電脈沖處理對(duì)2024-T4鋁合金攪拌摩擦焊接頭性能的影響*
2021-07-27 05:59:06許愛(ài)軍湯澤軍章錦濤萬(wàn)海峰王子涵
航空制造技術(shù) 2021年10期
許愛(ài)軍,湯澤軍,章錦濤,萬(wàn)海峰,王子涵
(1.北京衛(wèi)星制造廠有限公司,北京 100090;2.南京航空航天大學(xué)機(jī)電學(xué)院,南京 210016)
攪拌摩擦焊(Friction stir welding,FSW)相比其他焊接方法具有焊接強(qiáng)度高、固相焊接無(wú)缺陷、可焊接熱裂紋敏感的材料等優(yōu)點(diǎn),是鋁合金材料連接的主要方法,在航空航天、船舶等領(lǐng)域具有廣泛應(yīng)用。然而,對(duì)于部分鋁合金而言,經(jīng)FSW后,接頭處會(huì)出現(xiàn)局部軟化區(qū),導(dǎo)致接頭強(qiáng)度降低,影響其正常應(yīng)用。通過(guò)焊后熱處理可以有效改善接頭的力學(xué)性能。目前,對(duì)鋁合金FSW的焊后處理工藝研究主要在退火熱處理和固溶再時(shí)效處理兩方面。Emanuela等[1]對(duì)6082–T6鋁合金攪拌摩擦焊接試樣進(jìn)行了2h的535℃熱處理,發(fā)現(xiàn)熔核區(qū)晶粒出現(xiàn)異常長(zhǎng)大現(xiàn)象,同時(shí)經(jīng)過(guò)熱處理之后,塑性大幅度提高,而強(qiáng)度基本不變。Guven等[2]在探究熱處理工藝對(duì)6061鋁合金攪拌摩擦焊接頭的影響時(shí)觀察到了晶粒的異常長(zhǎng)大現(xiàn)象,認(rèn)為這與工藝參數(shù)的選取有關(guān)。Chaitanya等[3]探究了不同熱處理方式對(duì)AA7039鋁合金攪拌摩擦焊接頭力學(xué)性能及微觀組織的影響,發(fā)現(xiàn)固溶處理后得到的接頭強(qiáng)度最低,而時(shí)效處理后接頭強(qiáng)度顯著提高。然而,傳統(tǒng)爐式熱處理工藝不僅需要較高的能量消耗、較長(zhǎng)的加熱時(shí)間及熱處理時(shí)間,對(duì)于鋁合金攪拌摩擦焊接零件而言,還受加熱爐尺寸的限制。因此,需要一種新型的熱處理方式解決上述問(wèn)題。電脈沖處理作為一種快速、高效、節(jié)約能源的工藝方法受到越來(lái)越多的關(guān)注。