GCr15軸承鋼比磨削力建模
2021-07-21 08:53:26陳永清趙坤郭建亮陳廉清
軸承 2021年4期
關鍵詞:模型
陳永清,趙坤, 郭建亮,陳廉清
(1.寧波工程學院,浙江 寧波 315211;2.寧波慈興軸承有限公司,浙江 寧波 315300)
GCr15是常用的滾動軸承材料[1-2],其綜合力學性能良好,但磨削加工中極易產生表面燒傷和裂紋等缺陷,這些缺陷的發展機理異常復雜,是磨削力等物理現象綜合作用的結果。研究不同條件下磨削力的大小是探索磨削加工缺陷發展規律的一條合理途徑,而且,通過預測磨削力可實現對磨削溫度、效率和成本的有效控制[3]。
為建立磨削力的預測模型,國內外學者通過長期的理論和試驗提出了各種建模方法。磨削加工的本質是大量磨粒對工件表面材料的滑擦、耕犁和磨削作用[4],其中只有磨削作用可將材料去除,是真正有用的部分。由于磨削過程的復雜性和不確定性[5],使磨削力理論的建模研究難以突破,而形狀、位姿和空間分布均無規律可循的磨粒,進一步增加了磨削力理論建模的難度。將統計學與磨削試驗相結合建立的經驗模型雖無法揭示磨削機理,但可精確預測磨削力的大小,為探索加工條件與磨削缺陷的關聯性提供了一種高效的途徑。因此,對磨削參數進行非線性編碼,采用中心組合試驗設計,以試驗測得值與模型預測值之間的偏差平方和最小為搜索準則,確定模型系數的值,以期建立單位磨削寬度對應的磨削力經驗模型。
1 試驗條件及試驗設計
采用自制的精密平面磨床進行磨削試驗,用電阻應變式測力儀測量磨削力。砂輪為WA60L型陶瓷結合劑氧化鋁砂輪,磨削前用單點金剛石筆進行修整;工件材料為淬硬GCr15軸承鋼,尺寸為25 mm×10 mm×10 mm。

(1)
對(1)式兩邊取自然對數可得
(2)

為求解模型的各項系數,采用中心組合試驗設計法進行磨削試驗。根據中心組合試驗設計理論[6],比磨削力的3個影響因素(ap,vs,vw)均取5個水平(-α,-1,0,1,α),其中(-1,1)為立方點的坐標,0為中心點的坐標,(-α,α)為軸向點的坐標。共進行15次磨削試驗,立方點8次試驗,中心點1次試驗,軸向點6次試驗。立方點的8次試驗由3個因素的水平-1和1全組合而成。恰當選擇α的值,可使試驗設計在各個方向上提供等精度的估計。當有3個影響因素且中心點只做1次試驗時,軸向試驗點的位置[6]為α=1.215。為在求解比磨削力模型時應用中心組合試驗設計,對(2)式中的lnap,lnvs,lnvw進行變換,即
