坯首先采用熱模鍛(鍛造溫度≤1200℃)鍛造出毛坯(見圖2),然后鉆孔,粗車出預(yù)制坯的尺寸。采用GFM旋鍛機鍛造出鍛件,始鍛溫度800~830℃,然后等溫正火。對各個步驟的金相及硬度進行檢測,結(jié)果見表1。

表1 金相檢測
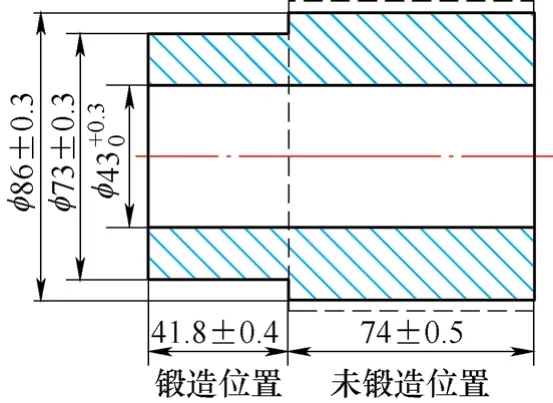
圖1 預(yù)制坯
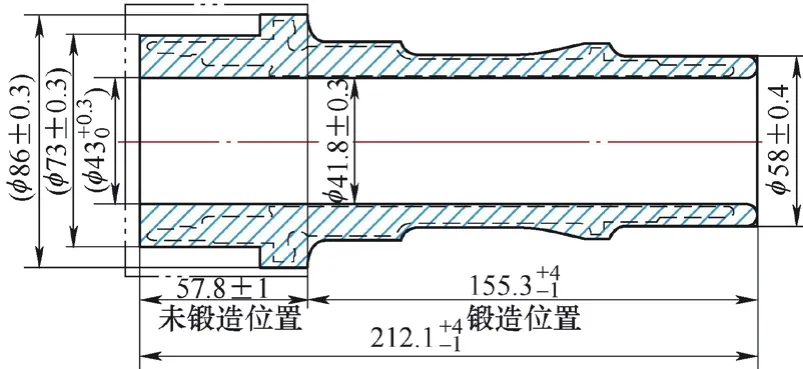
圖2 鍛坯
3 預(yù)制坯中頻感應(yīng)加熱工藝探討
預(yù)制坯采用中頻感應(yīng)加熱,加熱速度快,有細(xì)化晶粒的作用。采用徑向高頻次鍛造,晶粒有拉長、細(xì)化的趨勢。溫度在830℃左右,有降低加工硬化的作用,沒有惡化組織。對于鍛造后直接空冷的鍛件進行等溫正火處理[1,2],加熱溫度940℃,等溫溫度580℃,金相組織不均勻,有魏氏組織,硬度165~175HBW。鍛件按照原等溫正火工藝進行返修,鍛件進行二次正火后,金相組織合格。