與傳統(tǒng)爐式熱處理工藝相比,電脈沖可以在較低的溫度下促進(jìn)金屬材料的晶粒細(xì)化、再結(jié)晶以及相變,同時(shí)提高位錯(cuò)運(yùn)動(dòng)速率,愈合材料內(nèi)部微觀裂紋,從而提高材料的綜合性能[4–9]。截止目前,許多學(xué)者對(duì)鋁合金電脈沖處理進(jìn)行了研究,對(duì)于鋁合金的焊后電脈沖處理相關(guān)研究卻鮮有報(bào)道。基于此,本文探究了電脈沖固溶再時(shí)效處理對(duì)于2024–T4態(tài)鋁合金焊后接頭力學(xué)性能及顯微硬度的影響規(guī)律,結(jié)合微觀組織觀察,對(duì)電脈沖處理后作用機(jī)理進(jìn)行了分析。
試驗(yàn)及方法
本試驗(yàn)所用2024鋁合金為T(mén)4態(tài),尺寸為240mm×120mm×2mm。材料的化學(xué)成分及基本力學(xué)性能如表1和2所示,原始微觀組織如圖1所示。2024–T4鋁合金的攪拌摩擦焊接通過(guò)FSW–LM–A10型龍門(mén)式數(shù)控?cái)嚢枘Σ梁笝C(jī)進(jìn)行,焊接速度為300mm/min,焊接過(guò)程中采用右旋螺紋錐形攪拌頭,軸肩的直徑為10mm,攪拌頭的旋轉(zhuǎn)速度為900r/min,沿板材的長(zhǎng)度方向(即軋制方向)拼焊。焊接設(shè)備及焊接路徑如圖2所示。焊接結(jié)束后,采用線切割方法,按照?qǐng)D2(b)方式及尺寸(mm)將板材切割成拉伸試樣進(jìn)行電脈沖固溶處理。

圖1 試驗(yàn)用2024–T4鋁合金微觀組織Fig.1 Microstructure of 2024–T4 aluminum alloy used in experiment
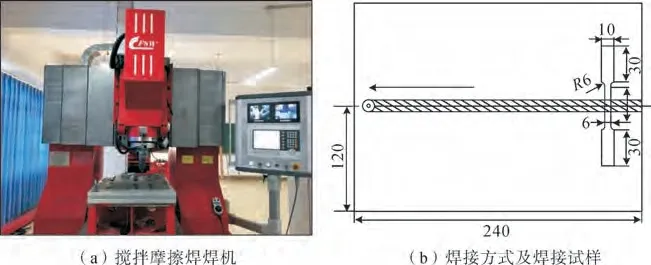
圖2 攪拌摩擦焊焊機(jī)和焊接方式及焊接試樣Fig.2 Friction stir welding machine and welding method and welding sample

表1 2024–T4鋁合金板材的化學(xué)成分(質(zhì)量分?jǐn)?shù))Table 1 Chemical composition 2024–T4 aluminum alloy (mass fraction) %
