智能密煉負荷平衡控制系統的研究及應用
2021-07-23 08:07:48周延松孫洪喜焦清國
橡膠科技 2021年4期
周延松,孫洪喜,焦清國
(青島彎弓信息技術有限公司,山東 青島 266042)
我國輪胎制造業大而不強,“工業4.0”和工業互聯網的發展促使企業不斷提升智能化水平。膠料混煉作為輪胎生產的第1道工序,混煉的質量和效率對輪胎制造的后續工序和產品質量影響重大[1-2]。密煉機上輔機系統作為煉膠的核心設備,具有工藝維護靈活、生產效率高和混煉膠質量穩定等諸多優點。由于許多企業輪胎年產量達千萬套,為保證生產,密煉機上輔機設備數量也逐步增大,隨之帶來的問題是耗電量增大。在保證所有密煉機上輔機正常運轉的情況下,需盡量降低生產能耗,為企業節能降成本。
本工作以密煉機為研究對象,對多臺密煉機上輔機系統的運行環境進行研究,提出密煉負荷平衡控制系統的思想,在生產過程中對每條密煉生產線的煉膠動作進行有序控制,避免出現同一時刻多臺密煉機執行同一煉膠動作的情況,保證不同時產生設備工作負荷峰值,從而實現節能降耗,同時保護電力設備和密煉設備,延長設備使用壽命。
1 密煉上輔機系統的工作原理
密煉機上輔機系統包括稱量和煉膠兩個子系統。稱量子系統包括生膠、炭黑、油和小料稱量。不同的輪胎企業對煉膠工藝的需求也不同。煉膠的工作原理是:密煉機轉子相對回轉,物料受到轉子的擠壓和剪切;隨著壓砣的上升和下降,密煉室內膠料的溫度急劇上升,粘度降低,轉子上的凸棱使膠料沿轉子的軸向運動,起到攪拌混合作用,使物料在密煉室內混合均勻[3-4]。
密煉機的不斷發展解決了傳統生產的弊端,大幅度降低了工人的勞動強度。密煉機上輔機系統的自動化直觀地體現在工藝員將工藝和配方輸入上輔機系統中,現場人員將生產計劃下傳到可編程邏輯控制器(PLC),密煉機會根據工藝和配方完成整套密煉動作。
隨著煉膠技術的日益成熟,輪胎企業對于生產效率、質量、工藝、環保和節能方面的要求也越來越嚴格。通過以下4個途徑優化混煉工藝,縮短混煉時間來提高企業的生產效率:(1)采用高效密煉機冷卻裝置,提高密煉機轉速,進行高速混煉;(2)控制炭黑和油的投料時間;(3)將物料輸送帶進料口處設計成向下傾斜的方式,減小物料投料時卡膠的概率;(4)調整混煉工藝,縮短每車膠料的混煉時間[5]。
密煉機設備裝機容量大,耗能高,特別是密煉機數量多的企業,不算配套的下輔機和膠片冷卻裝置,其總功率超過10 000 kW。技術改造和創新是提高節能效果的有效途徑。技術改造主要是依靠新工藝、新材料對原有設備進行改造,逐步淘汰低效率設備,其缺點是設備改造周期長、成本高[6]。因此技術創新是企業需要解決的問題。
本工作研究了密煉負荷平衡控制系統,基于平衡模型實現對多條生產線的煉膠動作進行有序控制,從而實現節能降耗。
2 系統架構設計
2.1 整體架構