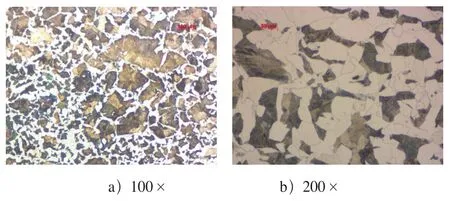
圖3 模鍛后空冷金相組織
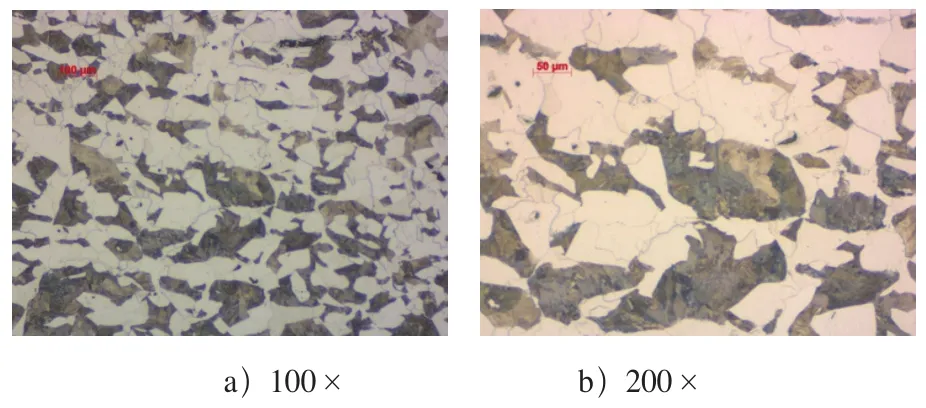
圖4 空冷+GFM鍛后空冷金相組織
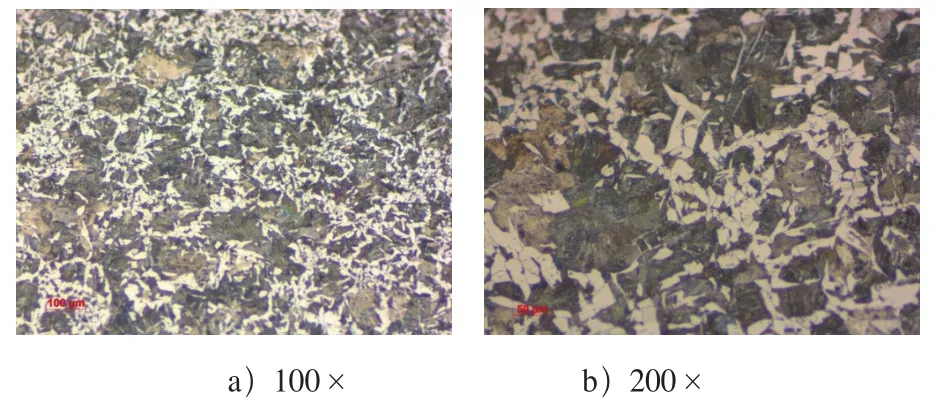
圖5 空冷+GFM鍛后空冷+一次等溫正火金相組織
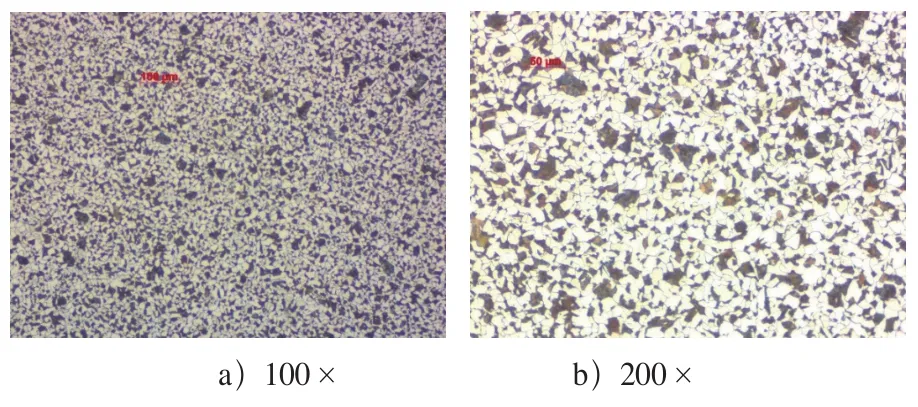
圖6 空冷+GFM鍛后空冷+二次等溫正火金相組織
3.1 分析原因
為什么鍛造后第一次正火組織不均勻,有魏氏組織,晶粒也有混晶的風(fēng)險,而第二次正火組織就恢復(fù)正常。但對于正常的模鍛件鍛造溫度高時(鍛造溫度≤1200℃),為什么一次正火就合格?
