5G覆銅板疊層復合材料高效切磨工藝試驗研究
2021-07-21 03:23:20許啟灝汪佳樂
金剛石與磨料磨具工程 2021年3期
高 航, 楊 勇, 許啟灝, 汪佳樂, 王 勇
(1.大連理工大學 機械工程學院, 遼寧 大連 116000)
(2.東莞華南設計創新院, 廣東 東莞 523000)
覆銅板是以玻璃纖維或其他材料增強的復合材料層合板為主體,一面或雙面覆以銅箔經過熱壓而制成的一種疊層復合材料板材。覆銅板是現代電子制造業最基礎的材料之一,主要用于制作印制電路板,對印制電路板起互聯導通、絕緣和支撐的作用,在電子行業占據重要地位。近幾年來,隨著5G技術的飛速發展,覆銅板工業發展迅猛[1],我國已經成為全球最大的制造國,同時也是最大的消費國。
目前,國內企業對覆銅板原材料的切邊裁剪和整形主要采用沖壓剪切方式。隨著對5G覆銅板材厚度的要求不斷提高,采用沖壓剪切方式加工后的切邊截面形貌參差不齊,嚴重影響產品質量,且容易殘留不穩定的碎屑顆粒,在后續使用過程中極易脫落而劃傷覆銅板表面,造成板材傳輸損失等[2]。因此,如何提高5G覆銅板材的切邊質量和效率,已成為影響相關企業完成批量加工質量的瓶頸問題。
對此,曾有很多企業和學者對覆銅板的切邊加工和制孔加工開展過研究,包括機械加工和激光加工[3-5]。其中,激光切邊加工因成本等原因,在覆銅板材切邊加工應用中尚不多見。雖然覆銅板上下2層銅皮很薄(約為7 μm),但覆銅板整體厚度在1.5~2.0 mm,這種尺寸的加工貌似可以將其磨削過程看成是對中間層復合材料的磨削,但實際加工時表面銅皮會發生很大的塑性變形進而形成毛刺飛邊[6-7],從而影響其加工質量。而傳統的金剛石砂輪切磨覆銅板中間層的玻璃纖維增強環氧樹脂復合材料過程中,會由于摩擦產生大量的熱,但玻璃纖維的導熱系數不高[8],這些聚集的熱量會使磨削區域的溫度升高,進而出現燒傷現象。
針對上述存在的問題,提出采用燒結金剛石開槽薄片砂輪進行覆銅板高效切磨的工藝方法,并在不同加工工藝參數下對其切磨加工質量進行試驗研究。
1 燒結金剛石開槽薄片砂輪設計及切磨機理
1.1 燒結金剛石開槽砂輪結構設計
燒結金剛石開槽薄片砂輪(簡稱“開槽砂輪”)是通過粉末冶金的方式將磨粒與金屬燒結在不銹鋼基體上,利用電解的方式加工出切磨材料所需形狀及尺寸的溝槽。開槽砂輪圓盤外徑為110 mm,厚度為0.8 mm,磨料平均顆粒尺寸為0.212 mm,開槽砂輪的結構如圖1所示。由于砂輪較薄,為了增加砂輪刃齒剛度,砂輪刃齒底部設計成三角形加固結構。為方便描述開槽砂輪的結構特性,這里引入“溝槽因子[9]”的概念,溝槽因子η定義為:
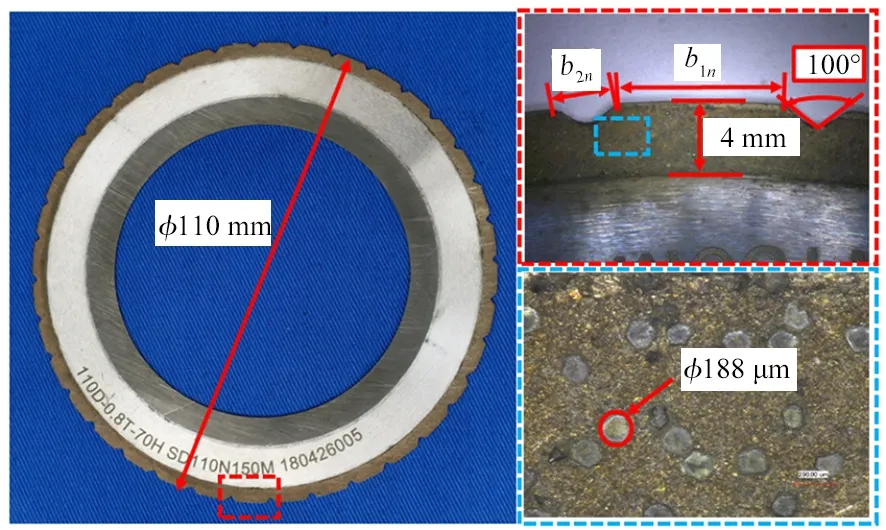
圖1 燒結金剛石開槽薄片砂輪
(1)
其中:b1n為開槽砂輪凸出部分法向長度,b2n為開槽砂輪溝槽法向長度。開槽砂輪磨削屬于斷續磨削,能有效降低工件表層的磨削溫度。隨著η值減小,磨削溫度近似呈線性規律下降,但η值過小,砂輪有效工作面積太小,將導致砂輪磨損加劇,工件表面粗糙度惡化,且容易引起振動。一般取η=0.65~0.85,砂輪將表現出較好的綜合磨削性能,本次試驗開槽薄片砂輪選取的溝槽因子為0.70。
1.2 開槽砂輪切磨機理
利用Keyence超景深三維顯微鏡對加工后表面進行微納結構顯微觀察得到了開槽砂輪的切磨機理,如圖2所示。
覆銅板疊層材料切磨過程可以分為3個階段。第1階段:砂輪與切入側表面接觸,切入側表面材料在這一過程中不僅受到磨削力的作用,同時還受到砂輪擠壓力的作用。在擠壓力的作用下,切入側表面銅皮會發生塑性變形,當材料所受壓強達到強度極限時發生斷裂,而斷裂時由于表面銅皮受到擠壓力的作用會向自由端退讓并隆起,因此產生了一定高度的毛刺飛邊,如圖2a所示。第2階段:隨著砂輪向前進給,砂輪會接觸到中間層的復合材料,對復合材料進行磨削,如圖2b所示。第3階段:隨著砂輪繼續向前進給,砂輪會接觸到切出側表面的銅皮。在磨削力和擠壓力的雙重作用下,切出側表面的銅皮會產生塑性斷裂,而此位置的磨削力和擠壓力都有向下分量,導致銅皮的變形更加劇烈。因此,切出側表面的毛刺飛邊高度δ要大于切入側表面的毛刺飛邊高度γ,如圖2c所示。在以后切磨過程中,隨著砂輪向前進給,不斷重復上述過程。當切磨過程受力穩定時,會在覆銅板切入側與切出側表面形成高度穩定的毛刺飛邊,如圖3所示。

圖2 開槽砂輪切磨機理
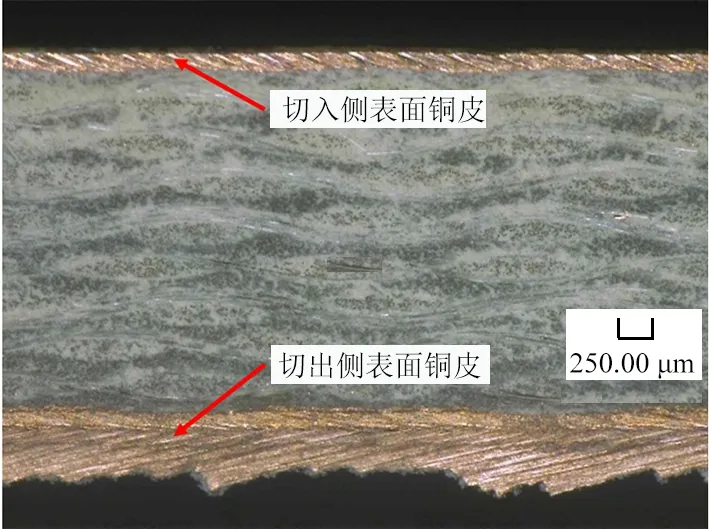
圖3 切入、切出側毛刺飛邊高度對比
2 試驗設備與材料
2.1 試驗設備
使用復合材料專用鉆銑試驗臺對覆銅板進行切邊試驗,主軸末端通過ER夾頭裝夾開槽砂輪。采用基恩士超景深顯微鏡拍攝測量加工后的毛刺飛邊高度,采用三向壓電測力儀測量材料加工過程中的磨削力,采用FLIR E60紅外熱像儀監測切磨過程中的溫度(試驗前利用在覆銅板內部預埋熱電偶的方式對紅外熱像儀進行標定,選取切磨過程中熱像儀觀測到的最大溫度值作為磨削區溫度),試驗現場和試驗原理圖分別如圖4、圖5所示。