電脈沖固溶處理過(guò)程中,電脈沖由VIS–200A型高頻整流機(jī)產(chǎn)生,波形為矩形方波。試驗(yàn)過(guò)程中溫度的變化通過(guò)K型熱電偶測(cè)量,通過(guò)無(wú)紙記錄儀進(jìn)行記錄。電脈沖固溶處理過(guò)程中的電參數(shù)設(shè)置如表3所示。為了研究電脈沖固溶處理過(guò)程中鋁合金焊接接頭兩側(cè)溫度的變化及分布,對(duì)接頭焊縫處(P1點(diǎn))、距離焊縫6mm(P2點(diǎn))及12mm處(P3點(diǎn))進(jìn)行了測(cè)溫,電脈沖固溶處理裝置如圖3所示。在固溶處理結(jié)束后,立即通過(guò)水冷進(jìn)行降溫。隨后,為了探究電脈沖固溶處理后時(shí)效處理對(duì)合金性能的影響,對(duì)有效電流密度為135A/mm2固溶處理組試樣,通過(guò)人工再時(shí)效(用AA表示)和自然再時(shí)效(用NA表示)兩種工藝進(jìn)行時(shí)效處理。人工再時(shí)效工藝是將試樣置于180℃下6h,自然再時(shí)效則是在室溫環(huán)境下放置168h。待再時(shí)效處理結(jié)束后,通過(guò)拉伸試驗(yàn)測(cè)試材料的力學(xué)性能變化。拉伸試驗(yàn)在WSW–20E電子萬(wàn)能拉伸試驗(yàn)機(jī)上進(jìn)行,每組試樣重復(fù)3次,拉伸試驗(yàn)取平均值以確保有效性。

表2 2024–T4鋁合金母材的力學(xué)性能Table 2 Mechanical properties of 2024 aluminum alloy base metal
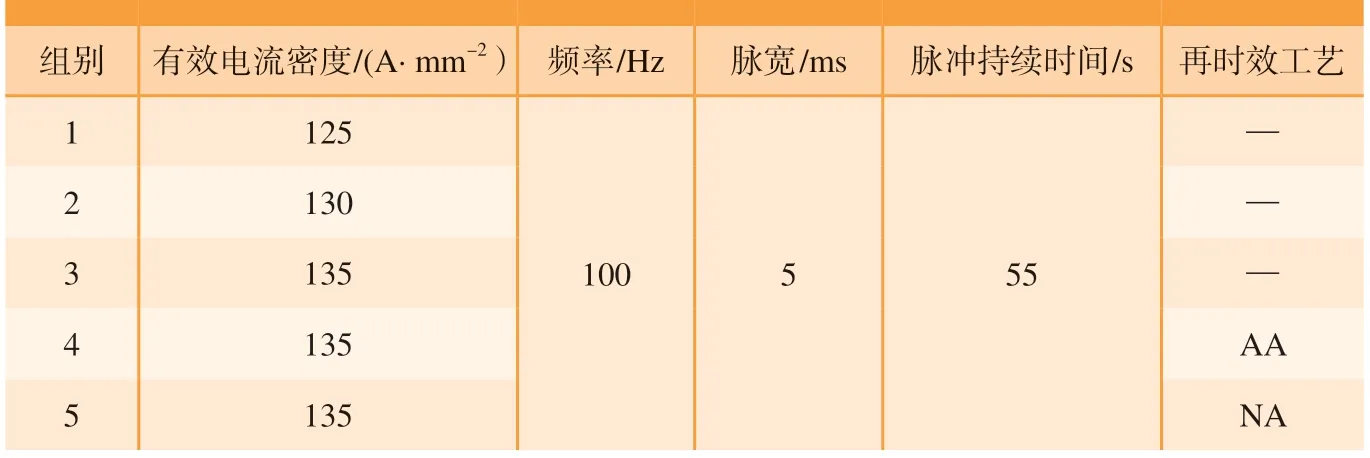
表3 電脈沖固溶處理及再時(shí)效處理過(guò)程相關(guān)參數(shù)Table 3 Relevant parameters of electric pulse solid solution treatment and reaging treatment
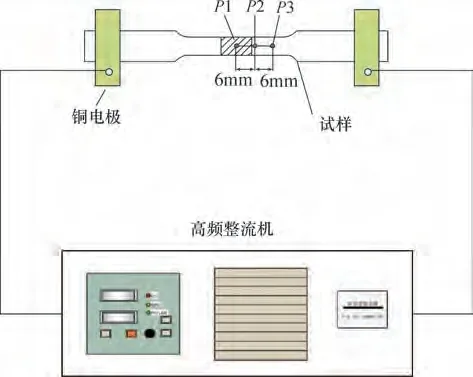
圖3 電脈沖固溶處理試驗(yàn)裝置示意圖Fig.3 Schematic diagram of experimental device for electric pulse solid solution treatment
結(jié)果與討論
1 電脈沖固溶處理過(guò)程中試樣溫度的變化