本工作以11臺密煉機生產線為基礎,搭建智能密煉負荷平衡控制系統的架構,支持橫向擴展至30臺密煉機生產線。整個系統由密煉機上輔機系統(設備層)、密煉負荷控制系統(PLC控制層)和密煉負荷上位機系統組成。密煉負荷平衡控制系統的整體架構如圖1所示。

圖1 密煉負荷平衡控制系統的整體架構
該系統架構分為3層,底部設備層每臺密煉機上輔機都配有1套PLC負荷控制系統。中間PLC控制層部署對應的11套密煉負荷控制PLC,主要作用是通過和密煉機上輔機PLC進行以太網通訊,將接收到的相關參數和信號點傳達至智能密煉負荷控制系統。上層系統為智能密煉機負荷平衡系統,負責相關模型統計和運算,對應每個機臺分別下傳負荷控制有序信號和有序控制時間至密煉負荷控制PLC,然后由密煉負荷控制PLC傳至密煉機上輔機PLC。通過整個流程的相互采集和回傳功能,對每個機臺的加膠料動作進行有序控制,從而實現整個密煉車間的總負荷控制,節約電能。
系統整體通訊架構如圖2所示。其中,密煉機上輔機PLC傳給密煉負荷控制PLC的數據有配方名稱、生產計劃設定車數及完成車數、密煉機功率、配方中膠料總質量、開加料門信號、開卸料門信號、關卸料門信號、壓壓砣信號、膠料準備完成信號和煉膠時間等參數。密煉負荷控制PLC回傳給密煉機上輔機PLC的數據包括有序生產信號和有序生產時間。

圖2 系統整體通訊架構
2.2 硬件選型
本工作原理適合所有的PLC系列,現以三菱PLC為例進行說明。密煉機上輔機PLC型號為三菱Q06UDEHCPU,該CPU功能強大,程序容量高達60K步,超高速,輸入輸出點數為4 096點;程序執行響應時間為9.5 ns;內置有以太網口,最大傳輸距離為100 m,可實現和密煉負荷控制PLC的以太網通訊。由于密煉機上輔機系統需要連接按鈕、電磁閥、光電開關、料位計和指示燈等器件,CPU后還掛有多個數字量輸入輸出模塊;膠料秤儀表、炭黑秤儀表和油料秤儀表的數據通過與串口通訊模塊QJ71C24N-R4通訊獲取;CC-Link的本地站模塊QJ61BT11掛有多個輸入輸出點,用來連接分站設備。
密煉負荷控制PLC型號為西門子S7-200 SMART ST40 CPU。該CPU輸入輸出點多,可滿足大部分小型自動化設備的控制需求,配備西門子專用高速處理器芯片,基本指令執行響應時間可達1.5×10-7s;使用市面上通用的集成Micro SD卡插槽實現程序更新和PLC固件升級;S7-200 SMAR CPU模塊本體集成1個以太網接口和1個RS485接口,以太網接口支持西門子S7協議和TCP/IP協議;RS485接口支持Modbus-RTU和自由口通信,可以與變頻器、觸摸屏等第三方設備通信。
2.3 軟件技術架構
本工作所用軟件采用自主研發的智能化控制軟件平臺,該平臺是通過組態化的架構設計,利用統一先進的技術工具對目前的軟件進行整體規劃和技術實現,軟件平臺采用.NET平臺開發。
該平臺具有如下特色。
