球磨時間對FeS/鐵基合金軸承材料組織與性能的影響
2021-07-22 00:31:02尹延國陳祥雨李蓉蓉丁曙光陳奇
軸承 2021年7期
尹延國,陳祥雨,李蓉蓉,丁曙光,陳奇
(合肥工業大學 機械工程學院,合肥 230009)
隨著社會的發展,鐵基合金軸承材料在工程機械中的應用越來越廣泛,尤其在大功率和高速重載的場合。用鐵基合金做軸承材料的優點:采用現代粉末冶金工藝制備,成型性較好;硬度比傳統合金軸承材料高,耐磨性較好;鐵基體與自潤滑組元結合性較好,有利于自潤滑組元的添加,達到減摩效果;鐵基體的經濟性較好,對環境污染較小等[1]。為達到工程中軸承材料的使用要求,通常在鐵基體中加入相關的自潤滑組元,傳統固體潤滑劑有石墨和二硫化鉬(MoS2),然而石墨易與鐵生成金屬化合物滲碳體,MoS2在高溫下分解與基體反應產生的脆性相會割裂基體,使MoS2喪失潤滑性能[2-3]。新型潤滑組元FeS有與石墨、MoS2相似的六方層狀結構,剪切強度較低,熔點高達1 194 ℃,而且實際價格僅為MoS2的1%,因此FeS作為固體潤滑劑在齒輪、缸套等典型摩擦副零件的表面改性方面得到廣泛應用[4]。
目前,許多文獻通過對金屬材料表面進行硫化處理獲得FeS涂層,文獻[5]采用中性鍍液對鐵基粉末冶金材料表面進行滲硫處理,取得了較好的減摩效果;但滲硫處理工藝較復雜,表面FeS涂層易損耗,相比之下,混合粉末冶金工藝具有材料制備簡單,潤滑時效長等優勢,而采用傳統粉末冶金工藝時FeS易團聚,與基體結合不牢固,在摩擦過程中易剝落,削弱了基體整體的力學性能和減摩耐磨性能。為解決這一問題,文獻[6]提出了高能球磨技術并應用于粉末冶金工藝,這一技術制備的金屬復合材料具有彌散均勻、界面清潔、增強相熱力學性能穩定等特點[1];當球磨時間過長時混合粉末機械合金化程度高但也會產生密度小,脆性大和表面氧化等各種缺陷,從而使粉末壓制成型困難,燒結后試樣強度過低[7]。關于機械合金化技術制備FeS/鐵基合金軸承材料及其性能研究的報道還較少,為此本文采用機械合金化技術制備FeS/鐵基合金軸承材料,研究其在不同球磨時間下的組織和性能,以期解決FeS的團聚和界面結合差問題,并使FeS/鐵基合金軸承材料具有較高的強度。
1 試驗材料及方法
1.1 合金粉末與試樣制備
鐵基合金軸承材料的基體主要為含碳量(質量分數)為0.65%的鐵基粉末,在此基礎上添加質量分數為9%的FeS粉末(純度不小于85%,約200目)。將鐵基粉末和FeS粉末放入行星式高能球磨機(型號為XQM-2L)的球磨罐中進行球磨混合,行星式高能球磨機及其工作原理如圖1所示。球磨罐的轉速為250 r/min,每個球磨罐中研磨球質量為600 g,FeS和鐵基混合粉末質量為60 g。球磨罐采用V形螺栓固定在底座上,橡膠密封圈密封,球磨罐蓋用6顆螺絲緊定后,使用真空機抽除罐內空氣后充入高純保護氣體氬氣(純度為99.999%)防止粉末氧化。在研磨過程中為防止罐內溫度過高,設定球磨機每轉60 min停機10 min。

圖1 行星式高能球磨機及其工作原理Fig.1 Planetary high energy ball mill and its working principle
由于球磨過程中粉末不斷變細,因球磨斷裂的新鮮表面黏接在一起,粉末與粉末之間,粉末與磨球之間易發生過度冷焊作用,為減輕這一現象,在球磨前加入過程控制劑(硬脂酸鋅),占每罐粉末總質量的0.5%。有文獻發現球磨時間不宜超過15 h[1,7-8],因此研究不同球磨時間(0,3,6,9,12,15 h)對FeS/鐵基合金軸承材料組織與性能的影響。
達到設定球磨時間后取出真空箱的混合粉末并迅速裝入密封袋中,防止球磨后的細小粉末與空氣發生劇烈氧化反應。將混合粉末放在YH32-315四柱液壓機里,在600 MPa壓力下單向壓制成φ35.4 mm×4.4 mm和φ15 mm×φ25 mm×15 mm的試樣,如圖2所示。

