水松紙激光打孔控制系統設計
2021-07-25 15:47:46鄧國華陳培鋒毛俞霖
機電工程技術 2021年6期
鄧國華,陳培鋒,毛俞霖
(1.湖北職業技術學院,湖北 孝感 432100;2.華中科技大學,武漢 430074;3.河北科技大學,石家莊 050018)
0 引言
水松紙激光打孔是當前國際上在香煙降焦方面應用最廣泛、最有效的一種降焦技術。其利用激光器發出的激光在香煙過濾嘴的水松紙上打出一些均勻的小孔,從而在抽吸香煙時讓外部空氣進入香煙內部并稀釋煙氣,使吸入人體的有害氣體相對減少,盡量降低香煙對吸煙者的身體危害。水松紙打孔一個重要的指標是透氣度,是指單位時間、單位測試面積、單位壓差下所透過的空氣容積[1]。透氣度的穩定性用透氣度變異系數表示,指所取樣本與期望值的偏離程度。變異系數數值越大,表明所取樣本與期望的要求偏離越大;變異系數數值越小,表明所取樣本與期望的要求偏離越小。本項目研究目的就是將激光器發出的連續激光轉換成脈沖激光,在高速卷繞的水松紙上打出一系列的小孔并確保其張力恒定和透氣度變異系數小。目前國內先進水平透氣度變異系數穩定在6.5%[2]。通過采用具有HALL反饋的高速棱鏡電機、內部卷徑計算功能的卷繞控制器等技術,其透氣度變異系數小于5%,收卷盤張力恒定,內外松緊一致,卷盤表面不平整度小于0.1 mm。
1 水松紙激光打孔控制系統組成
水松紙激光打孔控制系統主要由觸摸屏和PLC、激光控制、多棱鏡控制、張力控制、水松紙卷繞控制等5部分組成。其控制系統如圖1所示。
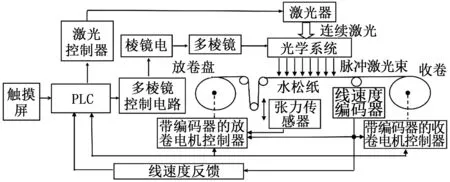
圖1 控制系統Fig.1 Control system block diagram
1.1 觸摸屏和PLC
觸摸屏主要用于水松紙卷繞線速度、孔間距、棱鏡轉速、卷盤初始直徑D0等參數的設置和顯示;故障及可能產生故障的原因、故障部位、故障排除方法、在線幫助等顯示;水松紙打孔的其他各種手動及自動操作。可編程控制器PLC主要完成對各種I/O信號的處理、內部運算、故障報警、故障自診斷和聯鎖保護,將出現的各種意外故障和誤操作用中文在觸摸屏上顯示出來,并指出出現故障和誤操作的部位,不會因為誤操作和意外故障造成人身和設備事故。通過485通訊接口將相關參數送到收卷和放卷控制器,并將接收到的放卷和收卷電機實時數據送到觸摸屏顯示。