經(jīng)過對比分析認(rèn)為原因有以下幾點:
1)預(yù)制坯經(jīng)過模鍛,沒有預(yù)處理,存在晶粒粗大及非平衡組織的風(fēng)險。
2)經(jīng)過二次加熱,雖然溫度在800~830℃之間,組織沒有惡化的趨勢,但還是存在模鍛后的非平衡組織。
3)經(jīng)過GFM高頻次的的鍛造,鍛后的應(yīng)力非常大。
4)鍛造后的晶粒有拉長的趨勢,存在大小不一的晶粒。
5)經(jīng)過重新加熱速度也較快,由于應(yīng)力的作用,組織還是有不合格的風(fēng)險。
3.2 驗證分析
為了驗證分析原因做了如下試驗,見表2。主要是驗證高頻次鍛造應(yīng)力是否影響正火效果。

表2 驗證工藝金相
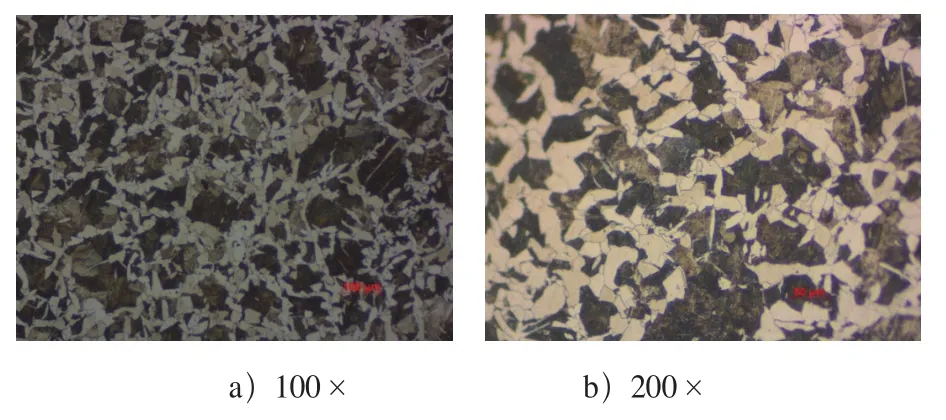
圖7 模鍛空冷+鍛件GFM鍛后空冷+650℃×3.5h高溫回火金相組織
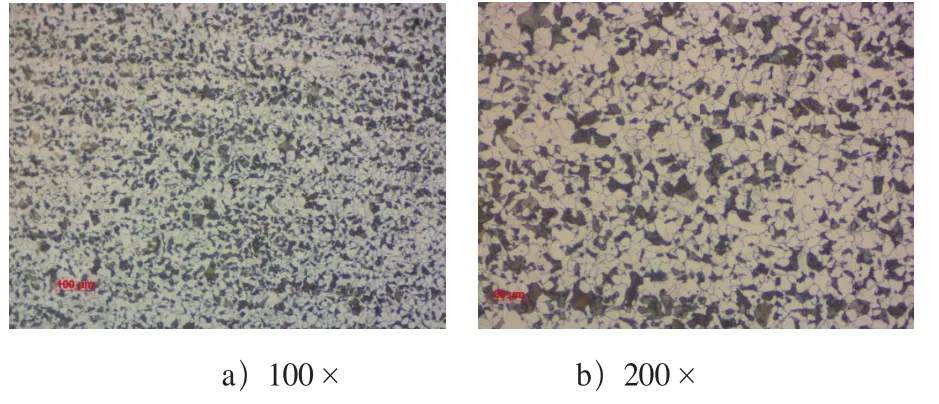
圖8 模鍛空冷+鍛件GFM鍛后空冷+650℃×3.5h高溫回火+等溫正火金相組織
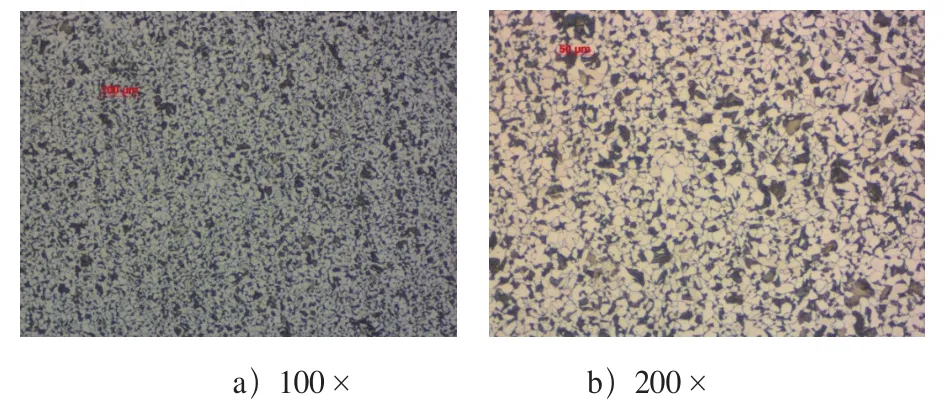
圖9 模鍛空冷+鍛件GFM鍛后緩冷+等溫正火金相組織