圖2 鐵基合金軸承材料試樣示意圖Fig.2 Diagram of samples for iron-based alloy bearing material
將壓制好的生坯放入網帶燒結爐中進行高溫燒結,其中網帶的運行速度為70 mm/min,爐內680,770,870,1 100 ℃的溫度區間長度分別為2.45,2.45,2.45,7.35 m。生坯由網帶送入爐中,隨著網帶的運行,依次在上述4個爐膛溫區分別保溫35,35,35,105 min,燒結過程中通以氨分解氣體(N2,H2)作為保護氣氛,燒結結束后試樣由風冷至室溫。
1.2 混合粉末和材料的性能分析方法
使用D/Max-rB型旋轉陽極X射線衍射(XRD)儀檢測混合粉末的物相結構;使用JSM-6490LY掃描電子顯微鏡(SEM)觀察不同球磨時間下混合粉末的形貌,使用EDS面掃描混合粉末中不同元素的分布情況;使用MS-2000激光粒度分析儀(濕式法)檢測混合粉末的平均粒徑;把50 g混合粉末倒入HNT102粉末流動性測定儀中,以混合粉末通過漏斗底部小孔流完時間來測定其流動性;在MR500立式金相顯微鏡下觀察燒結后試樣的顯微組織分布;利用阿基米德排水法在MH-300A粉末冶金密度計上讀取燒結材料的實際密度;使用HBRVU-187.5布洛維硬度計測試表面硬度;在WDW-100M萬能電子試驗機上進行試樣的壓潰試驗。
2 結果與分析
2.1 混合粉末特性
2.1.1 混合粉體球磨變形過程
機械合金化的工作原理如圖3所示,球磨過程中混合粉末顆粒在磨球的作用下混合、細化,較大的鐵基粉末顆粒首先被破碎,新鮮表面外露,與FeS粉末顆粒產生合金化,隨著球磨過程的進行出現細碎的FeS粉末顆粒和鐵基粉末顆粒、含有被包裹在鐵基粉末顆粒中的FeS粉末顆粒、與鐵基粉末顆粒焊合的FeS粉末顆粒等。

圖3 混合粉末球磨變形過程示意圖Fig.3 Diagram of mixed powder ball milling deformation process
2.1.2 不同球磨時間混合粉末的X R D衍射圖
不同球磨時間下混合粉末的XRD衍射圖譜如圖4所示,隨著球磨時間的增加,在XRD圖中Fe的特征衍射峰(晶面指數為<110>)半高寬B逐漸變寬,且衍射峰逐漸向左小幅移動;FeS的衍射峰(晶面指數為<200>)出現寬度增加、高度降低的現象,根據謝樂公式D=0.89λ/(Bcosθ),可知Fe的晶粒尺寸D在逐漸減小,晶粒細化,其中λ為波長,λ=0.154 nm;θ為布拉格衍射角。由于機械合金化使鐵基體晶格畸變產生許多位錯缺陷,使一部分FeS固溶到鐵基體中,導致鐵基體的晶格常數變大,同時反映了隨著球磨時間的增加FeS固溶到鐵基體中的程度增加。

圖4 不同球磨時間下混合粉末的XRD衍射圖Fig.4 XRD diffraction pattern of mixed powder under different ball milling times
2.1.3 不同球磨時間下混合粉末的微觀形貌
不同球磨時間下混合粉末300倍下的掃描電鏡及EDS能譜如圖5所示,不同球磨時間下各元素質量分布占比如圖6所示。
由圖5和圖6可知:未球磨的混合粉末在微觀顯微鏡下觀測呈不規則海綿狀,根據圖5b和圖6中的混合粉末表面S元素質量占比可發現,在面掃描區域只有1.48%的S元素,說明未球磨的混合粉末只有少量的FeS依附在鐵基體上。球磨3 h后的混合粉末形態未發生明顯的變形,但混合粉末表面的變化明顯,不規則的棱角消失,表面逐漸變得平整,圖6在面掃描區域檢測到4.87%的S元素,說明少量的FeS粉末開始附著在鐵基粉末表面;隨著球磨時間的增加,鐵基粉末不斷受到磨球、罐壁之間的剪切、沖擊、鐓粗和壓縮等作用,經歷反復的變形、折疊、冷焊和粉碎等一系列物理反應[9],顆粒的厚度逐漸變薄,形狀由橢圓體逐漸變成扁平狀,鐵基粉末細碎程度增加;FeS粉末有脆性,受到球磨的作用力易于脆裂并細化,一部分逐漸附著在鐵基粉末表面,或在鐵基粉末冷焊過程中被包裹在鐵基體中,剩下部分則分布在鐵基粉末之間。球磨9 h后,圖6中S元素的質量占比達到7.26%,S元素質量占比增高,FeS粉末的分布進一步均勻化,同時鐵基片狀粉末開始被碾碎成較小的片狀粉末,混合粉末的粒度變小。球磨15 h后的混合粉末經歷了“焊合→斷裂→再焊合”的動態循環,加工硬化作用明顯,微觀顯微鏡下觀察到混合粉末多以薄片形狀存在,粒徑增大,片狀粉末表面有裂紋出現,混合粉末表面粗糙度增大,同時少量混合粉末在應力作用下被逐漸剪切成更為細小的粉末,圖6中S元素的質量占比繼續增加,FeS粉末在鐵基粉末上的分布更均勻。

