ZL29型濾棒成型機組濾棒加速器的改進
2021-07-28 10:16:22孫冬陽葉長毅楊沛雷李晨旭王建強楊喜玲尚小藝卜海福
煙草科技 2021年7期
孫冬陽,葉長毅,周 凱,楊沛雷,李晨旭,張 宏,王建強,楊喜玲,尚小藝,卜海福
1.許昌煙草機械有限責任公司,河南省許昌市魏都區永昌路6號 461000 2.貴州中煙工業有限責任公司,貴陽市小河區開發大道96號 550000
ZL29型濾棒成型機組是引進德國HAUNI公司KDF4機組技術,經轉化設計而成的單通道濾棒生產設備[1-3],由YL19型開松上膠機和YL29型濾棒成型機組成,最大生產速度為600 m/min,是目前國內濾棒生產的主流機型之一。該機組的濾棒輸出系統主要是將經刀盤上的刀頭切割后的濾棒通過濾棒加速器進行加速[4],再利用鼓輪將合格濾棒輸送至下游設備,因此濾棒加速器是ZL29機組濾棒輸出系統的重要組成部分。但濾棒加速器在工作一段時間后,由于負壓腔內粉塵堆積容易造成加速輪吸風孔處吸風不穩定等問題,影響濾棒加速器工作穩定性,因此需要定期對其進行拆卸清理。針對粉塵堆積問題,施學貴等[5]對顆粒在湍流氣流中的受力情況進行了分析;黃優等[6]從微觀角度分析了粉塵顆粒在氣流中受力對顆粒運動軌跡的影響;支學藝等[7]研究了堆積粉塵返回氣流的相關條件。但對于濾棒加速器負壓腔內粉塵堆積及改進的研究則鮮見報道。為此,根據粉塵顆粒在氣流中受力以及負壓腔內氣流分布情況,對ZL29機組濾棒加速器進行了改進及仿真分析,以期提升濾棒加速器工作穩定性,提高成型機組運行效率。
1 問題分析
1.1 存在問題
ZL29機組濾棒加速器主要由同步帶輪、張緊輪、齒形帶、驅動輪、加速器板、電機、負壓軟管、支架、加速輪等部分組成,見圖1。當濾棒加速器工作時,由電機6帶動驅動輪4,通過齒形帶3驅動加速輪9旋轉;負壓軟管7與加速輪9的風閥相連,在加速輪處產生負壓吸風,吸附濾棒并對濾棒進行加速。當經刀盤上的刀頭切割后的濾棒通過V型導軌輸送到加速輪時,由于加速輪吸風孔處產生吸附力,濾棒被吸附在加速輪上,隨加速輪旋轉并跟隨加速輪旋轉半徑的變化而得到連續加速。
在濾棒加速過程中,當濾棒吸附于加速輪上時,通過加速輪吸風孔處的吸風會將切割濾棒時產生的粉塵,以及濾棒在輸送過程中成型紙與導軌摩擦產生的粉塵吸入負壓腔內。當大量粉塵無法及時排出時則會堆積在負壓腔內,造成加速輪吸風孔處吸風不穩定,影響濾棒加速器工作穩定性,進而出現濾棒掉棒、飛棒、褶皺等問題。
1.2 原因分析
濾棒加速器中的負壓軟管主要用于提供負壓吸風,同時具有除塵功能。負壓軟管的一端連接負壓腔,當負壓腔內粉塵受到負壓吸風作用時,大部分粉塵被吸入負壓軟管中并通過軟管排出。由于加速器結構緊湊且負壓腔內氣流方向單一,氣流不可能流過整個負壓腔,即負壓腔內存在氣流死角或氣流速度過低區域。當粉塵附著在負壓腔內氣流死角位置時會逐步堆積,造成負壓腔內堵塞,進而影響加速輪吸風孔處吸風的穩定性。由圖2a可見,負壓腔體主要是軸承座內部空間。應用Creo軟件對負壓腔體進行三維建模(圖2b),并通過Ansys有限元分析軟件對負壓腔內氣流路徑進行仿真模擬[8-9]。圖2c中顯示右上角部分沒有氣流經過,因此粉塵容易在此處堆積,這與現場拆卸濾棒加速器后觀察到的負壓腔內積灰位置相吻合。
