S135鉆桿摩擦焊焊縫區沖擊韌性低的原因
2021-07-28 07:45:58楊曉峰高斌強呂海英
理化檢驗(物理分冊) 2021年7期
關鍵詞:焊縫
楊曉峰, 高斌強, 呂海英
(上海海隆石油鉆具有限公司, 上海 200949)
石油鉆桿是一種油田鉆井工具,是石油鉆柱的主要組成部分,鉆井過程中起著連接鉆柱、輸送泥漿和傳遞扭矩等作用,工作時承受壓縮、拉伸、扭轉、彎曲等復雜載荷,并經受強烈的振動和沖擊作用[1-3]。目前石油鉆桿均是由鉆桿接頭和管體經摩擦焊焊接而成,焊接后對焊縫區進行局部調質熱處理。研究發現,鉆桿焊縫區的低應力脆性斷裂現象最為常見,焊縫區成為整個鉆桿的薄弱區域,因此控制焊縫區的力學性能是保證鉆桿質量的關鍵,而沖擊韌性是判斷鉆桿焊縫區力學性能的關鍵指標[4-6]。某公司根據API SPEC 5DP:2009SpecificationforDrillPipe采用摩擦焊工藝生產了一批規格為φ168.30 mm×15.88 mm、鋼級為S135的PSL-3級別的鉆桿,生產后對焊縫區進行力學性能抽檢時發現3個鉆桿的焊縫區沖擊試樣韌性低,不符合要求。為找到沖擊韌性低的原因,筆者對其進行了一系列檢驗和分析。
1 沖擊試驗及結果
按照API SPEC 5DP:2009的要求,隨機取一個鉆桿抽檢該批鉆桿焊縫區的沖擊韌性,沿焊縫區縱向取3個尺寸為10 mm×10 mm×55 mm的沖擊試樣,該組試樣編號為A1,試驗溫度為-20 ℃,按照ASTM E23:2018StandardTestMethodsforNotchedBarImpactTestingofMetallicMaterials的技術要求,使用 JBN-300型擺錘式沖擊試驗機進行夏比V形缺口沖擊試驗,結果見表 1。
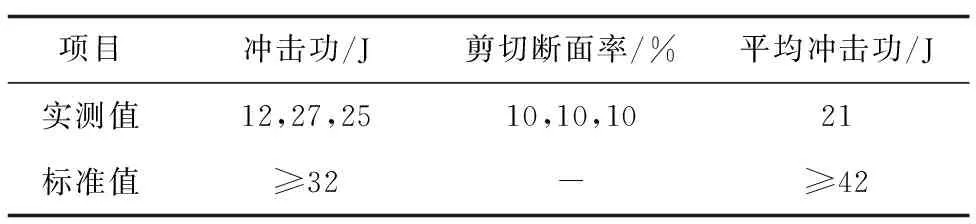
表1 A1組試樣的沖擊韌性Tab.1 Impact toughness of A1 group samples
由表1可見,焊縫區的沖擊韌性很低,不符合API SPEC 5DP:2009的要求。根據API SPEC 5DP:2009的要求,在同一試樣上復取兩組沖擊試樣進行試驗,兩組沖擊試樣分別編號為A2和A3,結果見表2。
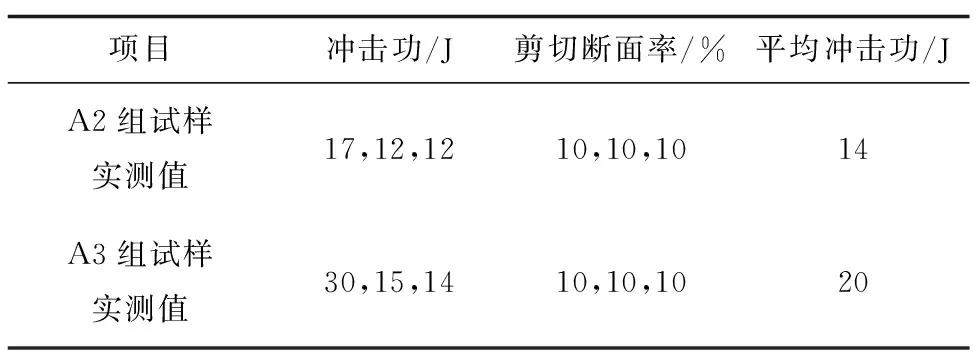
表2 A2和A3組試樣的沖擊韌性Tab.2 Impact toughness of A2 and A3 group samples
從試驗過程來看,試驗方法與試驗設備相同,試驗溫度均為-20 ℃,A1組試樣與復取A2,A3兩組試樣沖擊功基本相同,排除與其他試樣混淆的因素,對試樣加工尺寸及V形缺口進行檢查也符合ASTM E23:2018的要求,因此沖擊試驗本身并無問題。
從表1,2中可以看出,3組試樣沖擊功基本相同,均為20 J左右,剪切斷面率為10%,A1組沖擊試樣斷口宏觀形貌見圖1,可見斷口整體較為平坦、光亮,具有脆性斷裂特征,斷口邊緣有少量剪切唇。

圖1 A1組沖擊試樣斷口宏觀形貌Fig.1 Macro morphology of fracture of A1 group impact samples
2 理化檢驗及結果
2.1 拉伸試驗
按照API SPEC 5DP:2009的技術要求,在同一鉆桿焊縫上取直徑為12.5 mm的圓棒拉伸試樣,按照ASTM E8/E8M:2016aStandardTestMethodsforTensionTestingofMetallicMaterials的技術要求,采用WAW-600型電液伺服萬能試驗機進行拉伸試驗,結果見表3,可見焊縫區拉伸性能符合API SPEC 5DP:2009的要求,屬正常控制范圍,無異常。