圖5 不同球磨時間下混合粉末SEM圖及元素面掃描圖Fig.5 SEM image of mixed powder and element surface scan image under different ball milling times

圖6 不同球磨時間下混合粉末表面各元素分布占比Fig.6 Proportion of element distribution on mixed powder surface under different ball milling times
圖6中O元素質量占比和圖5c顯示,未球磨的混合粉末表面檢測到O元素,說明鐵基粉末在空氣中已被輕微氧化,隨著球磨時間的增加,O元素質量占比逐漸增加,在球磨時間達到15 h時混合粉末表面含氧量最高,這是因為球磨前期混合粉末的平均粒徑隨著球磨時間的增加而減小,比表面積迅速增大,混合粉末越易與球磨罐中剩余氧氣發生氧化反應。
(1)
(2)
由于(1)式、(2)式反應過程放熱,機械合金化過程也有熱量產生,同時促進了剩余的FeS與氧氣繼續發生反應[4]。金屬氧化物多為硬性物質,既阻隔了FeS與鐵基體的結合,又增加了金屬氧化物等雜質,為使材料更好成型和具有更好的綜合性能,球磨時間不宜超過9 h。
2.1.4 混合粉末粒徑和流動性隨球磨時間的變化
不同球磨時間后,混合粉末粒徑及其流動性的檢測結果如圖7和圖8所示。

圖7 不同球磨時間下混合粉末的平均粒徑Fig.7 Average particle size of mixed powder under different ball milling times
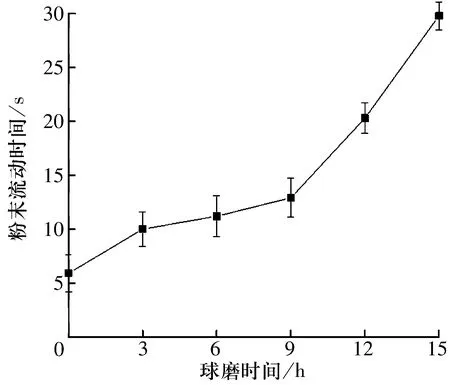
圖8 不同球磨時間下混合粉末的流動性Fig.8 Liquidity of mixed powder under different ball milling times
由圖7可知,混合粉末的平均粒徑隨著球磨時間的增加呈先減小后增大的趨勢。當球磨時間超過6 h后混合粉末平均粒徑迅速下降;當球磨時間為9 h時混合粉末的平均粒徑達到最小值,約為37.747 μm,這說明在球磨時間較短時混合粉末由于受到磨球與磨罐之間的擠壓、剪切、壓縮等作用使得混合粉末粒徑由大變小;當球磨時間超過9 h后,隨著球磨時間的增加,大量的混合粉體顆粒破裂,新鮮表面露出,混合粉末在球磨過程中又相互焊合,導致了混合粉末的平均粒徑增大。
由圖8可知,混合粉末的流動性隨著球磨時間的增加而變差,當球磨時間超過9 h時混合粉末流動緩慢,完成試驗所需時間增加。這是因為球磨時間在9 h內時混合粉末粒徑減小,粉末片化程度不高,形成的“搭橋效應”并不明顯,混合粉末流動簡單;當球磨時間超過9 h后,一方面粉末片化程度逐漸變高,另外一方面混合粉末粒徑變大,此時混合粉末之間的摩擦力較大,粉末之間的“搭橋效應”導致混合粉末流動困難,所需時間急劇增加。
2.2 球磨時間對試樣性能的影響
2.2.1 金相組織
對不同球磨時間混合粉末制成的試樣進行金相檢測,結果如圖9所示,圖中淺色部分為鐵基體,灰色部分為FeS,黑色部分為孔隙。從未球磨試樣的金相組織可知,FeS大塊團聚現象比較明顯,且大部分FeS周圍有較大的孔隙,這是因為未球磨的鐵基體與FeS結合不穩定,不規則塊狀的FeS與海綿狀的鐵基體結合不緊密,燒結時FeS與鐵基體結合處易形成孔隙。球磨9 h試樣的金相組織顯示FeS顆粒減小,團聚現象減輕,分布較均勻,基體中的孔隙數減少。球磨15 h金相組織顯示FeS彌散均勻分布在鐵基體中,基體中可見大孔隙數進一步減少,表明球磨時間的增加能夠促進潤滑組元FeS粉末混合的均勻性,機械合金化程度增加,細小顆粒在壓制過程中填補基體大顆粒間的空隙,使大孔隙數減少,而FeS在燒結過程中與鐵基體結合不好,細小且分布均勻的FeS造成了基體中眾多小孔隙的形成。

