輪胎擠出口型參數化設計與加工
2021-07-20 03:23:54高春芝張世全
橡膠科技 2021年11期
高春芝,張世全
(1.威海福旺環保設備有限公司,山東 威海 264200;2.三角輪胎股份有限公司,山東 威海 264200)
隨著我國輪胎行業的快速發展,產品更新換代逐步加快,輪胎企業為快速響應市場需求,提高市場競爭力,不斷推出滿足客戶需求的高質量產品。針對輪胎產品多樣化、系列化的發展趨勢,擠出口型作為輪胎生產的重要工藝裝備,其設計及加工的準確性及高效性直接影響輪胎的制造質量及交付周期,尤其是需設計及加工數量較多擠出口型時,快速、準確地加工及交付至關重要[1-4]。
為保證擠出口型設計及加工的準確性及高效性,我公司根據客戶提供的擠出部件尺寸及膠料膨脹系數,采用EXCEL和CATIA軟件準確、快速地實現擠出口型參數化設計,并將口型設計文件導入數控軟件,進行機床加工,達到準確、快速交付客戶的目的。
本工作以11R22.5輪胎擠出胎面為例,介紹利用CATIA軟件進行擠出口型參數化設計的方法。
1 擠出口型三維圖繪制
通常擠出口型包括終口型及預口型兩部分,需分開進行設計和制圖。利用CATIA軟件分別繪制11R22.5輪胎胎面擠出終口型(見圖1)及預口型(見圖2)三維圖。

圖1 胎面擠出終口型三維圖
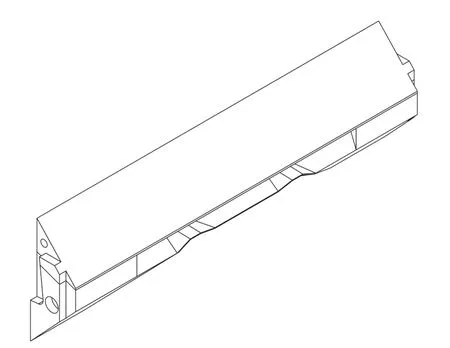
圖2 胎面擠出預口型三維圖
2 擠出口型型腔參數化設計
因不同規格終口型及預口型外形尺寸相同,只需對終口型及預口型型腔進行參數化設計,胎面擠出部件尺寸如圖3所示。
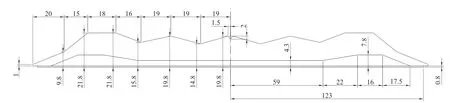
圖3 胎面擠出部件尺寸
通常擠出胎面外形尺寸由擠出終口型型腔尺寸控制,胎面基部膠尺寸由預口型型腔尺寸控制,因此分別對終口型及預口型型腔進行參數化設計。
2.1 擠出終口型
(1)用CATIA軟件打開胎面擠出終口型三維圖(見圖1),點擊“f(x)”圖標,進入建立參數對話框(見圖4),新建與胎面各尺寸(見圖3)對應的參數,并對應賦值于每個參數。

圖4 建立參數對話框
(2)進入終口型草圖設計界面(見圖5),右鍵單擊各尺寸,出現級聯菜單,單擊“編輯公式”,彈出公式編輯器對話框(見圖6),將終口型各尺寸賦值于已建立的參數,賦值完成后,草圖中各尺寸后會出現“f(x)”字樣,表明已完成終口型型腔各尺寸與對應參數的關聯。

