河鋼宣鋼1段噴嘴改造提高拉速生產試驗
2021-07-27 10:47:20徐亮
山西冶金 2021年3期
徐 亮
(河鋼河鋼宣化鋼鐵集團有限責任公司二鋼軋廠,河北 宣化 075100)
1 宣鋼二鋼軋廠連鑄主要設備情況
河鋼宣化鋼鐵集團有限責任公司(全文簡稱宣鋼)150 t爐區1號連鑄機為12機12流小方坯弧形連鑄機,弧長10 m,斷面150 mm×150 mm、165 mm×165 mm兩種斷面,主要鋼種低合金系列。設計年產量200萬t,該機采用全弧形連續矯直工藝,配置蝶式液壓升降鋼包回轉臺,全程無氧保護澆注,鋼包下渣檢測,結晶器液壓面控制技術,結晶器電磁攪拌,連鑄矯直技術,紅外線自動定尺切割,裝配水平是目前世界上流數最多,產量最高的小方坯連鑄機之一。150 t爐區連鑄機主要參數(見表1)。

表1 連鑄機主要參數
2 拉鋼條件
宣鋼二鋼軋廠1號連鑄機在改造之前,二冷噴嘴參數如表3,0段噴嘴采用不銹鋼噴咀-1/4PZ9490QZ5,12個,1段噴嘴采用不銹鋼噴咀-1/4PZ2665QZ5,52個,2段噴嘴采用噴嘴-1/4PZ2065QZ5,28個,比水量在0.80L/KG。在拉低合金HRB400EZT2(SY)拉速165斷面達到2.4 m/min時,150斷面達到2.6 m/min時有輕微脫方現象,并且中包連澆次數2次1段、2段噴嘴堵塞嚴重(見圖1)。拉速在2.2~2.4 m/min時液面波動較大,漏鋼拉斷頻率明顯增加。

表3 改造前二冷噴嘴參數

圖1 連澆2次后的1段噴嘴
1號機日產要達到7500 t,減去每月定修兩次24 h,小修及日常工藝停機累計24 h,平均日產需達到8035 t才能完成目標任務。表2為對應斷面及拉速(出鋼量205 t)。
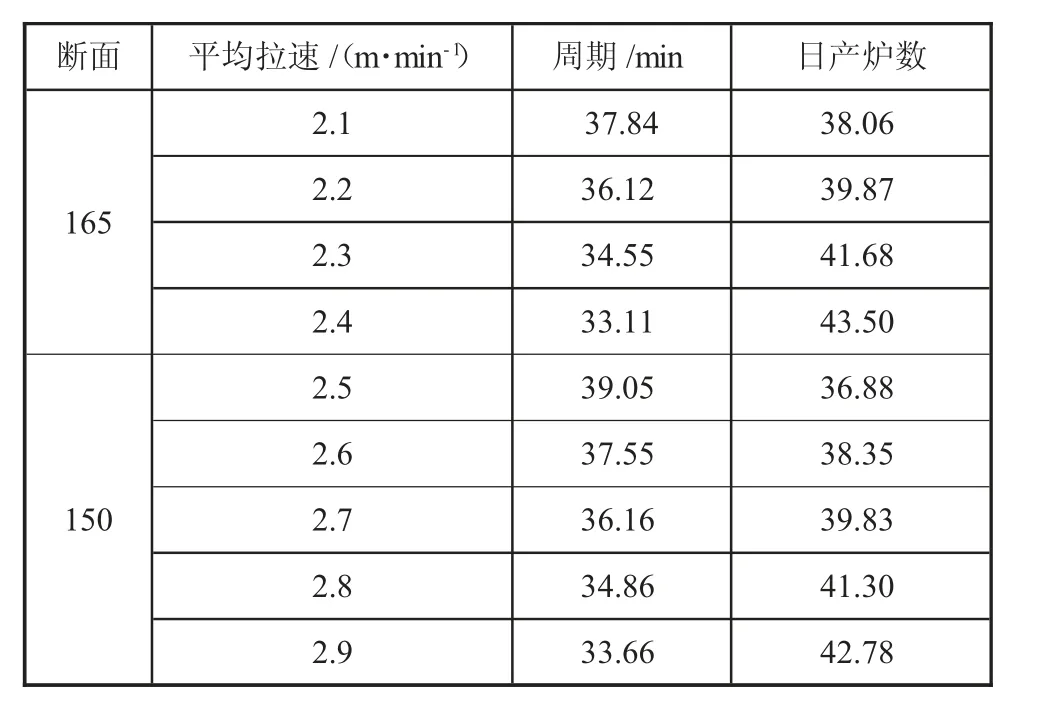
表2 斷面及拉速對照表
由于開澆及連澆前兩爐溫度高,拉速慢,周期在45~50 min左右,正常澆注過程需165斷面平均拉速達到2.4 m/min,150斷面平均拉速達到2.8 m/min,才能完成生產目標。所以提高拉速是急需解決日產7500 t問題所在。提高拉速首先滿足鋼坯出結晶器時有足夠的坯殼厚度,坯殼厚度在10~15 mm為安全拉鋼范圍。
3 出結晶器坯殼厚度
根據公式:

式中:e為坯殼厚度;K為凝固系數;h為結晶器有效高度;v為拉坯速度。
計算出拉速v分別為2.4 m/min和3 m/min,K=22 mm/min1/2,h=0.8 m時,坯殼厚度e:

坯殼厚度在2.4~3.0 m/min都滿足安全坯殼厚度要求。所以在現有的工藝下只要改善鑄機鑄坯的脫方和噴嘴的堵塞問題,就能滿足日產7500 t的要求。
4 生產工藝優化與實踐
4.1 噴嘴優化布置
二次冷卻區內部的傳熱方式以噴嘴噴淋水、鑄坯表面傳熱為主,具有可控性。二冷區應當具備較寬的流量調節范圍、水量分布受流量變化的影響較小、較高的噴射速度,且易于蒸發、覆蓋面大等。噴嘴冷卻水與鑄坯接觸面積一般為噴嘴面積的3~5倍。相關研究表明,連鑄二冷區的冷卻對內部質量有一定的影響。冷卻凝固不均勻,裂紋就會越來越多,對于高溫區域會發生嚴重的偏析,通過根據噴嘴水量分布特性進行設定,控制噴嘴組合體的水量分布均勻,就能夠避免對鑄坯質量的影響。原先的1段噴嘴為不銹鋼噴嘴-1/4PZ2665QZ5,2段噴嘴為噴嘴-1/4PZ2065QZ5,保持0段足輥不銹鋼噴咀-1/4PZ9490QZ5不變,改1段噴嘴為不銹鋼噴嘴-1/4PZ4065QZ5,2段噴嘴為噴嘴-1/4PZ4065QZ5,改善后的二冷比水量達到1.0 L/kG,二冷水增加量為129 m3/h。優化之后的噴嘴,堵塞情況明顯改善,連澆次數可以增加到5次以上,經過生產試驗165 mm×165 mm斷面連鑄機拉速達到2.7 m/min,沒有明顯脫方現象。
4.2 結晶器振動改造
原先設計的結晶器振動為全板簧振動機構,通過減速機上的偏心套和連桿使置于振動架上的結晶器上下振動,運行軌跡呈正弦波.振幅在線不可調,通過更換偏心套可以調整振幅。改變電機輸出轉速,可使振動頻率在40~300次/min范圍內進行調整。在改進之前振頻超過180~190次/min時振動精度明顯降低,偏擺量較大,液面波動不穩定,不能滿足高拉速的需要。改造后電動缸控制,可實現非正弦振動,可在線調節結晶器振動的波形、頻率和振幅,選擇最佳的振動特性參數,從而在不同拉速下均可獲得最佳的鑄坯表面質量,滿足鑄坯高拉速需求。
4.3 降低中包過熱度提高中包壽命
拉速穩定在2.4 m/min,從表3可以看出拉鋼周期在33.11 min,由于鋼包周轉加快,放鋼溫度可以降低20℃,由于中包溫度降低,中包耐材使用時間增加,中包過鋼爐數也明顯增加。據統計增加拉速后中包壽命提高到37.21爐/23.8 h,比原先增加3.41爐/1.8 h,月減少2對中包。
5 經濟效益
5.1 降低放鋼溫度節約成本
轉爐每降低1℃,噸鋼節約成本0.325元,按照日產7500 t計算,則全年節約成本:0.325×20×7500×365=17793750元。
5.2 耐材節約成本
按照每月節省2對中包計算,沒對中包成本10萬元,則可節約成本:2×12×100000=2400000元。
5.3 投入成本
振動電缸改造投入費用單價5萬元,12個在線使用,3個備用。則投入:15×50000=750000元。噴嘴單價與原類別噴嘴單價相同,不做計算。
則總效益為:17793750+2400000-750000=19443750元。
6 結語
宣鋼經過生產過程中不斷對連鑄工藝的調整優化,1號機滿足日產7500 t的同時,連鑄澆注順利,鑄坯質量控制良好,并且節約成本19443750元。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
作文評點報·低幼版(2019年42期)2019-12-30 01:40:57
小學生作文(低年級適用)(2018年10期)2018-10-27 05:46:08
小天使·二年級語數英綜合(2018年5期)2018-06-29 08:47:04
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
兒童繪本(2017年6期)2017-04-21 23:19:31
民生周刊(2015年9期)2015-05-06 02:29:58