3.3 結(jié)果分析
鍛造后的鍛件在650℃高溫回火,由于加熱溫度沒有達到相變溫度,因此組織沒有太大區(qū)別,組織不均勻,存在魏氏組織,晶粒有混晶的風(fēng)險。高溫回火后的鍛件,等溫正火組織及硬度都符合要求。因此,可以初步斷定鍛造過程產(chǎn)生的應(yīng)力對于正火組織有不利的影響。預(yù)制坯GFM鍛造后緩冷再進行正火,等溫正火組織及硬度也符合要求。
根據(jù)這幾次試驗結(jié)果可以說明,由于溫鍛的性質(zhì)造成鍛后等溫正火金相不合格,但通過高溫回火,或者鍛后緩冷,消除鍛造應(yīng)力,正火就可以保證合格。
4 預(yù)制坯預(yù)先等溫正火試驗
根據(jù)與GFM公司交流,對于預(yù)制坯進行等溫正火處理,GFM鍛造后鍛件可以不用等溫正火處理。預(yù)制坯采用等溫正火,硬度按160~185HBW控制;溫鍛時由于高頻次鍛造,晶粒細(xì)化,硬度有上升的趨勢,可防止鍛件硬度不合格。硬度控制在下限主要是為了保證金相組織,防止出現(xiàn)非平衡組織,在再次加熱鍛造時出現(xiàn)非平衡組織。預(yù)制坯沒有經(jīng)過預(yù)處理,鍛件后需要經(jīng)過等溫正火處理。