1.2 激光和多棱鏡控制
1.2.1 激光控制
PLC根據接收到的操作信號負責對激光器進行啟動、停機、聯鎖保護以及故障處理。當激光器或外部電路出現故障時,及時停止激光器工作并在觸摸屏上顯示出現故障的原因和部位。激光器必須滿足一定的聯鎖條件后才能啟動,這樣即使出現誤操作也不會損壞激光器,也不會對人員和設備造成損壞。
1.2.2 多棱鏡控制
多棱鏡的主要作用是將激光器輸出的連續激光轉換成脈沖光束,多棱鏡的每個棱面都是一個反射面,旋轉時每個反射面會產生一個激光脈沖。高速旋轉的多棱鏡將激光脈沖依次掃描到數個(例如2或16個)獨立的光學聚焦頭,每次掃描就在各個聚焦頭中形成一個小激光脈沖,重復掃描就在各個聚焦頭中形成了系列小激光脈沖,這一系列小激光脈沖作用于水松紙上,就能在水松紙上打出一系列的小孔。從上面分析可以看出,當激光功率和多棱鏡面數一定時,多棱鏡轉速的穩定性直接影響到透氣度的變異系數。所以采用高速直流電機作為棱鏡電機,轉速由外部脈沖頻率控制,與外部脈沖頻率成正比[3]。為了能夠對打孔過程進行更為靈活地調節,要求棱鏡電機能夠無級調速,采用脈沖輸出模塊來實現這一功能。將預定的棱鏡電機轉速通過觸摸屏進行設置,輸入PLC。PLC對其進行運算處理后,通過脈沖輸出模塊輸出到棱鏡電機驅動器,控制棱鏡電機按設定的轉速運轉。為了保證棱鏡電機轉速的穩定和提高抗干擾能力,采用HALL反饋控制穩定轉速,并在脈沖輸出模塊和棱鏡電機驅動器之間加光耦進行隔離。多棱鏡控制電路如圖2所示。

圖2 多棱鏡控制電路Fig.2 Block diagram of control circuit for multi prism
1.3 張力控制
張力控制是為了保證水松紙在打孔全過程中,收卷盤的內外松緊一致并且不會拉斷水松紙,這樣就必須保證加工時水松紙的張力恒定。但是在實際的加工過程中,其張力變化情況如圖3所示。
