航空鈑金類零件的橡皮墊容框成型技術
2021-07-20 06:03:08隗仁軒楊志軍
金屬加工(冷加工) 2021年6期
隗仁軒,楊志軍
鄭州鄭飛機電技術有限責任公司 河南鄭州 450005
1 前言
目前,很多異型鈑金類零件的加工基本上還是采用傳統加工方法,該方法需要操作者在模胎上手工反復校正,不僅勞動強度大,并且成型后的零件表面質量較差,零件一般不具有裝配互換性。為了滿足生產需要,尤其是解決零件成型后的表面質量問題,提高鈑金類零件的加工效率就變得越來越重要,因此需要研究一種新型的加工方法來實現對鈑金類零件的快速成型。
橡皮墊容框成型鈑金零件技術是借助壓力機提供成型的外力,利用橡皮墊自身的彈性對零件進行包覆和擠壓,靠容框模具的型腔來控制橡皮收縮的一種成型技術,即固定式容框成型技術。在滿足零件加工尺寸要求和幾何公差的前提下,該技術可實現對鈑金類零件的快速成型,提高零件的表面質量和加工效率。
2 成型原理及所用設備
由于大多數航空鈑金類零件對結構和裝配位置有一定要求,尤其是蒙皮、蓋板等裝配時裸露在產品外部的零件,對外觀質量要求較高。因此,加工時不僅要關注零件的成型效率,而且要特別關注零件成型后的表面質量。橡皮墊容框成型的工作原理是以液壓機作為輔助設備提供運行動力,利用成型零件的容框(凸模和凹模)將待成型零件放置在模胎上、容框橡膠板下,通過壓力機下行使容框的凸、凹模閉合,利用凹模內所放置的橡皮墊在受壓過程中形成的封閉內腔和橡皮自身的彈性,使待成型的零件毛坯或金屬板料在壓力機所提供的外力作用下讓材料沿著模具型面貼合,對需要成型的零件進行包覆和擠壓,將零件緊緊貼在模胎表面。橡皮墊容框成型是半模成型,具有模具簡單、可縮短生產周期和降低制造費用等特點,而且零件成型的過程中橡膠墊受到擠壓,可以充分發揮板料的塑性,減小零件的回彈量,成型后的貼胎間隙小,是一種先進的成型工藝。經過多次試驗,采用橡皮墊成型技術,可以滿足零件成型后的貼胎間隙≤0.3mm的要求。
橡皮墊容框成型技術所使用的成型設備是我公司自主開發的橡皮墊容框,與壓力機(作為輔助外力)配合使用,目前包括300t壓力機容框、630t壓力機容框和1600t壓力機容框等系列。本文以630t壓力機的橡皮墊容框為例進行研究,其容框結構如圖1所示。
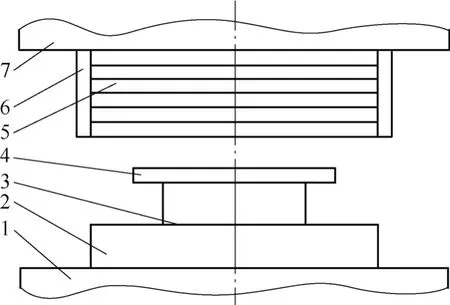
圖1 橡皮墊容框結構
3 研究內容及過程
本次研究的內容是在630t壓力機上使用容框成型技術來加工零件。通過選擇橡皮墊參數,獲得合適的加工工藝參數,完成零件的加工制造,達到提高零件的表面質量和加工效率、實現鈑金類零件快速成型的目的。
3.1 試驗材料
容框材料為球墨鑄鐵,材料牌號:QT600-3;技術要求:GB/T5612—2008;橡膠板材料牌號:1105;試驗零件材料為硬質鋁合金,材料牌號:2A12;材料供應狀態:O(退火狀態);厚度δ:1.5mm;規格條件:GB/T3880.3—2006;技術條件:GB/T16475—2008。
3.2 試驗過程
(1)試驗零件及展開圖 進行工藝研究時,需要確保零件成型時所需容框的內腔尺寸足夠安放零件,而且需要將待成型零件放置在成型模胎上,即零件成型前的展開料。依據零件圖樣進行計算,并繪制零件展開圖,如圖2、圖3所示。

圖2 試驗零件

圖3 試驗零件的展開毛坯
(2)彎曲成型力的計算 在零件成型階段,由于壓力機下行,容框的凸模和凹模閉合,最終將需要成型的零件緊貼在模胎上。此時零件受到凸模、凹模和橡膠板共同作用力的擠壓,校正彎曲力急劇增大,其彎曲成型力用下式計算:
式中,P是校正彎曲力(kN);p是單位校正力(MPa),其數值可根據表1進行選取;A是成型部分的投影面積(mm2)。