圖9 不同球磨時間下試樣的金相組織Fig.9 Metallographic structure of samples under different ball milling times
2.2.2 密度
不同球磨時間下試樣的密度如圖10所示:生坯密度隨著球磨時間的增加呈現下降趨勢,這是因為隨著球磨時間的增加,鐵基粉末由顆粒狀逐漸變為片狀,塑性降低,硬度增大,變形抗力增大,當壓力撤去后,粉末產生較大的彈性回彈,使生坯體積增大,密度減小;燒結后試樣出現了相反的密度趨勢,隨著球磨時間的增加,密度呈上升趨勢,這表明生坯密度并不會對燒結體密度產生較大的影響,且球磨時間的增加(小于9 h)有利于試樣燒結,原因在于高能機械合金化工藝下,鐵基粉末由顆粒狀逐漸變為片狀,粉末間的接觸面積增大,顆粒接觸處的原子在燒結過程中能更多地向相鄰面遷徙,顆粒相互連接為一體,此外,分布均勻且細小的FeS顆粒能有效填補基體中的大孔隙,材料密度因此呈增加趨勢;球磨時間超過9 h密度呈現下降的趨勢,因為球磨時間過長使混合粉末氧化現象更嚴重,大量的硬質金屬氧化物會影響混合粉末之間的燒結。

圖10 不同球磨時間下試樣的密度Fig.10 Density of samples under different ball milling times
2.2.3 硬度
不同球磨時間下試樣的硬度如圖11所示,隨著球磨時間的增加,試樣的硬度呈先增加后減小的趨勢,在球磨9 h時試樣的硬度達到最大值(88 HRB)。硬度反映了材料局部抵抗硬物壓入其表面的能力,一般與材料的致密度與晶粒度有關[8]。球磨前期,隨著球磨時間的增加FeS顆粒逐漸變小且在鐵基體中的混合更均勻,鐵基粉末中的大孔隙數逐漸減少,機械合金化使FeS與鐵基體之間形成機械結合從而使生坯密度增加,沒有與鐵基粉末進行合金化的FeS粉末雖然會影響基體的燒結,但不足以使基體整體的密度下降;另一方面,在燒結過程中材料基體內由于發生氧化反應生成的金屬氧化物對試樣基體起到硬質增強的作用,因此燒結后的試樣在燒結前期(前9 h)硬度隨著球磨時間的增加而增加。在球磨時間超過9 h后,由于FeS的強度和硬度比鐵基體低,抵抗破壞變形的能力弱,同時FeS與鐵基體互溶性差,兩者僅為微弱的機械結合,結合作用差, FeS在燒結過程中阻礙了顆粒間燒結頸的形成,完整的燒結界面難以形成,因此隨著球磨時間的增加,分布均勻的FeS使鐵基體中形成了許多小孔隙,小孔隙易使基體產生缺陷,力學性能下降,因此試樣的硬度出現下降趨勢。

圖11 不同球磨時間下材料的硬度Fig.11 Hardness of samples under different ball milling times
2.2.4 壓潰強度
不同球磨時間下試樣的壓潰強度如圖12所示,壓潰強度隨著球磨時間的增加呈現下降的趨勢。壓潰強度不僅與材料成分、組織結構有關,還與孔隙的分布和FeS的特性及分布有關。晶界強度也能直接影響壓潰強度,在材料失效過程中首先是晶界的層裂,然后是材料的斷裂。因為FeS為脆性物質,隨著球磨時間的增加,FeS從原先的片狀逐漸呈網狀嵌入鐵基體中,一定程度上割裂了基體組織的連續性,因此試樣的壓潰強度越來越小。

圖12 不同球磨時間下試樣的壓潰強度Fig.12 Crushing strength of samples under different ball milling times
3 結論
利用XRD衍射儀對球磨后的混合粉末進行物相檢測,通過SEM,EDS獲取混合粉末的微觀形貌和元素分布,對燒結后試樣的性能進行檢測,得到以下結論:
1)隨著球磨時間的增加,混合粉末的平均粒徑呈先減小后增大的趨勢,當球磨時間為9 h時達到最小值。
2)隨著球磨時間的增加,試樣的密度和硬度呈先增大后減小的趨勢,球磨時間為9 h時試樣的密度和硬度達到最大值。
3)壓潰強度隨著球磨時間的增加呈下降的趨勢。
綜上所述,為使試樣具有更好的綜合性能,球磨時間應設定為9 h。