由于鍛件形狀比較復(fù)雜,始鍛溫度較高,鍛造后的鍛件還是需要等溫正火的。鍛件經(jīng)過等溫正火,由于正火過程中高溫加熱,有氧化脫碳的風(fēng)險,與不需要等溫正火處理的鍛件尺寸相應(yīng)地要加大,防止由于氧化脫碳造成尺寸不合格。對于精度要求高的鍛件可以鍛后不用等溫正火處理。對于試驗預(yù)制坯進行預(yù)先等溫正火試驗很有必要。預(yù)制坯、鍛件正火硬度及金相見表3。

表3 預(yù)制坯、鍛件正火硬度及金相組織
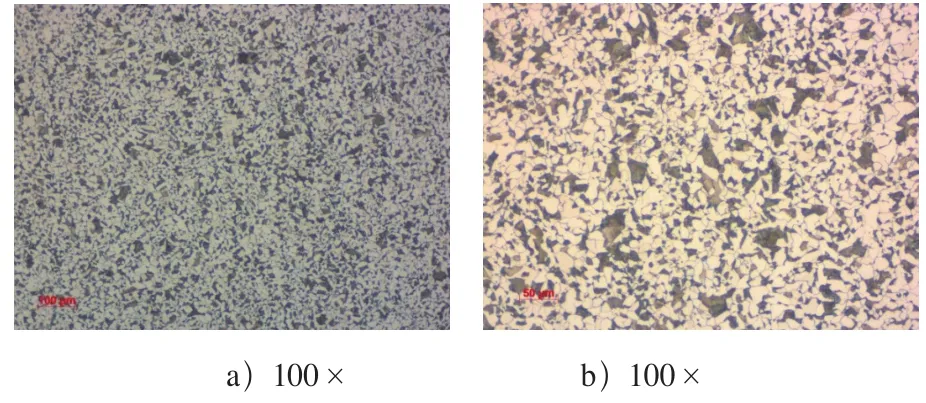
圖10 鍛造位置等溫正火金相組織
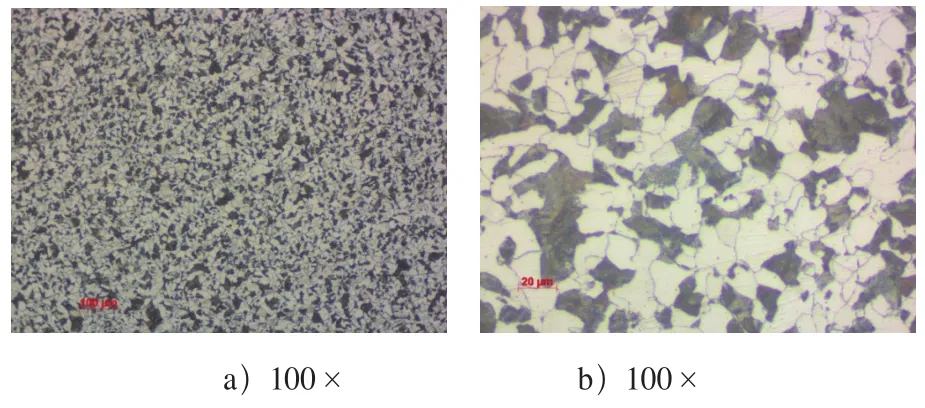
圖11 未鍛造位置等溫正火金相組織
為了比較GFM鍛造位置金相組織,對于直接冷卻和經(jīng)過保溫緩冷的金相組織(500×)進行比較,如圖12c、圖14c所示。在金相組織中可以看出經(jīng)過緩冷去應(yīng)力的鍛坯,金相組織(圖14c)有球化的趨勢,對于這種金相組織與高合金鋼等溫退火的金相組織非常相似。
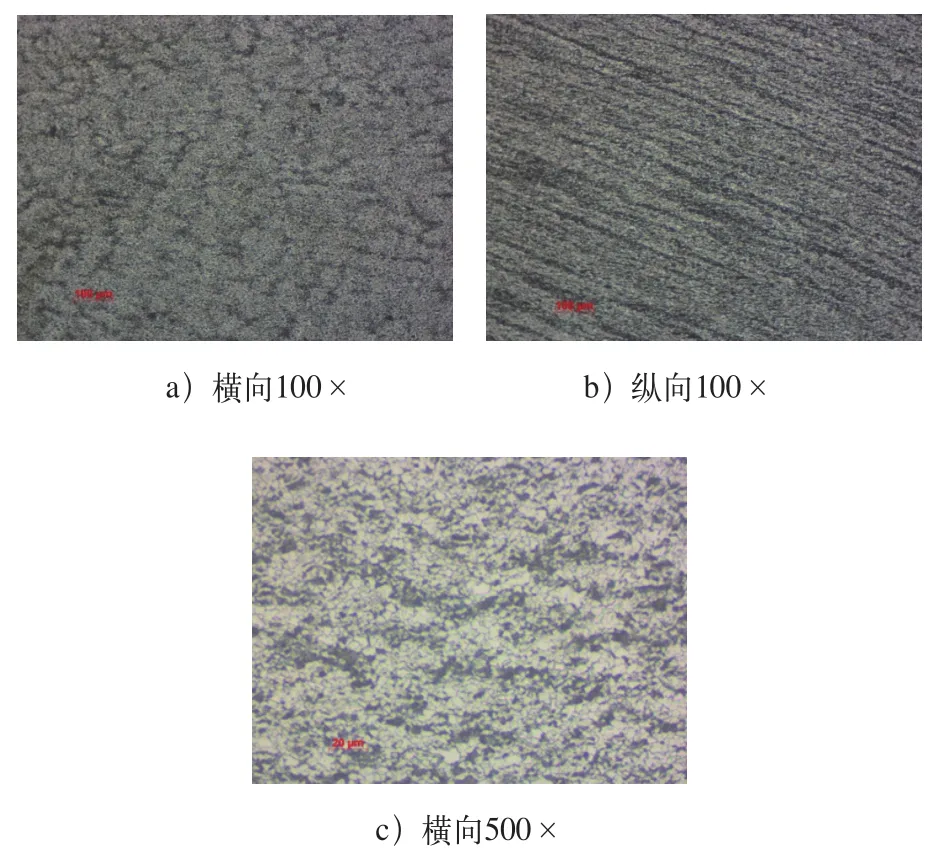
圖12 鍛造位置直接空冷未正火金相組織