圖4顯示了電脈沖固溶處理過(guò)程中有效電流密度對(duì)鋁合金試樣溫度變化的影響。可以看出,隨著有效電流密度的增加,試樣不同位置的溫度逐漸增加,當(dāng)有效電流密度為135A/mm2時(shí),最高溫度為430℃。對(duì)于同一電參數(shù)而言,試樣中心點(diǎn)溫度最高,這可能是因?yàn)楹负藚^(qū)經(jīng)歷完全動(dòng)態(tài)再結(jié)晶,細(xì)化了晶粒,導(dǎo)致試樣中心處電阻大于兩側(cè)母材區(qū)域。此外,對(duì)于電脈沖固溶處理工藝而言,試樣能夠在極短的時(shí)間(1min之內(nèi))達(dá)到較高的溫度,相比爐式高溫固溶處理,電脈沖熱處理能夠顯著提高固溶處理效率。
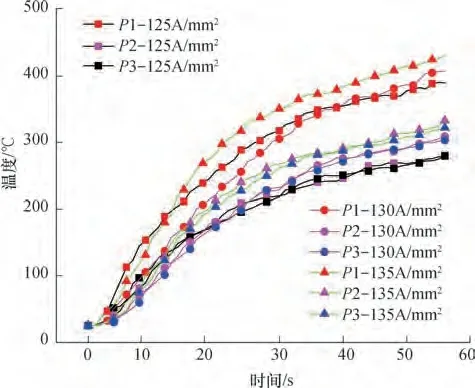
圖4 電脈沖固溶處理過(guò)程中接頭的溫度變化及分布Fig.4 Temperature changes and distribution of joint during electric pulse solid solution treatment
2 電脈沖固溶再時(shí)效處理過(guò)程中試樣力學(xué)性能的變化
固溶處理及再時(shí)效處理后試樣焊接接頭硬度分布如圖5所示。原始焊態(tài)試樣硬度分布呈現(xiàn)明顯的W形分布,熱力影響區(qū)硬度明顯低于其他區(qū)域。經(jīng)電脈沖固溶處理后,焊接區(qū)域硬度差異性減弱,當(dāng)有效電流密度為135A/mm2時(shí),接頭不同區(qū)域的硬度值近似相等,這可能與位錯(cuò)纏結(jié)的消除及強(qiáng)化相的溶解有關(guān)。而經(jīng)過(guò)再時(shí)效處理后,接頭區(qū)域的整體硬度提高,如圖5(b)所示。其中,經(jīng)過(guò)人工再時(shí)效處理后,焊接接頭硬度分布又呈現(xiàn)明顯的W型,但與原始焊態(tài)試樣相比,整體硬度有了明顯的提升,硬度分布均勻性增加。經(jīng)過(guò)168h自然再時(shí)效處理后,接頭處硬度值呈現(xiàn)倒U型分布,相比原始焊態(tài)試樣,母材區(qū)域硬度值減小,其他區(qū)域硬度值提高。
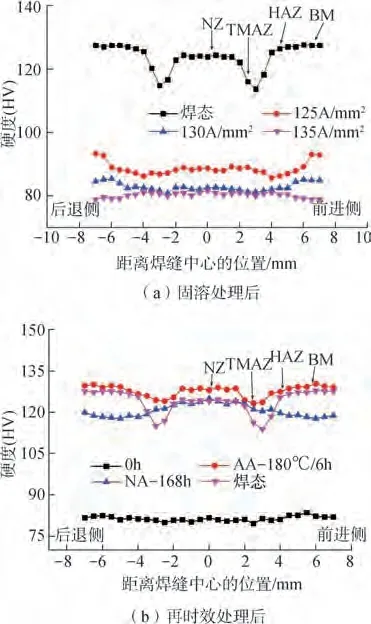
圖5 2024–T4鋁合金FSW接頭的硬度分布Fig.5 Hardness distribution of friction stir welded joint of 2024–T4 aluminum alloy