圖4 試驗現場
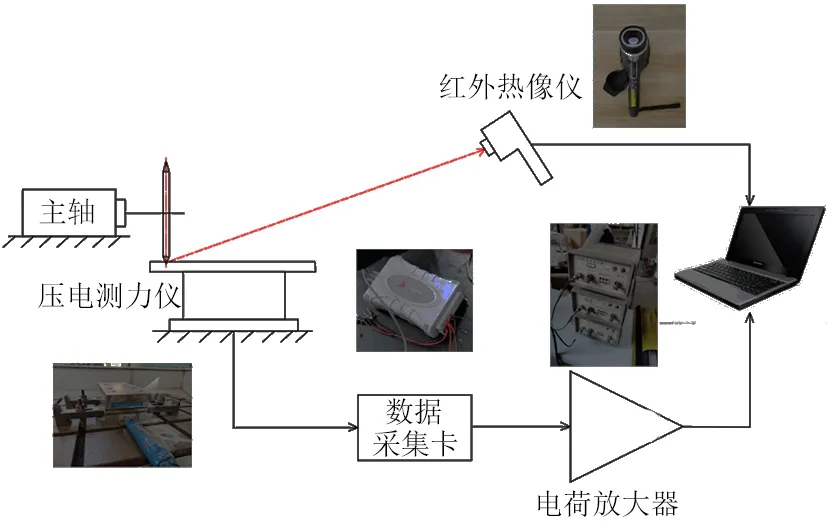
圖5 試驗原理圖
2.2 試驗材料
采用覆銅板為試驗工件,總體有3層材料,中間層為玻璃纖維浸以樹脂,上下2層為銅板,三者通過熱壓裝置壓成一體,工件尺寸為1.5 mm(厚度)×100.0 mm(寬度)×600.0 mm(長度)。
2.3 毛刺飛邊高度與材料燒傷評價指標
覆銅板切邊預試驗發現:砂輪切磨過的加工表面切出側的毛刺飛邊高度明顯高于切入側的毛刺飛邊高度,切出側毛刺飛邊高度大致為切入側毛刺飛邊高度的3~5倍,如圖3所示。切出側的毛刺飛邊高度為待解決問題的關鍵,因此試驗只分析切出側的毛刺飛邊高度。測量區域選取整個切磨長度范圍內切磨穩定的中間段(長度為60 mm),通過超景深顯微鏡測量3個位置的毛刺飛邊高度,取平均值作為此試驗號的毛刺飛邊高度h,具體測量方式如圖6所示。環氧樹脂的燃點為530~540 ℃,而玻璃纖維的主要成分為二氧化硅,有很強的耐高溫性,根據預試驗結果以及環氧樹脂的燃點判斷,當磨削區域溫度達到430 ℃時,材料即有可能發生燒傷危險。
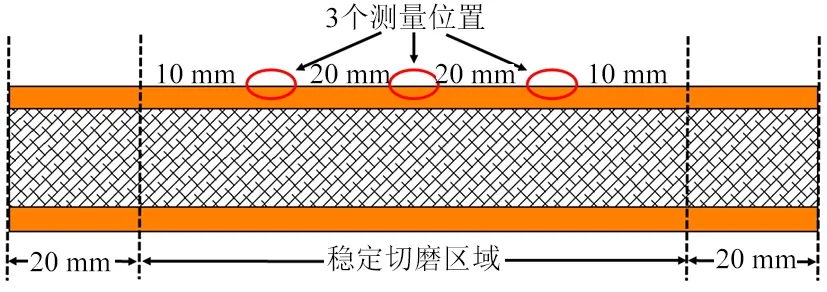
圖6 毛刺飛邊高度測量方式
3 試驗結果與分析
3.1 單因素試驗
圖7為試驗工件加工狀態圖。選取磨削速度vg、進給速度vf和砂輪切入角度θ(磨削速度方向與水平方向的夾角,參見圖7中角度θ)3個參數為試驗因素[10],以毛刺飛邊高度和磨削區溫度為試驗評價指標,開展覆銅板切邊單因素試驗。根據前期的預試驗選定試驗參數范圍如下:磨削速度為23.04~57.60 m/s,進給速度為1 000~1 600 mm/min,砂輪切入角度為15.5°~24.6°。試驗時選用以下參數組合:磨削速度為34.56 m/s,進給速度為1 200 mm/min,砂輪切入角度為22.0°。每組試驗固定其中2個試驗因素水平,探究隨著剩下的1個試驗因素水平線性變化的規律,具體試驗參數如表1所示。為保證試驗結果的準確性,每組試驗重復2次,結果取平均值,每組試驗后清理試驗平臺,調節試驗參數。
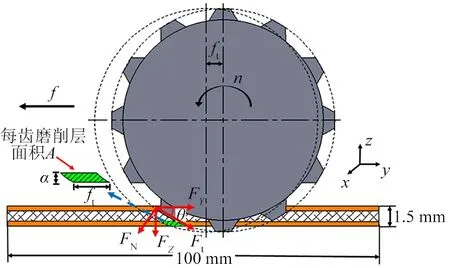
圖7 工件加工狀態