lnap=a2x2+b2,
(3)
lnvs=a3x3+b3,
(4)
lnvw=a4x4+b4,
(5)
其中,各系數為
a2=(lnapmax-lnapmin)/(2α),
(6)
a3=(lnvsmax-lnvsmin)/(2α),
(7)
a4=(lnvwmax-lnvwmin)/(2α),
(8)
b2=(lnapmax+lnapmin)/2,
(9)
b3=(lnvsmax+lnvsmin)/2,
(10)
b4=(lnvwmax+lnvwmin)/2。
(11)
將(3)—(5)式代入(2)式得到以x2,x3,x4為自變量的切向比磨削力模型為
(12)
通過對數變換將原模型轉換為線性方程,依據線性化后變量的線性編碼原則,結合磨削工藝參數常用取值范圍[7],取ap=10~30 μm,vs=20~30 m/s,vw=6~15 m/min,得到的編碼結果見表1,各水平組合以及試驗結果見表2。在表2中,x1為(12)式中(lnkt+αtb2+βtb3+γtb4)的系數,即常數1;x2,x3,x4通過(3)—(5)式由ap,vs,vw求得。
表1 試驗因素編碼Tab.1 Coding of experimental factors
2 比磨削力建模
采用(12)式對第i次試驗的切向比磨削力進行建模,即
(13)

將表2中15次試驗的自變量代入(13)式可得
,(14)
令
(15)
(16)
c=[lnkt+αtb2+βtb3+γtb4αta2βta3
γta4]T,
(17)
則
(18)
令
(19)
d=[lnktαtβtγt]T,
(20)
則
c=Ad。
(21)
實測切向比磨削力形成的向量yt為
(22)
則切向比磨削力預測值與實測值的偏差平方和Qt為
Qt=(yt-xc)T(yt-xc)。
(23)
為求解切向比磨削力模型的各個參數,可建立方程