圖5 終口型草圖設計界面
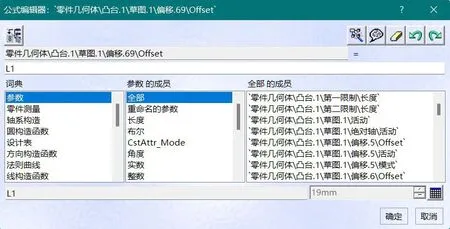
圖6 公式編輯器對話框
(3)返回終口型三維圖界面,點擊創建設計表圖標,進入參數輸入界面(見圖7),點擊參數輸入界面左下角“編輯表”,彈出EXCEL表(見圖8),設計的胎面終口型各尺寸已經顯示在EXCEL表中第2列,根據客戶提供的膠料膨脹系數,計算出需要設計的胎面口型型腔尺寸(胎面口型尺寸與胎面擠出尺寸比值通常為80%~90%),并在此基礎上減小0.5~1.0 mm(為口型微調預留余量),以此作為加工尺寸輸入EXCEL表中,替換第2列尺寸,即為胎面終口型型腔加工尺寸(見圖9)。

圖7 參數輸入界面(空白)

圖8 終口型設計EXCEL表界面

圖9 胎面終口型型腔加工尺寸
(4)如需增加其他規格胎面口型設計,可依次將各規格口型加工尺寸輸入EXCEL表中第3列和第4列等,并保存。當需要設計加工某規格口型時,重新進入參數輸入界面(見圖10)點擊相應規格參數所在行(藍色所示),并點擊“確定”后,終口型三維圖即自動更新為將要設計加工的口型。
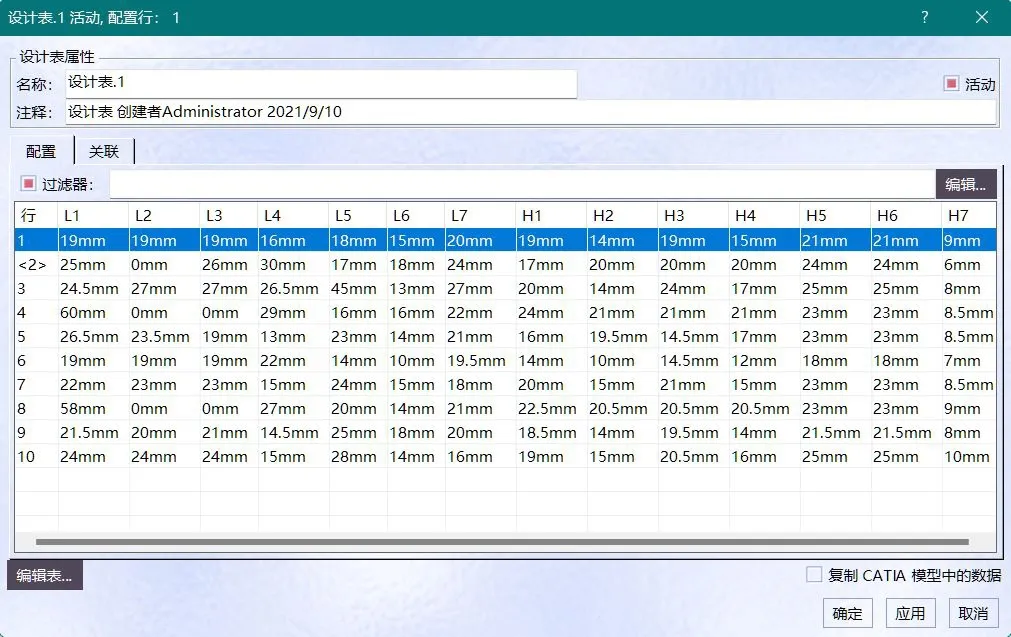
圖10 參數輸入界面(輸入數據后)
2.2 擠出預口型
擠出預口型參數化設計與終口型設計步驟相同,在預口型三維圖界面,對應終口型規格將計算完成的胎面基部膠預口型型腔加工尺寸依次輸入EXCEL表(見圖11)中。