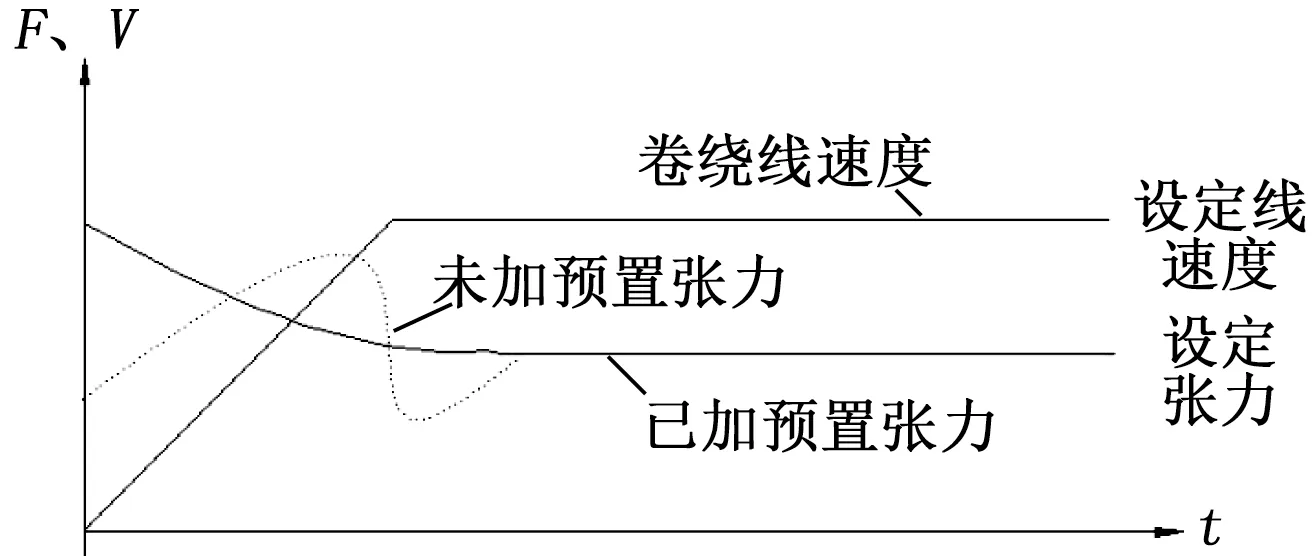
圖3 張力隨線速度變化情況Fig.3 Variation of tension with linear speed
從圖中曲線3可以看出,當未加預置張力時,其實際張力在水松紙卷繞加速階段波動比較大,張力大時,很容易把水松紙拉斷;張力小時,在收卷盤會出現跑邊的情況,造成收卷盤不平整。預加一個合適的張力,其實際變化情況如曲線2所示。從圖中可看出,張力沒有出現大的波動,收卷盤就不會出現跑邊,其盤面會很平整,水松紙也不會拉斷。采用的預置張力方案如圖4所示。
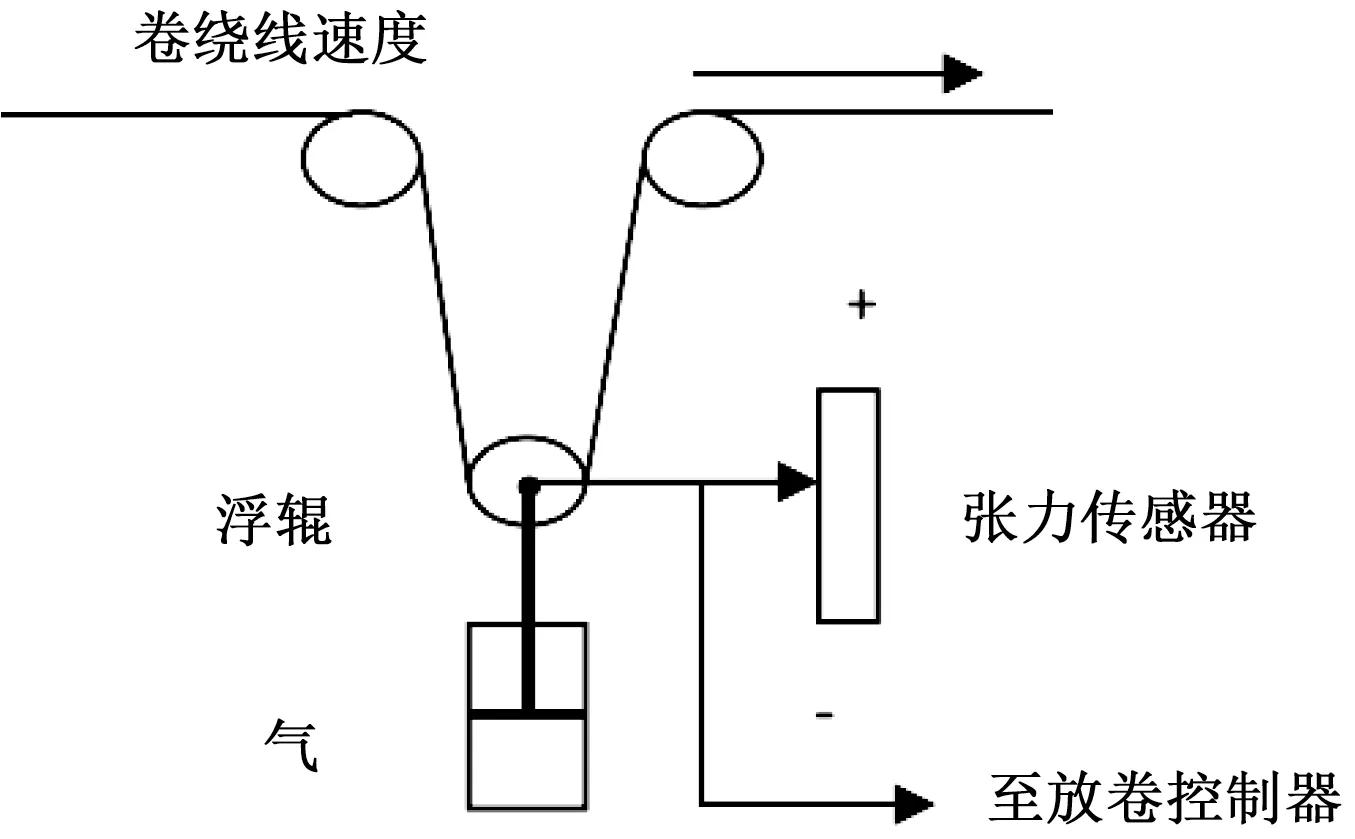
圖4 張力控制Fig.4 Tension control
氣缸的壓力作為水松紙卷繞的預置張力,改變氣缸的壓力可滿足不同水松紙的張力要求。張力傳感器檢測水松紙實際張力并送給放卷控制器,放卷變頻器將檢測的實際張力與設定張力進行比較[4]。當張力傳感器檢測浮輥向上移動時,表明實際張力大于設定張力,此時自動增加放卷電機的轉速,減小與收卷電機的速度差,從而減小水松紙的卷繞張力;當張力傳感器檢測浮輥向下移動時,表明實際張力小于設定張力,此時會降低放卷電機的轉速,增加與收卷電機的速度差,從而增加水松紙的卷繞張力,確保了水松紙不論是在啟動、停止還是正常打孔出現擾動的情況下張力的恒定。
1.4 水松紙卷繞控制
水松紙打孔一般采用表面卷繞和中心卷繞兩種方式。表面卷繞是卷繞電機直接驅動主驅動輪,收卷盤放置在主驅動輪表面,利用主驅動輪和收卷盤之間的摩擦力驅動收卷盤旋轉,因收卷盤與主驅動輪圓周相切,所以其線速度和主驅動輪線速度相同,只要收卷電機轉速恒定,卷繞線速度就恒定,線速度與收卷盤直徑無關。這種方式電機控制簡單,但存在最大的問題是當收卷盤直徑增大到一定尺寸或線速度比較高時,收卷盤會在主驅動輪上跳動,引起張力和線速度不穩定,最后會造成透氣度不穩定或斷紙。表面卷繞如圖5所示。
