氣保護藥芯焊絲在壓力管道耐熱鋼焊接中的應用
2021-07-23 08:45:42馬文軍
石油化工建設 2021年3期
李 琳 馬文軍
1 陜西化建工程有限責任公司 陜西咸陽 712100;2 陜西西宇無損檢測有限公司 陜西咸陽 712100
石油化工施工企業是典型的勞動密集型企業,隨著人工成本不可逆轉的持續攀升,尤其是關鍵技能工人——焊工的長期短缺現狀,施工企業普遍面臨成本居高不下的巨大壓力。雖然圍繞“提質增效”工作,以“工廠化預制”為突破口,將管道自動化預制工作和現場全位置自動焊技術提高到了前所未有的高度。但結合目前陜西化建工程有限責任公司(以下簡稱公司)的焊接人員組成和生產實際,很難從傳統的手工電弧焊一步跨越到自動焊,需要一個中間過渡來保證焊接質量和焊接效率的平衡。此時,藥芯焊絲發揮了很大的作用,但考慮到藥芯焊絲的缺陷和生產工藝,行業專家對使用藥芯焊絲,尤其在對重要件上的使用一直持不同意見。鑒于此,梳理了公司近10 年來的耐熱鋼管道藥芯氣保護焊焊接工藝評定和工程應用案例,結合藥芯焊材的發展,進行探討和分析。
1 工藝應用實例
2013 年,公司為某在建項目完成并出具了焊接工藝評定報告PQR13- 14,其中母材為15CrMoG,規格Ф406.4×28,焊接方法為氬弧焊+ 氣保焊。其中氣保焊采用的是酸性渣系焊絲TWE- 811B2。其接頭力學性能評定結果顯示(表1),力學性能合格。該項目預制車間少量使用了耐熱鋼管道藥芯氣保護焊工藝。

表1 PQR13- 14 焊接工藝評定力學實驗報告
2015 年,在新疆某電石爐氣綜合利用制17 萬t/ a 1.4 丁二醇項目采用二氧化碳氣體保護藥心焊絲焊接了15CrMoG。
2019 年,在新疆某100 萬t/ a 乙二醇項目采用二氧化碳氣體保護藥心焊絲焊接了15CrMoG。
2017 年,公司為某在建項目完成并出具了焊接工藝評定報告PQR17- 29,其中母材為A335 P22,規格Ф355.6×46,焊接方法為GTAW+SMAW+GMAW。其中氣保焊采用的是酸性渣系焊絲TWE- 911B3M。接頭力學性能評定結果(表2)顯示,力學性能合格。在該項目的西區到東區的大橋管道焊接上使用了耐熱鋼管道藥芯氣保護焊工藝。
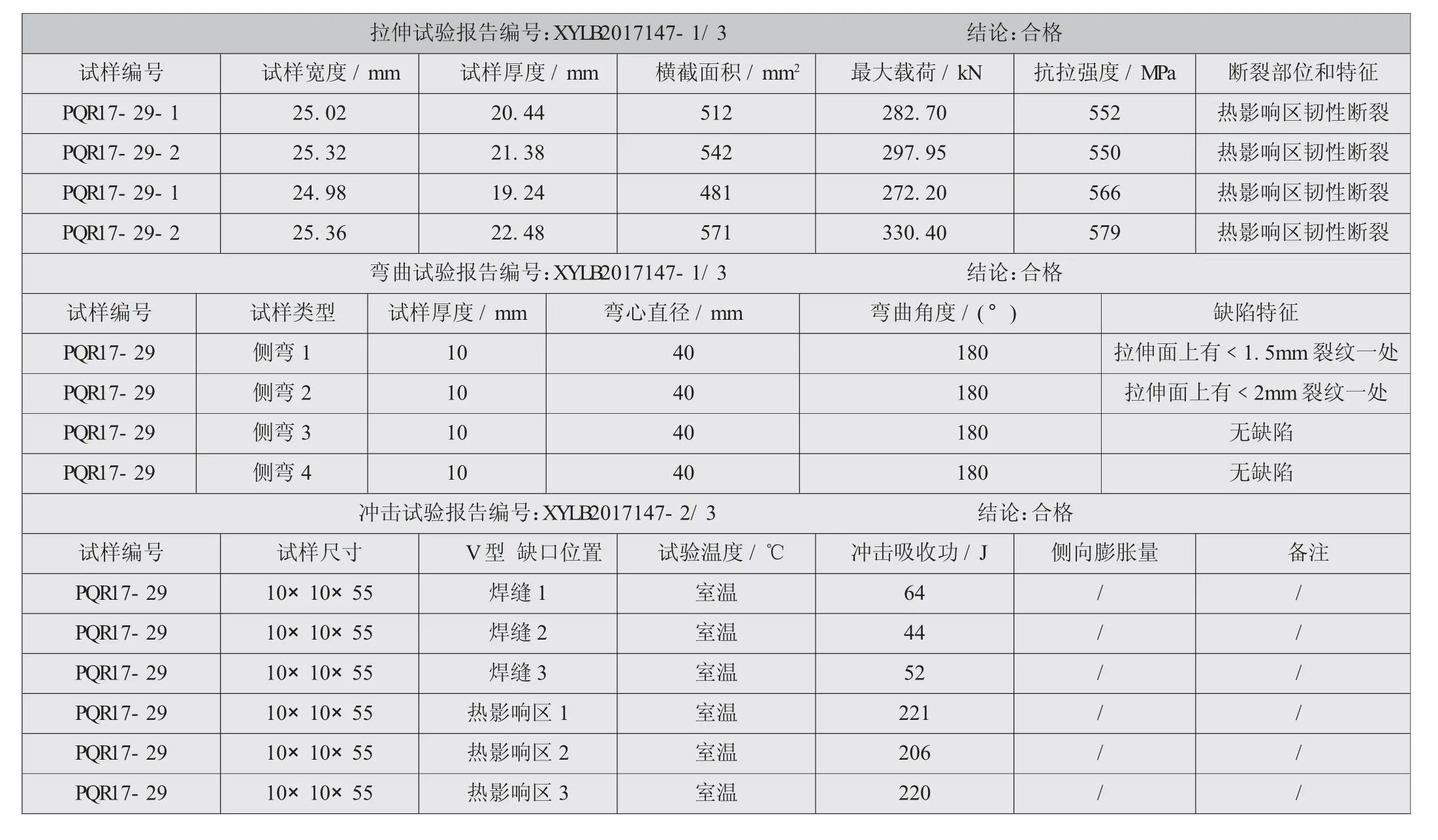
表2 PQR17- 29 焊接工藝評定力學實驗報告