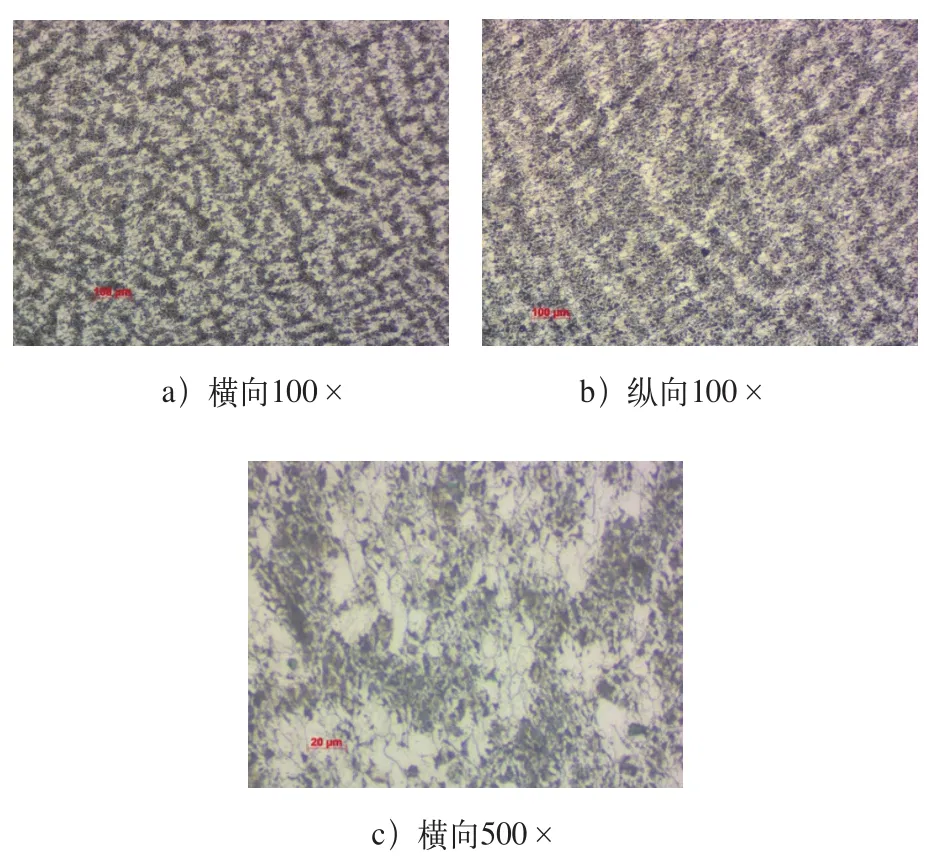
圖14 鍛造位置鍛后緩冷未正火金相組織
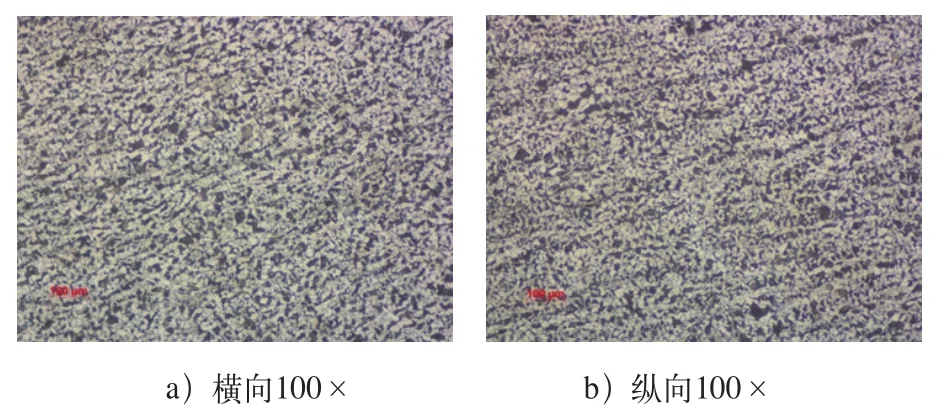
圖13 未鍛造位置直接空冷未正火金相組織
鍛造后硬度有上升的趨勢。預(yù)制坯中頻感應(yīng)加熱相當(dāng)于高溫回火,由于沒有變形,硬度有降低的趨勢。預(yù)制坯通過GFM高頻次鍛造硬度由163HBW上升至187HBW、191HBW,GFM溫鍛后硬度上升14%~17%,檢測雖然只有兩件,但也可以說明鍛造硬度有上升的趨勢。
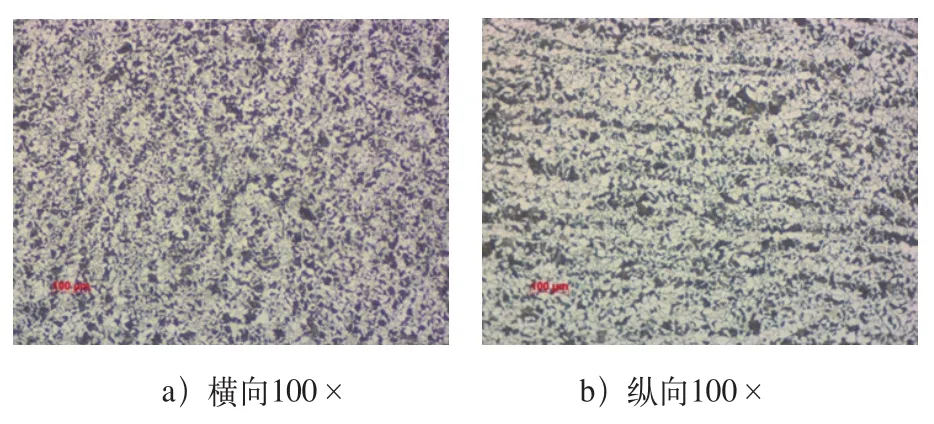
圖15 未鍛造位置鍛后緩冷未正火金相組織
由于GFM在鍛造過程中,不同的部位變形量不同,各處的硬度及晶粒度不同,因此對于類似鍛造產(chǎn)品正火檢測項目最好指定位置。指定的檢測位置是作為齒輪或者花鍵的位置。硬度、金相可以按照平常要求執(zhí)行;對于晶粒度要求不低于5級,而沒有上限要求。
5 預(yù)制坯滲碳試驗
對于預(yù)制坯各種狀態(tài)的鍛件進行滲碳淬火,檢測心部組織。試驗及狀態(tài)檢測見表4。

表4 滲碳淬火后心部組織
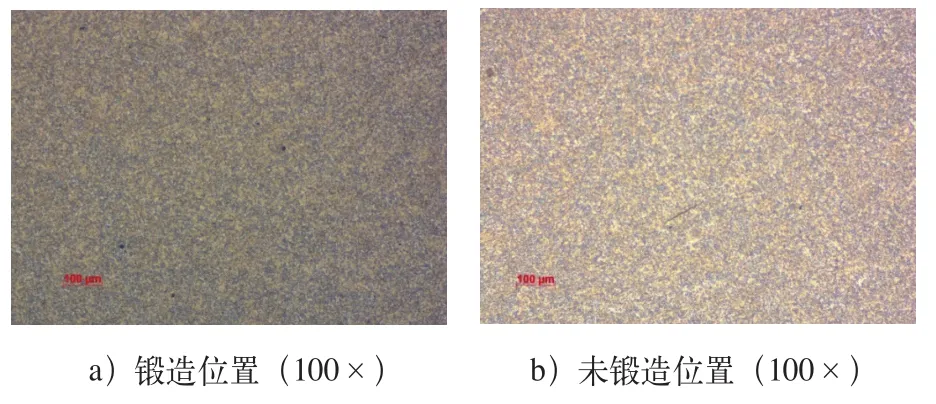