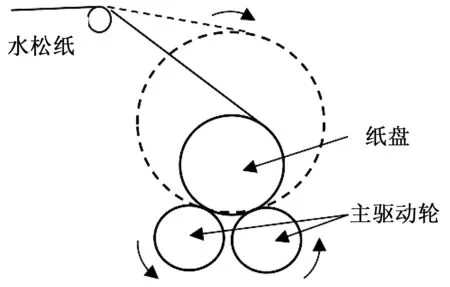
圖5 表面卷繞Fig.5 Surface winding diagram
中心卷繞方式是卷繞電機直接驅動卷盤,圍繞卷盤中心進行卷繞。中心卷繞如圖6所示。這種方式克服了表面卷繞存在的問題,傳動結構簡單、可靠性高,現在一般都采用中心卷紙方式。但這種卷繞方式最大的難點是不易保證走紙線速度的穩定。因為在一定的電機轉速成下,當加工開始紙盤直徑小時,卷繞線速度低;而當紙盤直徑增大時,卷繞線速度變高,線速度會隨著收卷盤直徑增大而變高。因此,采用中心卷繞方式必須確保隨著紙盤直徑的不斷變化隨時調整電機轉速,這樣才能保證透氣度和線速度的穩定性。
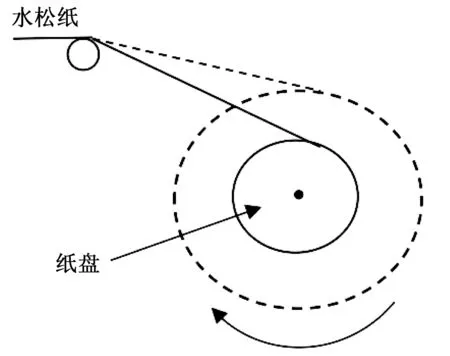
圖6 中心卷繞Fig.6 Center winding diagram
經過多方對比,采用具有內部卷徑計算功能并使用轉矩控制模式的控制器對收、放卷電機進行控制。其控制器內部有50多種功能塊,能完成諸如加減乘除和一系列的變換功能,也能完成PID閉環調節,根據下式計算卷徑[5]:

式中:v為外部輸入的線速度值;ω為伺服控制(變頻)器知道的角速度值;k為由實驗確定的常數。控制器通過內部功能塊完成卷徑計算如圖7所示。
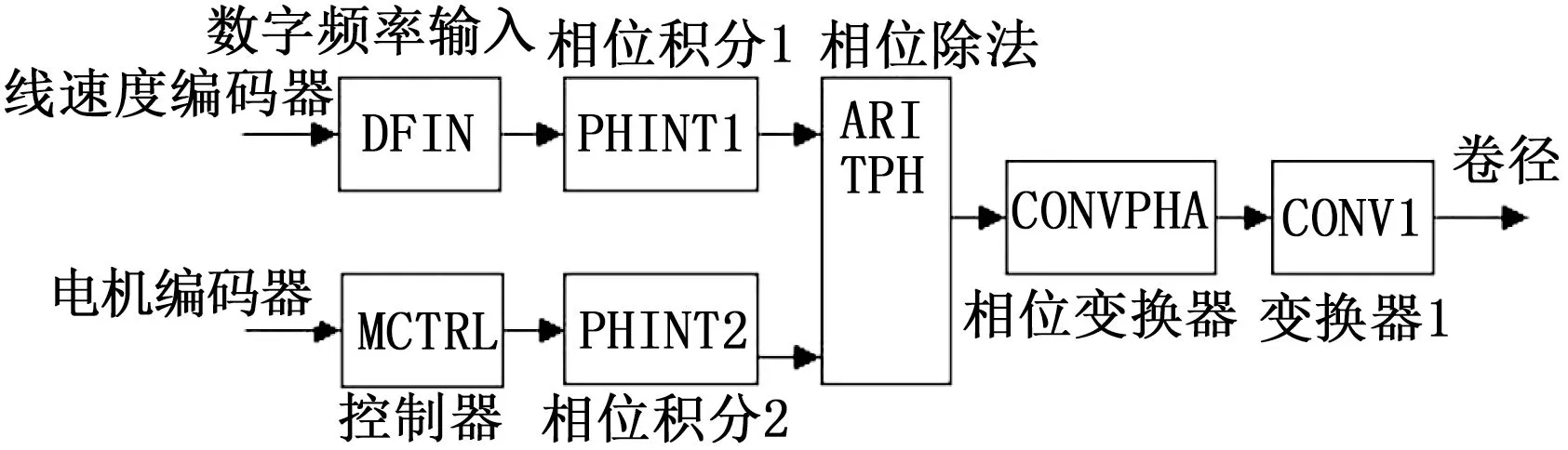
圖7 控制器通過內部功能塊卷徑計算Fig.7 Coil diameter calculation block diagram of controller through internal function block
根據轉矩控制方式的運行特點,驅動系統的狀態取決于系統的動態轉矩MJ[6]:

式中:MJ為動態轉矩,N·m;M0為電動機的轉矩,N·m;ML為負載轉矩,N·m;MJ>0為系統加速;MJ<0為系統減速;MJ=0為系統等速運行。
在本系統中:

式中:F為預設張力,N;D0為卷盤初始直徑,m。對于相同的水松紙,張力F和D0為常量,M0也為常量,N·m。