圖6(a)為焊接試樣經(jīng)過(guò)電脈沖固溶處理后的斷裂位置示意圖。原始焊態(tài)試樣斷裂位置位于前進(jìn)側(cè)的熱力影響區(qū);經(jīng)有效電流密度為125A/mm2的電脈沖處理后,試樣的斷裂位置未發(fā)生變化;當(dāng)有效電流密度為130A/mm2和135A/mm2時(shí),試樣在母材處發(fā)生了斷裂。經(jīng)再時(shí)效處理后,試樣的斷裂位置如圖6(b)所示,經(jīng)過(guò)180℃/6h人工再時(shí)效處理后,斷裂位置位于前進(jìn)側(cè)熱力影響區(qū),而經(jīng)過(guò)168h自然再時(shí)效處理后,試樣的斷裂位置位于母材區(qū)域。可以發(fā)現(xiàn),斷裂位置與材料硬度最低值位置基本一致,這是由于拉伸變形過(guò)程中較軟的區(qū)域最容易出現(xiàn)應(yīng)力集中,從而導(dǎo)致裂紋產(chǎn)生。
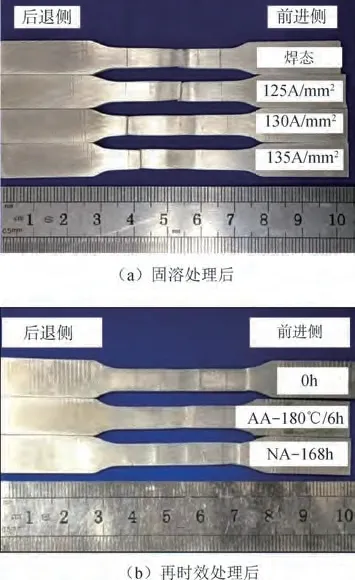
圖6 試樣斷裂位置示意圖Fig.6 Schematic diagram of specimen fracture position
2024–T4鋁合金攪拌摩擦焊接試樣經(jīng)不同參數(shù)電脈沖固溶處理后的工程應(yīng)力–應(yīng)變曲線如圖7(a)所示。經(jīng)過(guò)固溶處理之后,試樣抗拉強(qiáng)度大幅下降,延伸率大幅度提高,這與固溶處理過(guò)程中強(qiáng)化相的溶解有關(guān)。隨著有效電流密度的增加,試樣延伸率增加,抗拉強(qiáng)度逐漸減小。當(dāng)有效電流密度為135A/mm2時(shí),試樣的抗拉強(qiáng)度約為300MPa,延伸率為18.7%,相比原始焊接試樣,強(qiáng)度下降約25%,延伸率提高約50%(圖7(b))。此外,經(jīng)電脈沖處理后,焊接試樣在拉伸過(guò)程中應(yīng)力曲線出現(xiàn)了鋸齒狀波動(dòng),這是PLC效應(yīng)(Portevin–Le chatelier effect)的典型特征[10–11]。隨著有效電流密度的增加, PLC效應(yīng)更快地發(fā)生,鋸齒狀波動(dòng)的幅度隨之增加。經(jīng)再時(shí)效處理后,PLC效應(yīng)消失,試樣的強(qiáng)度、延伸率均獲得不同程度的提升,如圖8所示。對(duì)于人工再時(shí)效處理而言,試樣強(qiáng)度上升為430MPa,達(dá)到母材強(qiáng)度的94%左右。而對(duì)于自然再時(shí)效處理而言,接頭強(qiáng)度上升到415.4MPa,達(dá)到母材強(qiáng)度的90%左右,相比原始焊接試樣,只提高了約4%。由此可知,人工再時(shí)效處理相比自然再時(shí)效處理,效果更好,效率更高。