(1)插件式框架設計。通過增加插件擴展平臺功能,實現軟件功能即插即用,方便系統擴展升級。
(2)工程模板化設計。實現業務積累和功能復用,提高二次開發效率。
(3)數據接口抽象設計。實現組態設計時數據庫管理系統無關性。
(4)設備接口抽象設計。實現上位機工程開發時PLC設備無關性。
(5)仿真設計。畫面即時仿真,方便效果展示。
(6)平臺化設計。實現全組態二次開發。
3 系統軟件設計
3.1 系統組成
密煉機上輔機系統包括上位機系統和下位機控制。上位機系統部署在現場工控機上,采用C#語言進行設計,主要功能是向現場機臺下傳生產計劃、進行工藝配方的維護和修改、實時監控生產情況、查詢生產報表、查詢操作日志和報警日志等[7]。下位機中的上輔機PLC接收上位機系統下傳的配方和工藝,控制密煉機執行加膠料、加炭黑、加油料、提壓砣、壓壓砣、開卸料門和關卸料門等動作[8]。
3.2 控制系統分析
密煉機的工作流程如圖3所示。首先進行密煉初始化,然后判斷下傳配方所需的物料,待物料稱量完成并且有“準備完成”的信號之后,判斷工藝中設定的時間、溫度和能量等條件是否滿足要求,若滿足要求則按照工藝要求,從加膠料開始逐步執行動作,直到膠料排出密煉機為止,即完成1車膠料密煉,若密煉完成車數小于設定車數,則繼續下一車膠料的混煉動作,直到完成車數達標,則該計劃執行完成。由于現場密煉機生產線較多,經常出現多個機臺同時加膠料的情況,由此產生的負荷太大,錯峰加料就會很好地解決此問題。

圖3 密煉機工作流程
3.3 控制系統優化
智能密煉負荷平衡控制系統的工作原理如圖4所示。當出現多臺密煉機同時需要加膠料時,首先上位機系統將這幾個機臺的密煉負荷有序控制時間分別下傳到密煉負荷控制PLC中,再由密煉負荷控制PLC傳給上輔機PLC,有序控制時間間隔為1~5 s,上輔機PLC通過修改密煉機上輔機程序,保證每個機臺的加膠料動作按順序執行。

圖4 密煉負荷有序控制原理
4 系統功能設計
4.1 功能結構圖
該智能密煉負荷平衡控制系統分為基礎信息、平衡控制、報警管理和系統管理4個模塊,其功能結構圖如圖5所示。

圖5 智能密煉負荷平衡控制系統功能結構
4.2 功能說明
4.2.1 基礎信息
(1)設備臺賬。管理設備生產線信息,分配設備唯一標識,規劃設備IP地址等信息。
(2)拓撲結構。管理設備的拓撲結構,設定設備的參數標識。
(3)模型參數。設定平衡優化模型所需的參數和算法規則。
4.2.2 平衡控制
(1)工藝負荷采集。通過系統自動采集各設備的工藝負荷參數,并且進行實時分析。
(2)周期負荷曲線。對負荷曲線進行采集、監控,形成周期負荷曲線。
(3)平衡控制策略。設定平衡預測算法模型對應的平衡控制策略、時間間隔等信息,算法模型根據策略進行設備的控制。
(4)負荷實時監測。實時監測負荷參數,并且發送給模型進行計算,模型計算后反饋控制參數;可通過系統和APP等查看實時監測曲線信息。
