組配角接觸球軸承凸出量的控制技術
2021-07-21 08:31:56宋如英
軸承 2021年4期
關鍵詞:測量
宋如英
(洛陽軸承研究所有限公司,河南 洛陽 471039)
20世紀80年代以來,隨著數控車床、數控銑床的迅速發展,高速、高精度、高剛性的主軸系統被廣泛應用,高精度組配角接觸球軸承也應運而生,其核心技術就是如何控制組配軸承的凸出量。
1 凸出量的控制
對于高精度組配角接觸球軸承,其凸出量測量及修磨技術的工藝步驟為:
1)設計計算凸出量。目前世界各大軸承公司計算凸出量δ(即理論無載荷凸出量)的理論公式是一致的,即
式中:F為預載荷,N;Z為球數;α為接觸角;Dw為鋼球直徑,mm。
2)加載裝置驗證。將一套成品軸承從零開始加載,加載到理論預載荷時內外圈之間的軸向位移量與設計的凸出量一致,則該值就作為無載荷凸出量;如果不一致,需修改軸承的設計參數,重新進行驗證。
3)工序間用無載荷凸出量儀測量,不符合設計要求時需進行修磨,修磨后軸承既保證了凸出量合格,又實現了內外圈等高。
2 國內凸出量測量技術的誤區
目前,國內部分企業將加載驗證裝置作為凸出量測量儀使用,用加載驗證替代凸出量測量。這種錯誤地理解和操作有以下缺點:
1)我國早期加載驗證裝置的設計原理有理論性錯誤,即不符合阿貝原理,測量精度低。
2)修磨工藝中,測量值與計算值誤差很大。為提高動載荷容量,角接觸球軸承往往比同外形尺寸的深溝球軸承多3~4粒鋼球(最終成品的裝配為熱裝)。角接觸球軸承與深溝球軸承一樣有最大填球角的問題,修磨工藝中冷裝入的鋼球數量并非設計的鋼球數。少裝入3~4粒鋼球,在加載驗證裝置下對軸承凸出量測值的影響很大,而無載荷凸出量的測量載荷很小,這種因裝球數量引起的誤差可以忽略不計。
3)加載式凸出量測量方法中,加載力的取值為軸承預載荷,這種大的加載力會增大溝道的壓變形量,尤其是大尺寸軸承(如B7244E,FAG樣本中其重預載的預緊力為24 979 N)。因此,溝道形狀不好造成的凸出量變化在加載式凸出量測量方法中完全反映不出來。
4)加載式凸出量測量儀體積龐大,一般用作實驗室的驗證裝置,并不適合軸承的批量生產。而且,經國內外的多年驗證,凸出量理論計算公式的相對誤差已相當精準(可達±5%),某些軸承樣本上的凸出量均為依據國際通用理論計算公式所得數值,基本不用驗證。因此,加載式凸出量測量作為驗證裝置在實際生產中已經失去實際使用意義。
3 凸出量測量的基本原理
如果一套角接觸球軸承的內、外圈等高,溝道對稱,那么這套軸承的無載荷凸出量就是無載荷軸向游隙的一半,因此角接觸球軸承凸出量測量與深溝球軸承軸向游隙測量在原理上一致。可以說,測量凸出量實際就是測量角接觸球軸承的軸向游隙,國外某公司甚至將配對軸承凸出量測量直接稱為“組合角接觸球軸承軸向游隙的測量”。
經世界各軸承企業多年的深入研究,對角接觸球軸承徑向、軸向游隙的測量得出了相同的結論:只要測量原理符合阿貝原理,加載力盡量小(一般不超過10 N),可以認為測量值與計算值是一致的。
4 無載荷凸出量測量方法
無載荷凸出量測量是生產配對軸承的主要質量控制手段,世界幾大軸承企業公認的有單、雙標準件凸出量測量方法,其原理一致,測量儀結構簡單,成本低廉,操作方便,適用于軸承的大批量生產,特別適用于生產過程中凸出量的修配。
4.1 便攜式單標準件凸出量測量
便攜式單標準件凸出量測量方法如圖1所示(FAG和SKF公司采用)。其中,平面標準件為公稱內徑、外徑和寬度與被測軸承一致的環形件,其兩端面平行度和垂直度公差均應不大于1 μm;心片平面度公差應不大于1 μm。操作過程中,需稍微晃動或轉動軸承外圈以消除摩擦誤差,測表穩定后的示值即無載荷凸出量測量值。便攜式單標準件凸出量測量有以下優點:
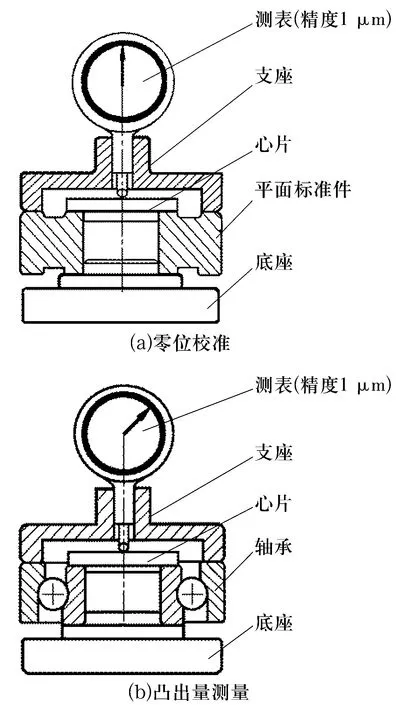
圖1 便攜式單標準件凸出量測量示意圖Fig.1 Measuring diagram of protruding amount of portable single standard part
1)支座可做成薄壁形,質量小,便于攜帶;
2)每次測量前均校準器具,可隨時通過校準修正器具尺寸變形,可靠性高,不易產生誤差。
然而,便攜式單標準件凸出量測量表盤的重心偏高,與支座并非一體結構,且其質心不在測量中線上,小型和微型軸承測量時的測值不穩定。
因此,根據便攜式單標準件凸出量方法的優缺點,推薦將其用于公稱內徑大于30 mm的角接觸球軸承。
4.2 雙標準件凸出量測量
4.2.1 測量原理
雙標準件凸出量測量儀的測量方法如圖2所示(NSK和TOYO公司采用)。采用2個等高的標準件,一個標準件對零,另一個標準件測量凸出量。操作過程中,同樣需輕微晃動或轉動軸承外圈以消除摩擦誤差,待穩定后進行測量。
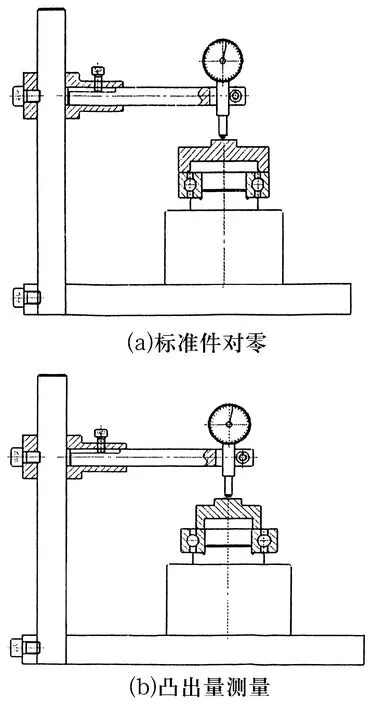
圖2 雙標準件凸出量測量示意圖Fig.2 Measuring diagram of protruding amount of double standard parts
雙標準件凸出量測量儀的測表和平臺為一體結構,不存在測表質心不在測量中線上的問題,因此非常適合小型及微型軸承凸出量的測量。然而,采用雙標準件凸出量測量儀時,測表與測量平臺必須一起使用,而且需要2個等高的標準件,不便攜帶。
4.2.2 一體式標準件
為優化操作流程,在雙標準件測量原理基礎上,將雙標準件組合為一體結構,操作時可省去替換步驟,直接將標準件翻面即可。
一體式標準件如圖3所示,圖中:B0為被測軸承寬度,d為被測軸承內徑,d2為被測軸承內圈外徑,D為被測軸承外徑,D3為被測軸承外圈內徑。為保證測量的準確性,平面A與B,C與D必須等高,標準件平面度相互差值必須控制在1 μm以內。如果精度控制不好,兩平面相互差值將1∶1的反映到凸出量測量值上,造成測值誤差。
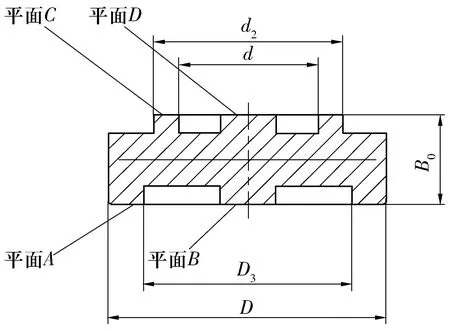
圖3 一體式標準件Fig.3 Integrated standard part
對于較大平面的標準件,一般采用精研工藝保證平面度的精度,制造成本相對較高,而且需采用高精度刀口尺進行精準測量。另外,一體式標準件受溫度、時間、變形和碰磕傷等影響,需要定期修研以保持精度。
4.2.3 小結
根據雙標準件凸出量測量方法的優缺點,推薦將其用于公稱內徑不大于20 mm的角接觸球軸承。
5 組配角接觸球軸承凸出量控制技術的發展趨勢
按照常規的生產工藝,角接觸球軸承的修磨配對是一項耗時費工的工藝,生產成本居高不下。通過對國外軸承樣品的大量測繪,從磨削痕跡可以發現一些國外公司已經做到無需修磨就能達到設計凸出量,這在高精度角接觸球軸承生產上是一項重大突破。經過多年實踐和努力,我國的一些角接觸球軸承企業也摸索出了不修磨工藝,實現了配對軸承基本不修磨,高精度水平則可以做到90%免修磨,不僅節省了制造成本,而且提高了產品的競爭力,非常值得在配對軸承生產領域推廣應用。
可以預測,隨著裝備和工藝的不斷進步,今后的配對軸承將只有一種凸出量——U0凸出量(即無載荷凸出量為0)。U0凸出量角接觸球軸承不僅使軸承生產過程簡化,減少庫存分類,方便管理;而且主軸制造企業也不用分輕、中、重預載來定貨,軸承生產企業將通過提供不同厚度的內外隔圈解決輕、中、重預緊問題,實現各種不同性能軸系的配套。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