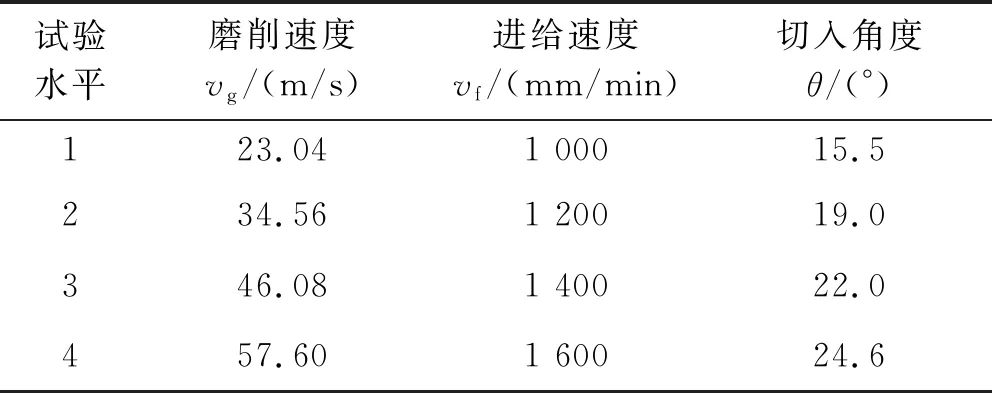
表1 單因素試驗參數
3.2 單位磨削力與毛刺飛邊高度
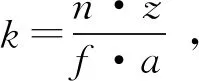
由于試驗是在改變磨削參數的情況下討論磨削力和損傷,所以需要將磨削力歸一化。設砂輪的進給量為f,單位為mm/min;砂輪的轉速為n,單位為r/min;則每轉進給量fr可以表示為:
(2)
設本試驗使用的開槽砂輪齒數為z,則每齒進給量可以表示為:
(3)
設銅皮厚度為a,則每齒銅皮磨削層面積A可以表示為:
(4)
設工件所受的切向磨削力[11]為Ft,所受的法向磨削力為FN,單位均為N;θ為切向磨削力與水平方向的夾角。則將這2個力根據力系等效原理向Y和Z方向等效后可得到Y向磨削力FY和Z向磨削力FZ:
(5)
法向磨削力可以近似表示成與切向磨削力[12]相關的力,這里引入λ為轉換系數,設FN=λFt,則Y向磨削力FY和Z向磨削力FZ可以分別表示為:
(6)
FZA=k·FZ=k·(sinθ+λcosθ)Ft
(7)
對單位面積的Z向磨削力進行歸一化,設磨削速度為34.56 m/s,進給速度為1 200 mm/min時,單位面積磨削力系數為k0,則歸一化單位面積Z向磨削力為:

(8)
在此后的分析中,將歸一化單位面積Z向磨削力簡稱為單位Z向磨削力。單位Z向磨削力與毛刺飛邊高度曲線如圖8所示。
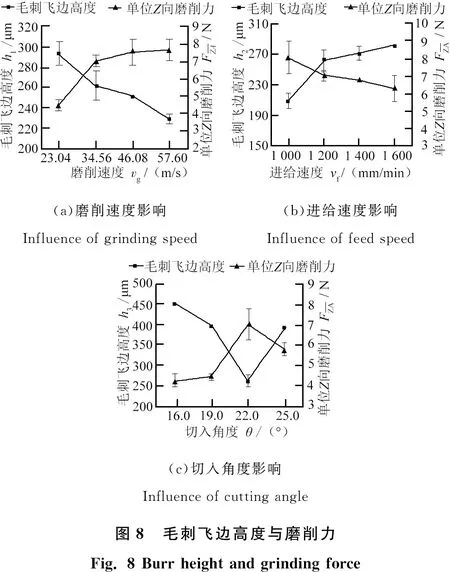
隨著磨削速度增大,單位Z向磨削力逐漸增大,毛刺飛邊高度逐漸降低;隨著進給速度的增大,單位Z向磨削力逐漸減小,而毛刺飛邊高度逐漸升高;隨著砂輪切入角度的增大,單位Z向磨削力先增大后減小,毛刺飛邊高度先降低后升高。從圖8可以看出:毛刺飛邊高度與單位Z向磨削力呈現反比例關系,即單位Z向磨削力越大,毛刺飛邊高度越低。出現這種現象的原因是:磨削力越大,材料所受到的壓力越大,材料本身越趨向于變形尚不充分時就直接發生破壞,材料變形小,而不是先經過一段塑性變形之后再發生破壞。因此,導致毛刺飛邊高度與單位Z向磨削力成反比例關系。此外,因為毛刺飛邊高度更加直觀地反映覆銅板的使用性能(在覆銅板疊放儲存時,高的毛刺飛邊會劃傷與之相鄰的覆銅板表面),所以選取毛刺飛邊高度作為后續分析的主要考慮因素,而將磨削力作為次要參考因素考慮。
3.3 毛刺飛邊高度與磨削區溫度