圖16 等溫正火+GFM鍛造+鍛后空冷后金相組織
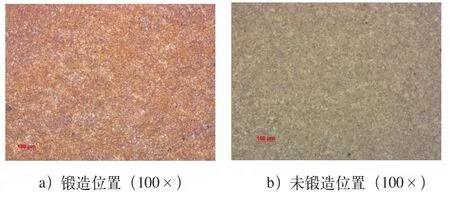
圖17 等溫正火+GFM鍛造+鍛后緩冷后金相組織

圖18 模鍛后等溫正火+GFM鍛后空冷+等溫正火后鍛造位置金相組織(100×)
圖19 模鍛后空冷+GFM鍛后空冷+等溫正火后鍛造位置金相組織(100×)
預(yù)制坯不同預(yù)處理狀態(tài)是否影響滲碳后晶粒度,根據(jù)試驗只要等溫正火后金相組織合格就可以,試驗狀態(tài)見表4。四者的晶粒度沒有太大區(qū)別,只是預(yù)制坯經(jīng)過預(yù)處理,晶界更清晰而已,大晶粒數(shù)量少一點,但都是合格的。根據(jù)滲碳淬火后心部金相可以看出,對于鍛件直接冷卻和鍛后緩冷,金相都是合格的,由于鍛坯晶粒度細(xì)小,滲碳后的組織還是優(yōu)于正常模鍛件的。但是鍛件鍛后緩冷可以消除部分鍛造應(yīng)力,雖然直接空冷組織也是合格的,但是對于緩冷后的鍛件由于應(yīng)力的消除對于滲碳工件的變形還是有好處的。
6 結(jié)束語