2020 年,公司儲備了焊接工藝評定PQR20- 01,其中母材為A335 P11,規格Φ610×34mm,焊接方法為GTAW+SMAW+GMAW。其中氣保焊采用的是堿性渣系藥芯焊絲TWE- 815B2。接頭力學性能如評定結果顯示(表3),力學性能合格。
2 工藝發展和應用
通過分析表1、表2 和表3 的實驗數據,發現主要差別在焊縫的沖擊吸收功上,雖然都滿足標準要求,但2020 年的焊接工藝評定值要比2013 年和2017 年的值高出100J,主要原因是焊絲的渣系發生了變化。2017年以前用的是酸性渣系,2017 年隨著NB/ T47018.1- 2017 對藥芯焊絲做了明確規定,改為采用堿性渣系。因此,焊材廠家對焊材配方做了調整。酸性渣系的特點是易于操作,而堿性渣系采用了氧化鈣、氟化物渣系,相對于酸性的金紅石型渣系更容易獲得純凈的焊縫金屬,使得焊縫金屬的沖擊韌性、抗熱裂紋和冷裂紋性能更好。
3 注意事項
就耐熱鋼藥芯焊絲的使用情況調研了大西洋、天泰、京群三大焊材廠家,均反映主要客戶為東鍋、哈鍋和上鍋幾大鍋爐廠,主要用于焊接集箱,在全焊透管接頭和環焊縫上應用實例還不是很多。
焊材材料、焊接技術、焊接質量和焊接效率是相輔相成的環節。隨著自動焊技術的全面發展,藥芯焊絲也迅速發展起來。從焊材的使用角度來看,只要通過焊接工藝評定,并且數據穩定,可以考慮試用少量焊縫,根據運行情況后再推廣。

表3 PQR20- 01 焊接工藝評定力學實驗報告
從近十年耐熱鋼藥芯焊絲在公司項目上的應用實例來看,藥芯焊絲能夠滿足耐熱鋼焊接的質量要求。
但藥芯焊絲由于自身的特點在焊材保管上要求更加嚴格,給現場使用過程提出了更高的要求。
藥芯焊絲主要用在中壁厚、中大管徑焊接,目的是為了提高焊接效率。在使用過程中必須嚴格控制焊接工藝,嚴格焊縫探傷,嚴格按照規范要求對焊材進行保管和使用。
4 結論
(1)通過焊接試驗、力學性能分析和工程應用實例的驗證,藥芯焊絲滿足B2 類耐熱鋼的焊接使用。
(2)NB/ T47018.1- 2017 標準對藥芯焊絲做了明確規定,需采用堿性渣系,因此在使用藥芯焊絲時一定要按照標準采購符合要求的焊材。
(3)相較于傳統的手工氬電聯焊工藝,藥芯氣保護焊工藝大大提高了焊接效率,尤其在中大管徑、中大厚度耐熱鋼管道現場固定口的焊接體現的尤為突出。
(4)在使用藥芯氣保護焊焊絲時,應嚴格按照規范要求對焊材進行保管和使用,在焊接過程中必須嚴格控制焊接工藝。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24