表1 單位校正力p的數值(單位:MPa)
根據本次試驗所用材料進行選取對應數據,帶入公式計算,可得
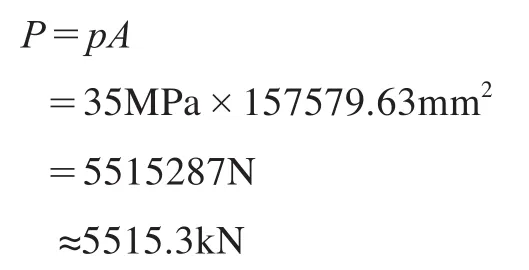
經過計算,成型所需的校正力約為5515.3kN,而630t壓力機的公稱力為6300kN,也就是說成型所需的校正力小于所選用的壓力機噸位,故該設備滿足成型零件所需的壓力要求。
(3)成型零件的容框設計及實體圖 根據待成型零件的外廓尺寸和成型高度,考慮其安全裕度,經過計算,選取630t壓力機作為輔助成型設備。容框成型腔的尺寸為450mm×800mm×1000mm,容框材料為QT600-3球墨鑄鐵,加工方式為鑄造。其容框凸模、凹模、橡皮墊、成型零件模胎以及待成型零件在加工時的裝配結構關系如圖4所示,容框在壓力機上的安裝及固定如圖5所示,容框的凹模和凸模零件尺寸如圖6和圖7所示。

圖4 容框實體

圖5 容框在壓力機上的安裝及固定

圖6 容框凹模
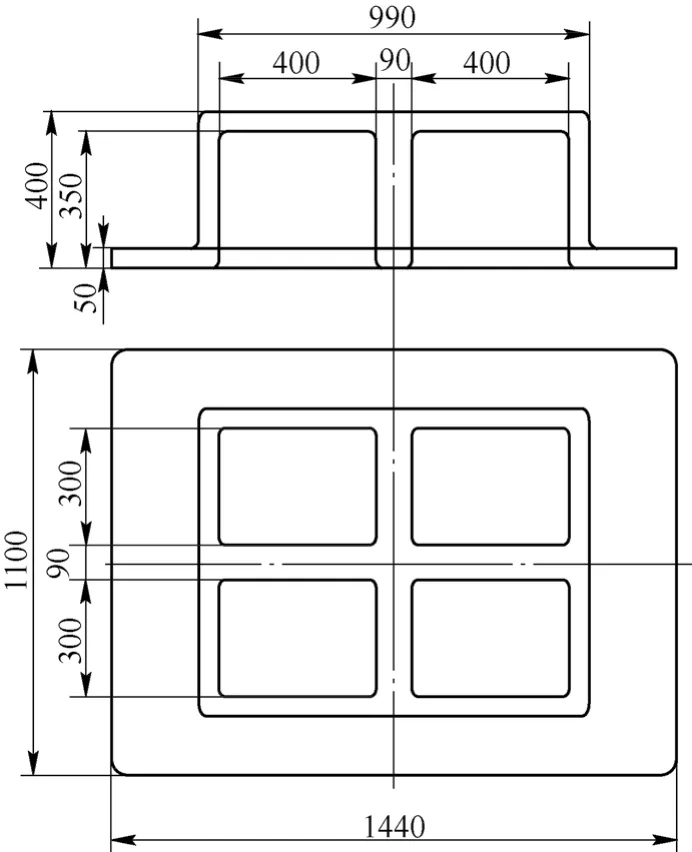
圖7 容框凸模
(4)容框凹模受力分析及制造要求 由于容框的凹模內放置有一定厚度的橡皮墊,在零件成型的過程中橡皮墊受擠壓會產生較大的彈力并傳遞給凹模的四周,所以需要考慮一定壓力下容框凹模的變形情況,為此需要對凹模進行仿真計算,假定壓力機作用力為8000kN(即壓力機噸位為800t),此時凹模受力變形的位移情況如圖8所示,最大位移量≤0.8mm。