3 電脈沖焊后熱處理過(guò)程中微觀組織的演變
電脈沖固溶處理后2024–T4鋁合金微觀組織的變化如圖9所示。由于前進(jìn)側(cè)接頭各個(gè)區(qū)域分界相比后退側(cè)更為明顯[12],因此,均選取前進(jìn)側(cè)微觀組織進(jìn)行分析。原始2024–T4鋁合金焊接試樣焊核區(qū)(NZ)、熱力影響區(qū)(TMAZ)、熱影響區(qū)(HAZ)微觀組織分別如圖9(a)所示。與母材相比,焊核區(qū)晶粒明顯細(xì)化,呈現(xiàn)等軸狀,說(shuō)明由于焊接過(guò)程中的大變形和高溫引起了焊核區(qū)晶粒的動(dòng)態(tài)再結(jié)晶。對(duì)于熱影響區(qū)而言,由于熱輸入的減少,與母材組織相比,晶粒未發(fā)生明顯變化。而對(duì)于熱力影響區(qū)而言,靠近焊核區(qū)一側(cè)晶粒出現(xiàn)一定程度的細(xì)化,而靠近熱影響區(qū)的一側(cè)晶粒并未發(fā)生變化。同時(shí)可以發(fā)現(xiàn),強(qiáng)化相含量從熱影響區(qū)向焊核區(qū)呈現(xiàn)逐漸減少的趨勢(shì),說(shuō)明在焊接過(guò)程中,隨著熱輸入及變形量的增加,強(qiáng)化相發(fā)生了溶解。對(duì)于焊核區(qū)而言,隨著脈沖電流密度的增加,晶粒細(xì)化效應(yīng)越發(fā)顯著,強(qiáng)化相含量逐漸減少,如圖9(b)和(c)所示。這是由于通電過(guò)程中焊核區(qū)溫度最高所致,如圖4所示。而對(duì)于熱影響區(qū)和熱力影響區(qū)而言,由于熱輸入較低,晶粒的細(xì)化效應(yīng)及強(qiáng)化相的溶解效應(yīng)不如焊核區(qū)明顯。綜上所述,電脈沖固溶處理后,晶粒發(fā)生了明顯的細(xì)化,各個(gè)區(qū)域的強(qiáng)化相密度發(fā)生了不同程度的減少,導(dǎo)致試樣的強(qiáng)度降低,延伸率增加,硬度降低,這與圖5(a)和圖7所示一致。
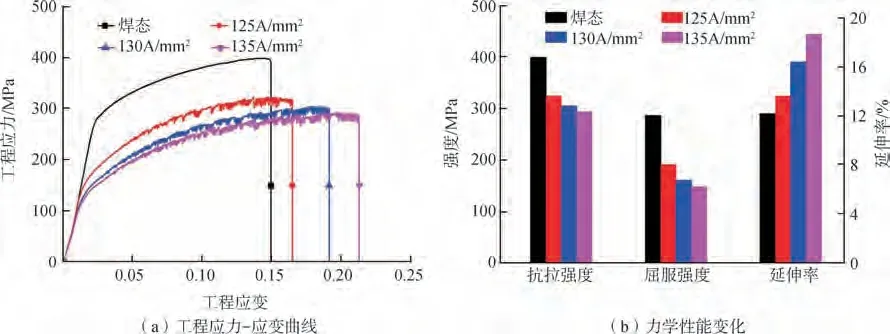
圖7 電脈沖固溶處理后接頭的力學(xué)性能Fig.7 Mechanical properties of joints after electric pulse solid solution treatment