綜合上述試驗可以看出,對于預(yù)制坯進行預(yù)處理,GFM鍛造始鍛溫度<830℃,鍛件可不用進行等溫正火處理。對于預(yù)制坯采用較低的鍛造溫度(≤1000℃),預(yù)制坯組織不會太差,鍛造時選用較低的鍛造溫度(≤820℃),鍛造后空冷,進行等溫正火,合格率也很高,可以達到90%以上,對于鍛造過程緩冷有時執(zhí)行有難度,通過降低預(yù)制坯鍛造溫度,提高預(yù)制坯質(zhì)量,穩(wěn)定GFM鍛造溫度,采用等溫正火質(zhì)量還是可以保證的。
1)在實際生產(chǎn)中發(fā)現(xiàn),預(yù)制坯鍛造時溫度≤1000℃,能保證成形,GFM鍛造后空冷沒有經(jīng)過緩冷處理,經(jīng)過一次正火很多時候也是合格的,可能與預(yù)制坯鍛造溫度低有關(guān),預(yù)制坯組織較好;也有可能鋼中Al、Nb、Ti等碳氮化物形成元素[3],對晶粒進行釘扎,可以防止晶粒長大,從而保證一次正火合格。
2)由于對鍛件要求精度比較高,因此應(yīng)對預(yù)制坯進行等溫正火處理,控制預(yù)制坯硬度在最下限是鍛件正火硬度要求。工件變形要求嚴(yán)格的鍛件盡量采用鍛后緩冷,根據(jù)變形試驗或者增加鍛后等溫正火。
3)鍛件晶粒度要求不低于5級,沒有上限要求。另外,應(yīng)對鍛件硬度指定檢測部位。