圖8 容框凹模受力變形位移
容框的凹模和凸模均采用QT600-3球墨鑄鐵鑄造而成,其工藝流程為:5備料→10設計并制作模型→15鑄造毛坯→20清砂→25鑄件回火→30粗刨加工→35二次熱處理→40精銑加工→45人工刮研→50檢驗(光譜分析)→55交付,其中“5、10、15……50”為工序號。
鑄造要求:①鑄件表面不允許有冷隔、裂紋、縮孔、穿透性缺陷以及嚴重的殘缺類缺陷(如欠鑄、機械損傷等)。②鑄件表面應平整,澆冒口、毛刺和黏砂等應清除干凈。③鑄件公差帶對稱于毛坯鑄件的基本尺寸布置。④未注幾何公差應符合GB/T1184-H的要求。⑤起模斜度及鑄造圓角由鑄造工藝確定。⑥機械加工吊掛螺栓孔,不允許有毛刺。⑦凸模和凹模鑄造的所有圓角均分布在鑄件四周。
4 容框橡膠墊的確定
(1)橡膠材料的選擇 容框中橡膠的選擇是容框設計的主要問題之一,硬橡膠對成型過程有利,但是如果橡皮太硬,要使橡膠表面形成與成型模一致的形狀并將毛坯各處都壓得和成型模相貼,就需要更大的單位壓力,同時容框表面的硬橡膠易于磨損、破裂。因此,為了使橡膠具有良好的流動性和較好的消除皺紋的能力,在容框內部采用較軟的橡膠,其厚度一般為20~50mm,本次成型時選用的厚度為40mm,這樣可同時滿足兩方面的要求。即使工作表面層被磨損或破裂,也只要更換一塊表層橡膠墊即可。
由于該容框成型主要是利用容框的封閉內腔和橡膠板的彈性,根據零件成型的特點,需要利用橡膠板將需要成型的零件進行包覆和擠壓,然后將零件緊緊貼在模胎表面。根據使用要求確定所需的橡膠板參數,其具體指標值見表2。

表2 橡膠板參數
(2)制造橡膠墊所需模具的設計 容框所用的橡膠墊需要根據容框內腔尺寸進行設計加工,由于橡膠墊注塑時會有一定的成型收縮率,設計模具時需要充分考慮該收縮率并預留收縮量,保證成型后的橡膠墊剛好滿足容框的內腔尺寸。澆注橡膠板的凸、凹模實體如圖9所示。

圖9 澆注橡膠板的凸、凹模實體
5 容框成型零件的過程及表面質量
(1)容框成型零件的加工過程 通過試驗,使用容框成型零件后,零件基本貼合模胎,可以滿足零件貼胎≤0.3mm的要求。取下零件后工人只需要簡單校正即可達到圖樣要求,試驗效果很理想。主要工藝流程為:5下料→10激光切割零件展開外形及型孔→15去毛刺→20上料(見圖10)→25固定(見圖11)→30成型(見圖12)→35校形→40檢驗,其中“5、10、15……40”為工序號。

圖10 待成型零件上料

圖11 待成型零件固定

圖12 零件成型
試驗結果表明,只要在壓力機許用壓力下且成型零件外形尺寸不大于容框內腔尺寸,都可以進行成型加工,而且可以同時成型多種不同形狀的零件。使用設備來輔助成型,不僅降低了勞動強度,而且大大提高了零件的加工效率,達到了預期的效果。
(2)新、舊加工方式成型的零件比較 舊加工方式如圖13所示,通常成型鈑金零件是將零件放置在工作臺上,用型塊和壓板通過螺栓和螺母將待成型的零件固定在工作臺的T形槽內,然后用榔頭和墊塊通過人工反復敲打成型,這樣成型的零件表面質量差,而且勞動強度大、加工效率低。

圖13 舊加工方式成型零件
由于鋁合金板料供貨狀態的表面質量較好,使用容框成型時,是將需要成型的零件放置在模胎上,置于容框橡膠板下,通過壓力機的下行使凸、凹模閉合,在零件成型的過程中基本不受敲擊力,所以零件成型后的表面質量好(見圖14),相比之前的加工方法,零件表面質量有明顯的改善。

圖14 新加工方式成型的零件
6 橡皮墊容框成型技術的優點
經過不斷摸索試驗、優化和跟蹤檢測,該橡皮墊鈑金成型技術所加工的零件尺寸一致性好,表面質量穩定,贏得了客戶的認可和好評。該橡皮墊容框成型技術具有以下優點。
1)橡皮墊容框成型是一種靜壓成型工藝,由于橡皮墊成型過程中橡皮始終緊貼零件,所以零件表面無擦傷痕跡;成型時壓力均勻,加工零件表面質量好,外形準確度高;同時由于厚度變化較均勻,材料內部的損傷率大大降低。
2)由于只有一個凸模,簡化了模具,壓力機上模具的準備時間縮短,即使進行試模和成型,其時間也減少了50%以上,故生產周期短,制造費用低。
3)由于工作臺上能同時放幾種不同產品的模具,故一個循環可同時成型幾種產品。即使是相同的模具,也能成型不同板厚的板坯。需要兩個工序以上成型的產品也能用同一模具成型。
4)橡皮墊容框成型的過程中成型和校形同時進行,生產效率大大提高。
7 結束語
基于上述橡皮墊容框成型的優點,目前容框可以成型的材料有鋼、鋁、鋅基合金和不銹鋼等,零件種類有整流罩的側罩、蓋板類、異型面蒙皮類、加強筋類和隔框類等。另外,不僅航空產品可以使用,非航空類產品也同樣適用,具有較高的推廣價值。