再時(shí)效處理后2024–T4鋁合金焊接件各個(gè)區(qū)域微觀組織的變化如圖10所示。經(jīng)過(guò)再時(shí)效處理后,晶粒尺寸變化不明顯,而強(qiáng)化相含量顯著增加,從而導(dǎo)致抗拉強(qiáng)度及硬度的增加,如圖5(b)和圖8所示。與自然再時(shí)效處理相比,人工再時(shí)效處理過(guò)程中析出更多的強(qiáng)化相,因此經(jīng)人工再時(shí)效處理后試樣的強(qiáng)度與硬度高于自然再時(shí)效處理。此外,經(jīng)再時(shí)效處理之后,PLC效應(yīng)完全消失。結(jié)合圖9和圖10的分析,可以對(duì)材料拉伸過(guò)程中的PLC效應(yīng)進(jìn)行解釋。經(jīng)電脈沖固溶處理之后,2024–T4鋁合金攪拌摩擦焊接頭中原有的強(qiáng)化相發(fā)生了溶解,根據(jù)Wu等[13]的研究,這些強(qiáng)化相為Cu–Mg原子團(tuán)簇,因此形成了游離態(tài)的Mg原子及Cu原子。在拉伸過(guò)程中,隨著應(yīng)變的發(fā)生,材料內(nèi)部產(chǎn)生大量的位錯(cuò),位錯(cuò)在運(yùn)動(dòng)過(guò)程中逐漸在游離態(tài)的Mg原子及Cu原子周圍纏結(jié)形成位錯(cuò)釘扎,阻礙位錯(cuò)運(yùn)動(dòng)及滑移,導(dǎo)致應(yīng)力進(jìn)一步增加,當(dāng)應(yīng)力增加到足以解釘時(shí),位錯(cuò)的阻礙運(yùn)動(dòng)瞬間減少,引起應(yīng)力的驟降。由游離態(tài)的Mg原子及Cu原子引起的位錯(cuò)釘扎與解釘效應(yīng)循環(huán)往復(fù),從而導(dǎo)致拉伸過(guò)程中的鋸齒狀波動(dòng),即PLC效應(yīng)。隨著有效電流密度的增加,強(qiáng)化相的溶解速率增加,從而形成更多數(shù)量的游離態(tài)Mg原子及Cu原子,進(jìn)而引起位錯(cuò)釘扎效應(yīng)的增強(qiáng),導(dǎo)致PLC效應(yīng)更快更顯著地發(fā)生。
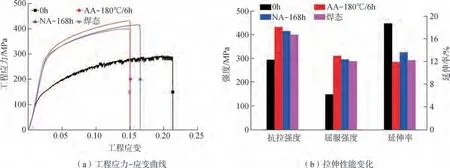
圖8 再時(shí)效處理后接頭的力學(xué)性能Fig.8 Mechanical properties of joints after reaging treatment
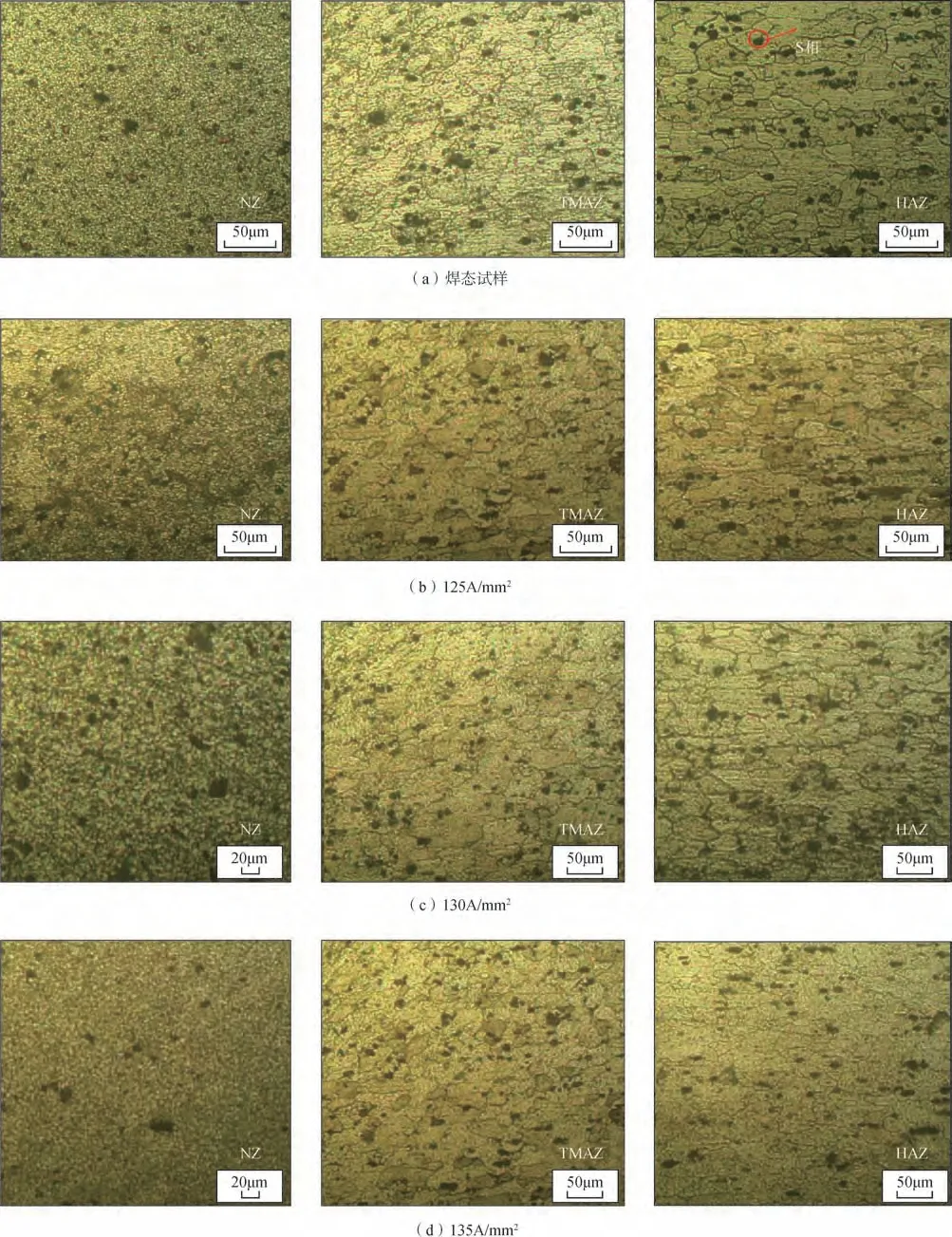
