鋼板樁鋸切改進實踐
2021-07-27 10:47:38王君軻張平方張海生
山西冶金 2021年3期
關鍵詞:生產
劉 凱,劉 楊,王君軻,張平方,張海生
(河鋼集團唐鋼分公司,河北 唐山 063000)
鋼板樁是一種邊緣帶有聯動裝置,可以自由組合以便形成一種連續緊密的擋土或者擋水墻的鋼結構體,廣泛應用于工程建筑領域。熱軋U型鋼鋼板樁產品為河鋼唐鋼大型線近年來主要研發品種。
1 概況及存在問題
大型線主要設備為二輥可逆式開坯軋機兩架、可逆水平二輥精軋機一架、單道次精軋機一架,產品以大規格角鋼、高強U型鋼、電極扁鋼、鋼板樁、方鋼為主[1]。其中鋼板樁產品為新研發品種,型鋼部根據現有產線生產能力與特點,開展鋼板樁產品研發,經過產線工藝與設備逐步完善后,鋸切工序成為限制生產的主要因素。
為適應市場新形勢,提升鋼板樁生產效率、降低制造成本成為型鋼部主要攻關方向,鋼板樁投產時采用的鋸切方式與角鋼相同,鋸片采用平板鋸片,見圖1。生產時鋸片由等待位到鋸鋼位進鋸速度為150 mm/s,退鋸速度為450 mm/s,均為固定值;新鋸片鋸切速度為80~90 mm/s,電流峰值1100~1200 A,鋸切量250~300 t。

圖1 平板鋸片示意圖
使用該鋸片鋸切在生產過程中的主要問題:
1)鋸切時間長,進鋸速度80~90 mm/s,鋸切鋼板樁每組需要38~40 s,制約鋼板樁生產效率。
2)鋸切時電流峰值高,能耗大,增加了生產的成本。
3)新鋸片的使用時間一般為5~7 h,更換鋸片需要20 min左右,影響生產節奏。
4)鋼板樁鋸切后容易出現大塊毛刺粘連情況。
2 鋼板樁鋸切改進實踐
2.1 鋸片優化設計
根據鋼板樁生產現狀進行鋸片優化設計[2],改進鋸片形狀,由平板鋸片改進為側隙鋸片,見圖2。減少鋸片鋸切時與軋件的接觸面積,從而達到降低摩擦力的目的。
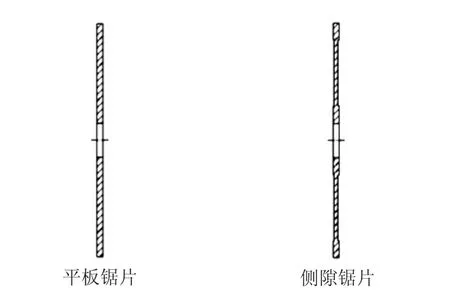
圖2 平板鋸片改進為側隙鋸片示意圖
2.2 兩種電流峰值
在同一鋸速情況下,試驗兩種電流峰值。精整1號冷鋸使用側隙鋸片,2號冷鋸使用平板鋸片。試驗過程從鋸速110 mm/s以10 mm/s為單位遞增到150 mm/s,電流峰值如表1所示。

表1 兩種鋸片的電流峰值
由表1中數據可以看出,當鋸速≤140 mm/s情況下,相同鋸速的側隙鋸片電流峰值要低于平板鋸片。
2.3 實際生產時兩種鋸片的表現
為了驗證兩種鋸片工作時電流峰值差距進行第一次實驗,考慮到電機負荷及鋸片消耗等情況,采用130 mm/s鋸速對鋼板樁進行鋸切生產。實驗5.5 h鋸切88條鋼352刀,側隙鋸片毛刺長度與平板鋸片毛刺長度均到達2 mm,但側隙鋸片未出現大塊毛刺粘連情況。
調取鋸切生產電流曲線如圖3,經數據統計1號鋸側隙電流峰值平均值1360 A,明顯低于2號鋸平板電流峰值平均值1571 A,平均低211 A。

圖3 側隙鋸片與平板鋸片電流峰值對比圖
為驗證1號鋸電流低于2號鋸電流原因是鋸片造成還是鋸機本身造成,進行第二次試驗,1號冷鋸使用平板鋸片,2號冷鋸使用側隙鋸片。考慮130 mm/s鋸速鋸片消耗較快,此次試驗采用130 mm/s鋸切3 h,120 mm/s鋸切6 h后,兩個鋸片毛刺質量情況相差很小,與第一次試驗情況相同,鋸片齒尖磨損情況相似,鋸切條數達到150條600刀。實驗期間1號平板鋸片在使用6 h后換鋸片一次,2號側隙鋸片未進行更換。
分析130 mm/s鋸速與120 mm/s鋸速實驗參數,根據表2數據顯示130 mm/s鋸速時,側隙鋸片比平板鋸片電流峰值平均值低195 A,與第一次實驗數據兩者相差211 A做對比,證明1、2號鋸體本身對鋸片使用測試結果影響不明顯。

表2 兩種鋸片不同鋸速下的電流峰值情況
另外根據兩次實驗數據進行橫向對比,鋸速130 mm/s時1號鋸為側隙鋸片電流峰值平均值比1號鋸平板鋸片時低199 A;當使用120 mm/s鋸速鋸切時,電流峰值下降明顯。
3 結論
1)鋼板樁生產使用側隙鋸片總體鋸切效果優于平板鋸片,側隙鋸片鋸速使用120 mm/s最佳,比原來鋸速提高40 mm/s,使用時間8~9 h。
2)側隙鋸片比普通平板鋸片鋸切時電流低,120~130 mm/s鋸速時電流峰值平均低150~200 A,從而減少能耗。
3)在毛刺質量方面,側隙鋸片比平板鋸片消除了大塊毛刺粘連情況,鋸片齒尖磨損情況相似。
4)使用側隙鋸片鋸切每組鋼板樁需要28~30 s時間,對比平板鋸片鋸切每組鋼板樁38~40 s,提高生產效率26%。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