毛刺飛邊高度與磨削區溫度曲線如圖9所示。由圖9a可知:隨著磨削速度的增大,毛刺飛邊高度整體呈下降趨勢,磨削區溫度呈升高趨勢。造成上述變化趨勢的原因是:磨削速度增大后,單位Z向磨削力變大,使得銅皮材料越趨向于變形不充分就直接破壞,因此銅皮變形小,毛刺飛邊高度低;另一方面,磨削速度增大,單位時間內磨削的次數增加,產生的摩擦熱更多,導致磨削區域溫度升高。綜合圖9a曲線分析,34.56 m/s的磨削速度是切磨覆銅板較優的作業參數,在此參數下加工既能保證毛刺飛邊高度小于300 μm,又能兼顧較低的磨削區溫度,避免中間層復合材料發生燒傷。
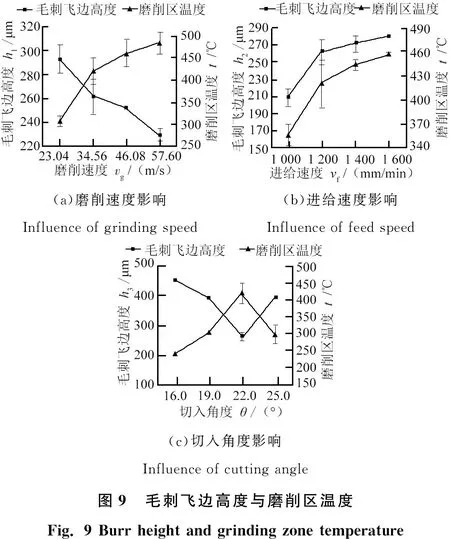
由圖9b可知:隨著進給速度增大,毛刺飛邊高度整體呈上升趨勢,磨削區溫度也呈上升趨勢。從圖8b可知,造成上述變化趨勢的原因是:隨著進給速度增大,單位Z向磨削力逐漸減小,銅皮材料更趨向于塑性變形,變形增大,毛刺飛邊高度增加;另一方面,進給速度增大,磨削面積增大,從而使X向變形力增大,摩擦力增大,進而產生的摩擦熱增多,磨削區溫度升高。綜合圖9b分析,1 200 mm/min的進給速度是切磨覆銅板較優的作業參數,在此參數下加工既能保證毛刺飛邊高度小于300 μm,又能兼顧較低的磨削區溫度,避免中間層復合材料發生燒傷。
由圖9c可知:隨著砂輪切入角度的增大,毛刺飛邊高度呈先降低后升高的趨勢,磨削區溫度呈先升高后降低的趨勢。造成上述變化趨勢的原因是:試驗采用的開槽砂輪具有4 mm高度的金剛石刃齒,在砂輪切入角度較小時(切入角度小于22.0°),完全由開槽砂輪刃齒參與磨削,此時單位Z向磨削力依舊可以采用式(8)計算。當切入角度小于22.0°時,對式(8)求導可得:
(9)

4 結論
(1)單位Z向磨削力隨著磨削速度的增大而增大,隨著進給速度的增大而減小,隨著砂輪切入角度的增大先增大后減小。
(2)毛刺飛邊高度隨著磨削速度的增大而降低,隨著進給速度的增大而升高,隨著砂輪切入角度的增大先降低后升高,毛刺飛邊高度與單位Z向磨削力呈現負相關。
(3)磨削溫度隨著磨削速度和進給速度的增大而升高,隨著砂輪切入角度的增大先升高后降低。
(4)切磨5G覆銅板的最優選參數組合是磨削速度為34.56 m/s,進給速度為1 200 mm/min,砂輪切入角度為22.0°,在此參數下加工,既能保證毛刺飛邊高度小于300 μm,又能兼顧較低的磨削區溫度。