圖9 電脈沖固溶處理后2024 –T4鋁合金焊接試樣微觀組織變化Fig.9 Microstructure changes of 2024 –T4 aluminum alloy welding sample after electric pulse solid solution treatment
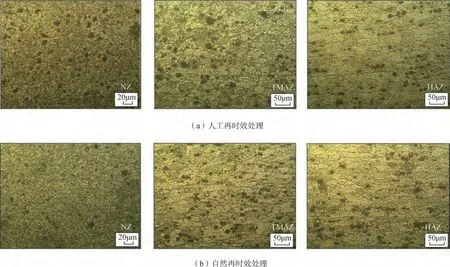
圖10 再時(shí)效處理后2024 –T4鋁合金焊接試樣不同區(qū)域微觀組織Fig.10 Microstructure of 2024 –T4 aluminum alloy welding sample after reaging treatment
結(jié)論
(1)與傳統(tǒng)爐式加熱固溶處理相比,電脈沖固溶處理效率高,所需溫度較低。隨著有效電流密度的增加,2024 –T4鋁合金FSW接頭強(qiáng)度隨之下降,延伸率大幅提高。當(dāng)有效電流密度為135A/mm2時(shí),試樣的抗拉強(qiáng)度約為300MPa,延伸率為18.7%,相比原始焊接試樣,強(qiáng)度下降了25%,延伸率提高了50%。
(2)經(jīng)過(guò)電脈沖固溶處理后,2024–T4鋁合金FSW接頭各個(gè)區(qū)域的晶粒都發(fā)生了細(xì)化,強(qiáng)化相發(fā)生了不同程度的溶解。強(qiáng)化相的溶解是導(dǎo)致接頭強(qiáng)度和硬度降低、塑性提高的主要原因。
(3)電脈沖固溶處理后,2024–T4鋁合金FSW接頭拉伸過(guò)程中出現(xiàn)了PLC效應(yīng)。結(jié)合微觀組織分析可知,這是由于位錯(cuò)在強(qiáng)化相溶解形成的游離態(tài)原子周圍釘扎導(dǎo)致應(yīng)力上升以及應(yīng)變?cè)黾訋?lái)的解釘效應(yīng)不斷循環(huán)導(dǎo)致。
(4) 再時(shí)效處理后,PLC效應(yīng)消失,2024 –T4鋁合金FSW接頭的強(qiáng)度發(fā)生了恢復(fù)。人工再時(shí)效處理過(guò)程中產(chǎn)生了更大、更多的強(qiáng)化相,試樣強(qiáng)度上升為430MPa,相比原始焊接試樣,強(qiáng)度提高了8%,達(dá)到母材強(qiáng)度的94%左右。而對(duì)于自然再時(shí)效處理而言,接頭強(qiáng)度上升到415.4MPa,相比原始焊接試樣,只提高了約4%。由此可知,人工再時(shí)效處理相比自然再時(shí)效處理,效果更好,效率更高。