式中:F為預設張力,N;D為卷盤實測直徑,m。對于相同的水松紙,張力F為常量,D的值一直在變化,是個變量。由于F為常量,ML的值隨D的變化而變化,N·m。
將M0和ML的值代入式(2)得:

從式(6)中可以看出,動態轉矩MJ的值與卷盤初始直徑D0和卷盤實測直徑D相關。在水松紙打孔過程中,不論對于收卷電機還是放卷電機,當卷盤實測直徑D大于卷盤初始直徑D0時,電機轉速降低;當卷盤實測直徑D等于卷盤初始直徑D0時,電機轉速不變;當卷盤實測直徑D小于卷盤初始直徑D0時,電機轉速增高。
采用具有內部卷徑計算功能和轉矩控制模式的控制器,在中心卷繞方式下,能夠確保隨著紙盤直徑的不斷變化隨時調整電機轉速,保證張力和線速度的穩恒定及透氣度的穩定性。
2 應用實例
圖1所示為出水松紙打孔控制系統框圖。采用FX2N PLC和A970觸摸屏用于系統的參數設置及運算、參數顯示、故障診斷及顯示、I/O處理等控制。兩臺LENZE-9300系列伺服控制(變頻)器,分別驅動兩臺編碼器的變頻異步電動機用于水松紙收卷和放卷。采用這套控制系統制造的水松紙打孔機在客戶現場使用了很多年,經過實際檢測,卷繞線速度可以30~600 m/min正常打孔,線速度的波動小于1%,透氣度變異系數小于5%。采用本系統在水松紙上打出的效果圖(雙激光頭)如圖8所示。
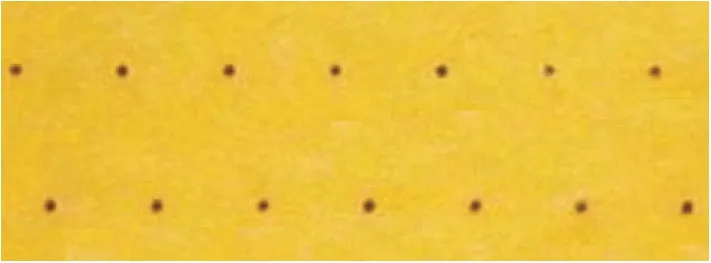
圖8 水松紙打孔效果Fig.8 Effect of tipping paper drilling
3 結束語
采用激光打孔技術減少吸煙者對焦油的吸入量,已得到煙草企業的重視,正逐漸成為中高檔香煙實現降焦的主要途徑[7],具有很好的應用前景。采用本控制系統制造的水松紙激光打孔已在用戶使用多年,運行穩定可靠,完全能滿足線速度30~600 m/min、透氣度70~2 000 CU水松紙激光打孔要求。當線速度超過650 m/min時,由于各種機械傳動阻力增加、控制器響應不及時等原因,會出現斷紙和張力不穩定的情況。因此,水松紙卷繞線速度超過600 m/min時,需重新設計機械傳動結構并選用響應時間更短的控制器。