(24)
求解(24)式可得
c=(xTx)-1xTyt,
(25)
將其代入(21)式得
d=A-1(xTx)-1xTyt,
(26)
至此,已求出切向比磨削力模型中的所有系數。
將結果代入(1)式得到切向比磨削力的經驗公式為
(27)
用同樣方法求得法向比磨削力的經驗公式為
(28)
為驗證模型的預測精度,進行了10次磨削試驗,各磨削參數在常用工藝范圍內隨機選取(表3)。采用自制的八角環式測力儀進行比磨削力測量(通過電阻應變片拾取磨削力信號,經電阻應變儀將信號放大后測得比磨削力)。切向、法向比磨削力預測值與實測值的對比如圖1所示,由圖可知,預測值在實測值附近波動,其中第4,10次試驗的法向比磨削力預測精度最低,約為80%,第4次試驗的切向比磨削力預測精度最高,約為93%;各次試驗的平均預測精度為88%,表明該模型能較準確地對比磨削力進行預測。
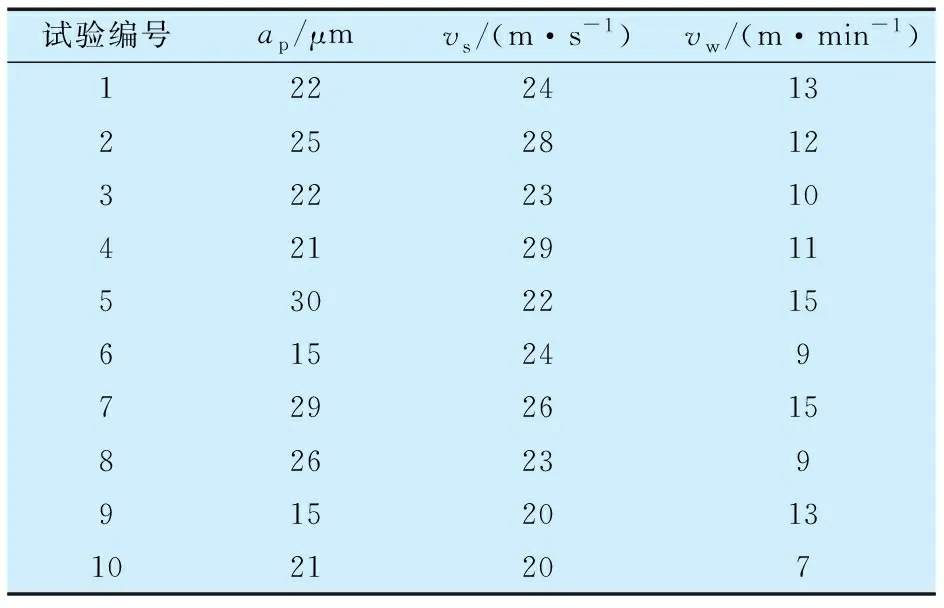
表3 預測精度驗證試驗的磨削參數Tab.3 Grinding experiment parameters for validation of prediction accuracy
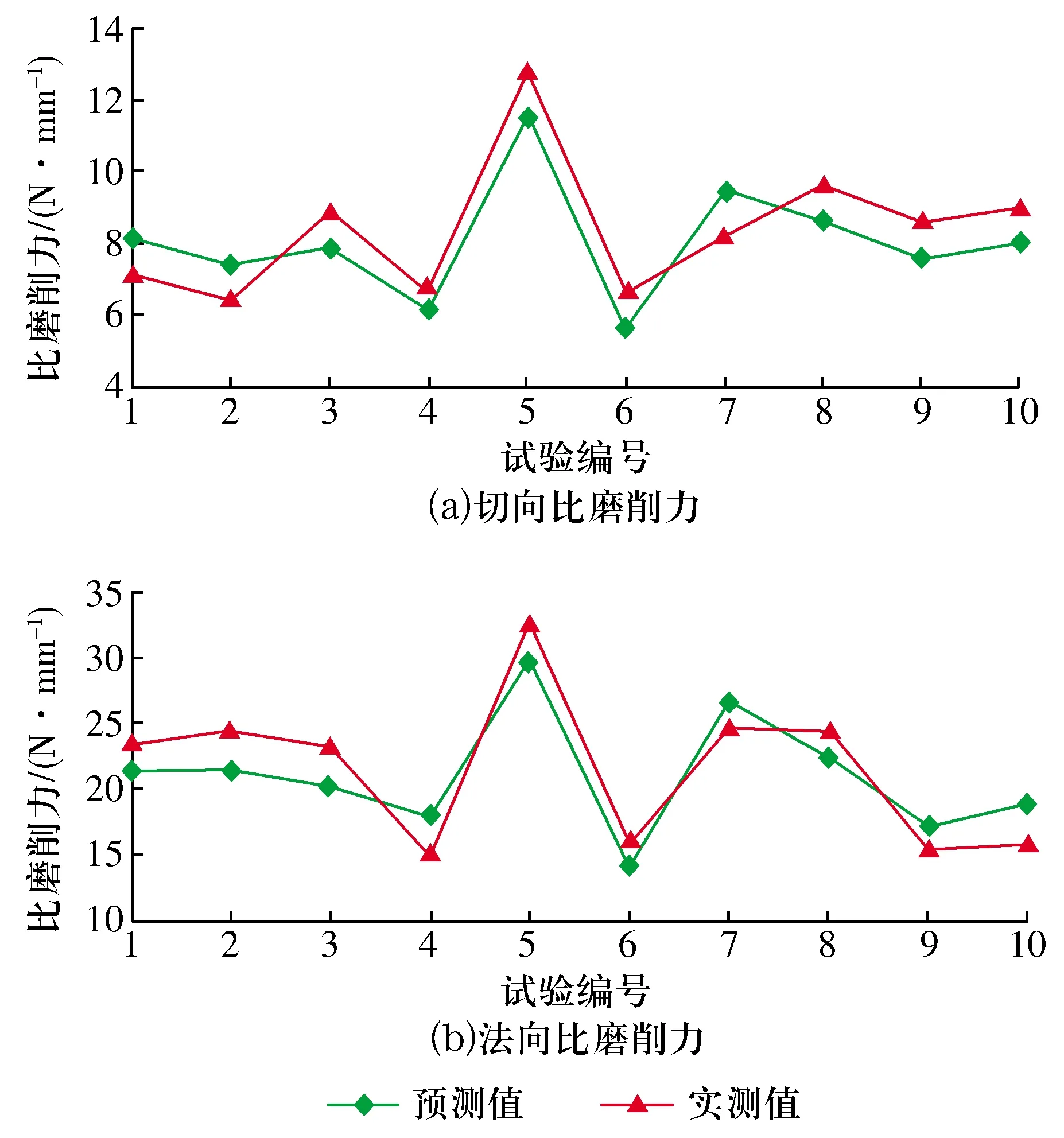
圖1 比磨削力預測值與實測值的對比Fig.1 Comparison between predicted value and measured value of specific grinding force
3 結束語
為精確預測GCr15軸承鋼平面磨削的磨削力,以比磨削力模型替代常規的磨削力模型,提高了模型的普適性。該模型適用于任意的砂輪寬度和工件寬度,因此不必考慮砂輪寬度和工件寬度的影響。采用中心組合試驗設計,對磨削用量各參數進行非線性編碼,使模型線性化以后的參量成為線性變量,給出了比磨削力非線性回歸到線性回歸簡化的較為完備的理論體系。磨削試驗結果表明,該模型的平均預測精度達到88%,可用于磨削加工中的質量監控。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