圖11 預口型設計EXCEL表界面
3 擠出終口型及預口型加工圖紙輸出
通過CATIA軟件的工程制圖模塊,可快速建立終口型及預口型三視圖(或多視圖)加工圖紙(見圖12和13),并可自動或手動進行尺寸標注,完成后即可打印輸出。當更改規格時,對應的尺寸在圖紙中也可自動更改。
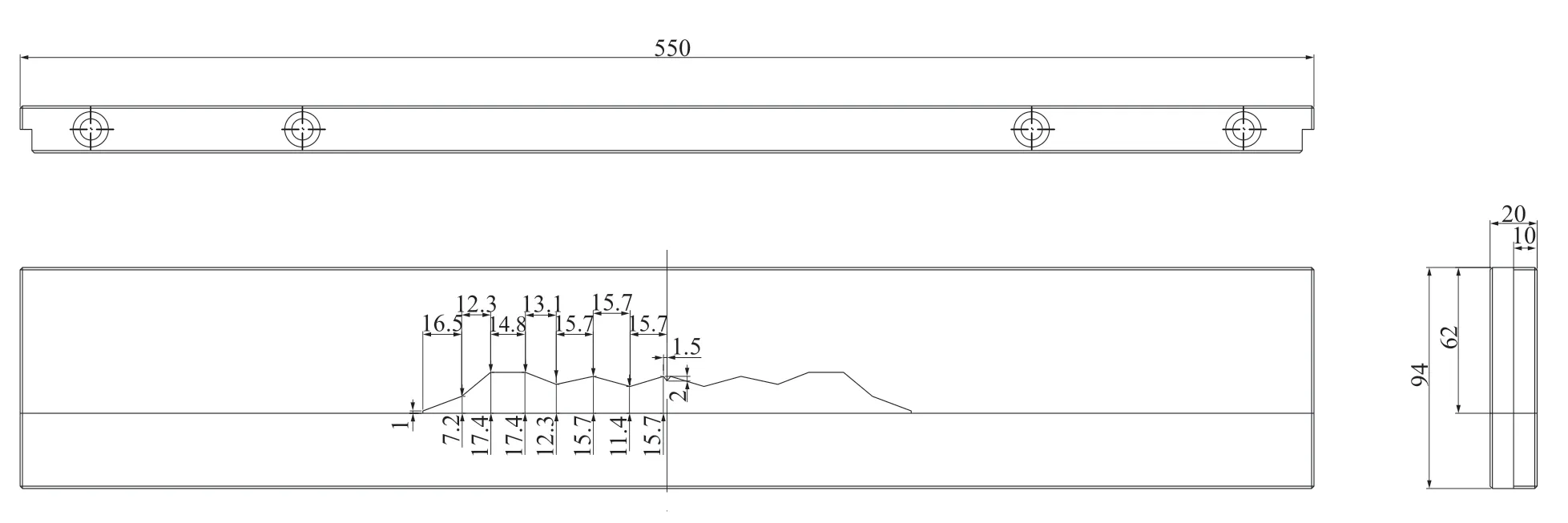
圖12 終口型加工圖紙
4 擠出終口型及預口型加工
將擠出終口型及預口型三維圖另存為igs等格式文件,可導入數控加工軟件,進行數控機床加工。
5 口型調試
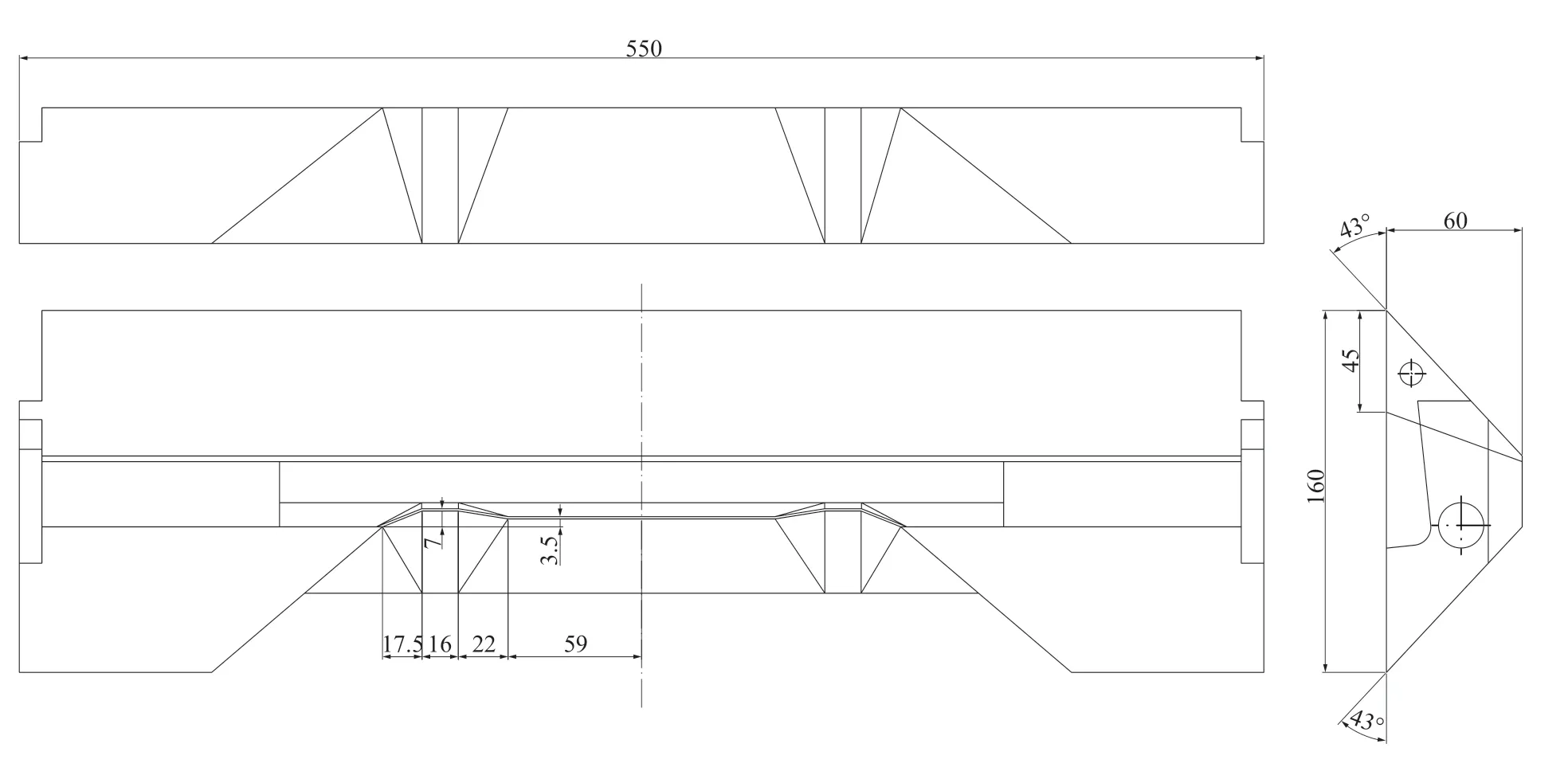
圖13 預口型加工圖紙
將按上述方法設計加工的胎面口型進行試驗擠出,并取樣進行擠出胎面外形尺寸檢測。試驗擠出胎面外形寬度基本符合標準,厚度趨近于標準下限,較標準值小0.5 mm左右。對比檢測情況,對終口型型腔進行打磨,再次進行試驗擠出,并進行外形尺寸檢測,結果表明,擠出胎面外形尺寸完全符合設計標準。
通過設計、加工和試驗擠出過程可以看出,上述擠出口型參數化設計方法可以達到準確、快速地完成口型設計、加工和調試的目的。
6 結語
本文介紹了擠出口型參數化設計方法,根據擠出部件尺寸及膠料膨脹系數,計算出口型型腔加工尺寸,采用EXCEL和CATIA軟件實現口型參數化設計,從而保證口型設計加工的準確和快速。
猜你喜歡
當代陜西(2020年13期)2020-08-24 08:22:02
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
制造技術與機床(2017年5期)2018-01-19 02:49:17
海峽姐妹(2017年7期)2017-07-31 19:08:17
金秋(2017年4期)2017-06-07 08:22:16
Coco薇(2017年5期)2017-06-05 08:53:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11