2 改進方法
由于ZL29機組濾棒加速器結構緊湊且負壓腔內部空間小,為了不增加濾棒加速器結構的復雜性,改進后通過在負壓腔內增加正壓氣流對粉塵施加作用力,使粉塵脫離負壓腔內壁繼續運動,直到通過負壓軟管從負壓腔內排出,從而避免粉塵在負壓腔內產生堆積。
2.1 軸承座
軸承座內部空間是負壓腔內氣流的主要流通路徑。改進后將軸承座的左側棱邊倒角并加工一個M5螺孔(圖3),利用螺孔安裝插入式螺紋管接頭,并通過氣管引入正壓氣流。
2.2 氣路結構
改進后將原氣路結構中的吹氣板(圖4a)拆除,并利用插入式螺紋管接頭將與吹氣板連接的氣管連接到改進后軸承座上新增的螺孔處(圖4b)。正壓氣流的通斷由電磁閥控制[10],由于濾棒加速器負壓腔內粉塵堆積需要一定時間,正壓氣流并不要求持續接通。為此,設置正壓氣流氣路開機時接通兩個scp脈沖時間,生產中每隔5 min接通2 s正壓氣流,設備停機時再接通2 s,以盡可能排出粉塵。
2.3 仿真分析
應用Creo軟件對改進后濾棒加速器負壓腔體進行三維建模,并通過Ansys18.2 CFX對濾棒加速器負壓腔內的氣流路徑進行仿真分析,結果見圖5。與圖2c相比,圖5b中右上角部分有大量氣流經過,表明改進后增加的正壓氣流路徑能夠覆蓋到原負壓腔內氣流死角位置,粉塵不會在此處堆積。
3 改進效果
3.1 實驗設計
材料:“貴煙”牌卷煙(貴州中煙工業有限責任公司貴陽卷煙廠提供)。
設備:ZL29濾棒成型機組2臺(許昌煙草機械有限責任公司)。
方法:在生產過程中,當經過濾棒加速器的濾棒頻繁出現掉棒、飛棒、褶皺等現象時對加速器進行拆卸清理。機組平均生產速度500 m/min,按兩班制8 h運行,分別統計改進前后2臺ZL29機組濾棒加速器的拆卸清理次數,統計時間為2個月,取平均值。
3.2 數據分析
由表1可見,改進后ZL29機組濾棒加速器的拆卸清理次數由15次/月減少到4次/月,拆卸清理以及調試時間由610 min/月減少到160 min/月,濾棒加速器工作穩定,生產中濾棒掉棒、飛棒、褶皺現象顯著減少。
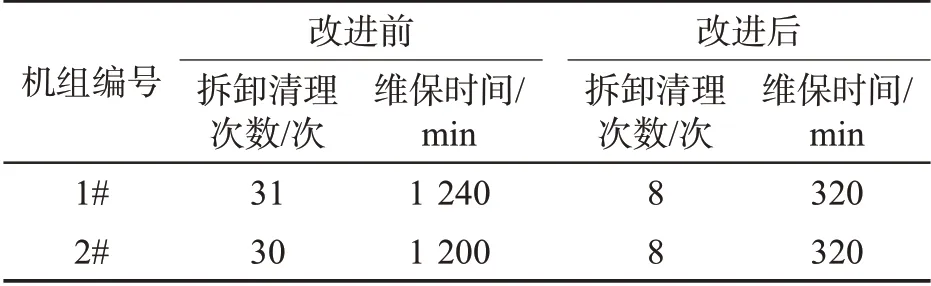
表1 改進前后濾棒加速器拆卸清理次數①Tab.1 Maintenance frequency of filter rod accelerator before and after modification
4 結論
采用Ansys有限元分析軟件對改進前ZL29機組濾棒加速器負壓腔內氣流分布進行仿真分析,得到負壓腔內氣流死角位置;通過在濾棒加速器負壓腔內增加正壓氣流,解決了因負壓腔內存在氣流死角而產生的粉塵堆積問題。以貴陽卷煙廠使用的2臺ZL29機組為對象進行測試,結果表明:濾棒加速器改進后濾棒掉棒、飛棒、褶皺現象顯著減少,拆卸清理次數減少11次/月,維保時間減少450 min/月,有效提高了成型機組運行效率。