(5)工藝曲線查詢。對所有的曲線進行實時存儲,根據時間隨時追溯查詢工藝曲線信息。
(6)運行狀態分析。對設備負荷、設備狀態進行分析和監控。
(7)平衡控制模型。建立平衡控制模型,根據現場進行靈活部署,實現業務場景和知識場景的集成,實現智能化模型的搭建及環境的智能化感知。
4.2.3 報警管理
(1)報警通知。根據報警策略,設備報警時通過微信和短信等通知到對應的責任人。
(2)報警查詢。根據時間、設備等查詢報警信息,根據報警信息對控制系統和軟件進行優化。
(3)報警標準。設定報警標準,根據報警標準實時監測設備工藝和負荷參數,出現異常及時進行報警和處理。
4.2.4 系統管理
(1)用戶管理。管理系統用戶,分配賬號信息。
(2)角色管理。管理角色,設定角色的功能,分配角色信息。
(3)權限管理。為用戶分配權限,避免無權限用戶登錄系統,同時對系統登錄信息進行日志記錄。
(4)操作日志。對系統的操作日志進行記錄,記錄操作人、操作時間、功能和修改信息等,便于后續追溯分析異常操作。
(5)系統日志。記錄所有系統日志和模型運行日志等,便于對故障進行分析,對系統進行持續的優化。
5 應用案例
智能密煉負荷平衡控制系統研發成功后,已經在部分輪胎企業進行了應用,并取得了一定的應用效果。
智能密煉負荷平衡控制系統主界面如圖6所示。該界面展示了11臺密煉機生產線的信號狀態,包括準備完成信號、投料狀態、開關卸料門狀態、設備狀態以及當日耗電量等數據。
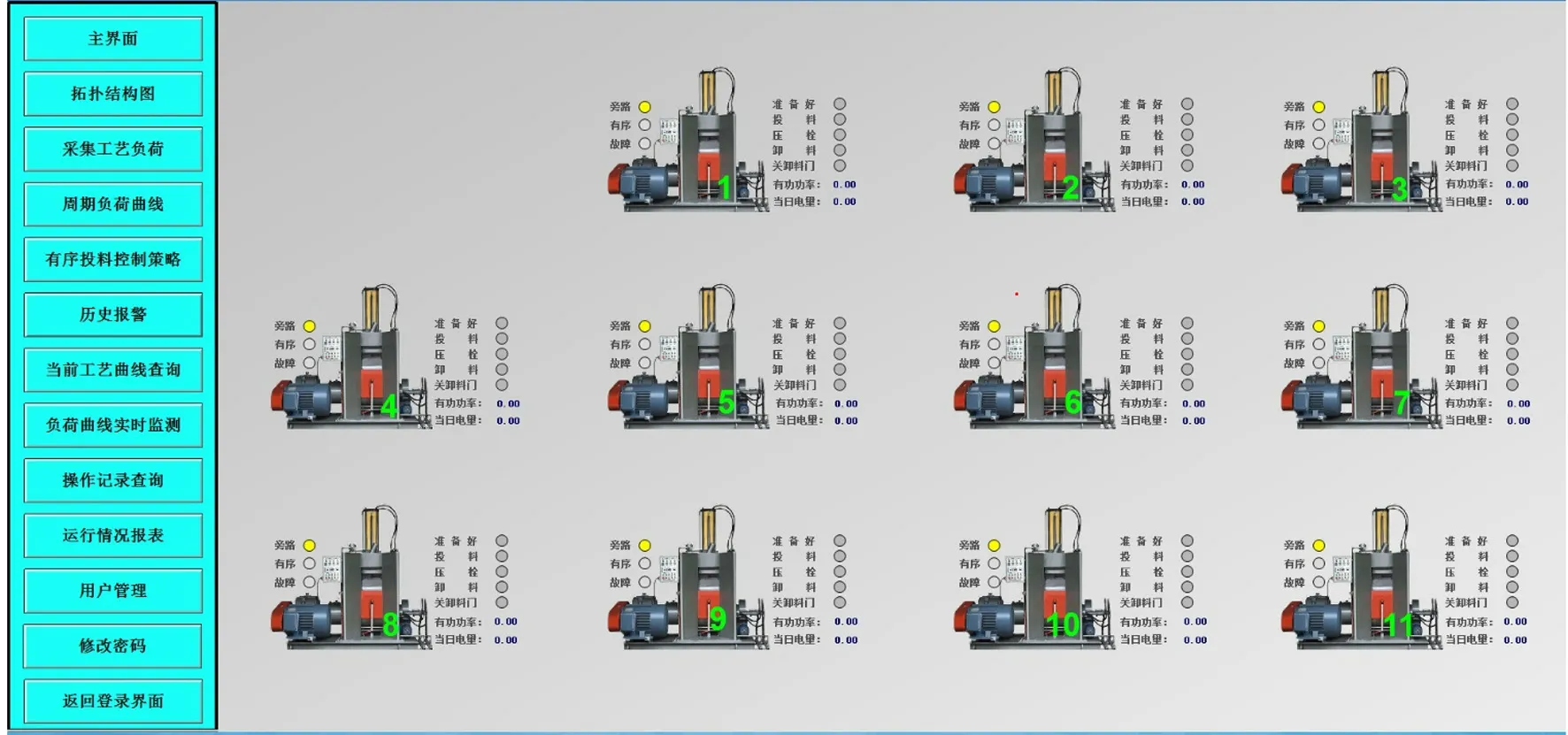
圖6 智能密煉負荷平衡控制系統主界面
投入有序控制系統使用前后密煉機的功率曲線對比如圖7所示。界面中下半部為使用智能密煉負荷平衡控制系統后密煉機的實際功率曲線,最長延時5 s,共有5條生產線運行,藍色曲線為總功率,其余為5條生產線各自的功率;上半部為還原無序控制狀態的密煉功率曲線圖。從圖7可以看出,有序控制狀態下5臺運行中密煉機的最大總功率為5 307.79 kW,還原無序狀態下最大總功率為5 731.81 kW,5臺密煉機的額定功率總和為7 098 kW,智能密煉負荷平衡控制系統將運行中密煉機的實際總功率調節在其總額定功率的74.78%。

圖7 密煉機功率曲線對比
6 結論
本工作設計了一種智能密煉負荷平衡控制系統,該系統研發平衡預測算法模型,通過對密煉機加膠料等動作的有序時間控制,實現了平衡控制設備執行動作的功能,從而將能量平均分配到每臺設備,避免了過大的電力峰值,不僅降低能耗,而且保護了設備。該項目的實施能夠使密煉車間的總負荷降低20%左右,節省電能,降低成本,提升企業的管理效率,實現節能減排的目標,顯著提升經濟和社會效益。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