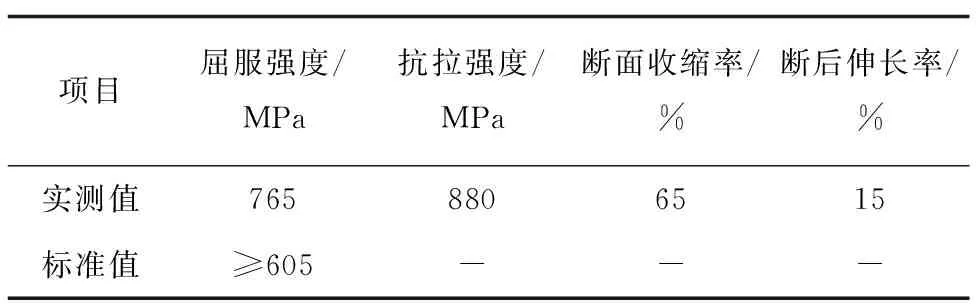
表3 焊縫的拉伸性能Tab.3 Tensile properties of welding seam
2.2 硬度試驗
按照API SPEC 5DP:2009的技術要求,沿鉆桿焊縫區取縱向全截面硬度試樣,在兩側熱影響區按照ASTM E18:2019StandardTestMethodsforRockwellHardnessofMetallicMaterials的要求進行洛氏硬度試驗,結果見表4,可知鉆桿焊縫區硬度符合API SPEC 5DP:2009的要求。
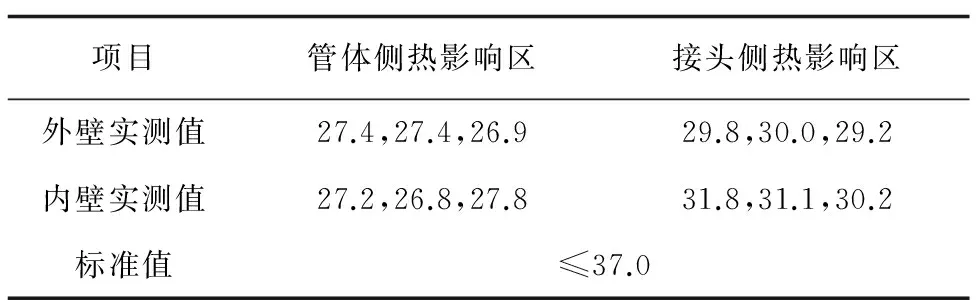
表4 熱影響區硬度Tab.4 Hardness of heat affected zone HRC
2.3 橫向側彎試驗
根據API SPEC 5DP:2009的技術要求對焊縫區進行橫向側彎試驗,取長度為200 mm、寬度為9.5 mm的兩個全壁厚試樣,采用38.1 mm的彎芯進行橫向側彎試驗,試樣在順時針和逆時針的兩翼彎曲形成角度不大于40°時,均無裂紋,符合標準的要求。
2.4 金相檢驗
按照GB/T 13298-2015《金屬顯微組織檢驗方法》和GB/T 6394-2017《金屬平均晶粒度測定方法》的技術要求,垂直于焊縫取2個縱截面金相試樣,采用GX51型金相顯微鏡對試樣進行觀察,結果見圖2。可見鉆桿接頭側、管體側的顯微組織主要為回火索氏體+少量鐵素體,且均不存在未回火馬氏體及粗大的過熱組織。鉆桿接頭側、管體側的晶粒度等級均為9.0級,高于內控標準7.0級。
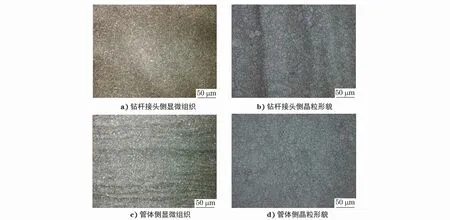
圖2 焊縫區顯微組織形貌Fig.2 Microstructure morphology of welding seam zone:a) microstructure of drill pipe joint side; b) grain morphology of drill pipe joint side; c) microstructure of pipe side; d) grain morphology of pipe side
2.5 非金屬夾雜物檢驗
按照ASTM E45:2018的技術要求垂直于焊縫取縱截面試樣,采用GX51型金相顯微鏡進行非金屬夾雜物檢驗,結果見圖3和表5。可見鉆桿接頭側和焊縫區A類非金屬夾雜物含量較多,焊縫區評級為1.5級,接頭側評級為2.0級。
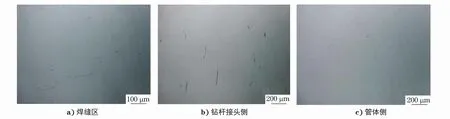
圖3 焊縫試樣不同位置的非金屬夾雜物形貌Fig.3 Non-metallic inclusion morphology in different positions of welding seam sample:a) welding seam zone; b) joint side; c) pipe side

表5 焊縫試樣不同位置的非金屬夾雜物檢驗結果Tab.5 Inspection results of non-metallic inclusions indifferent positions of welding seam sample
2.6 化學成分分析
按照ASTM A751:2014aStandardTestMethods,Practices,andTerminologyforChemicalAnalysisofSteelProducts的要求對鉆桿接頭及管體進行化學成分分析,結果見表6。由表6可知,鉆桿接頭硫元素含量超過API SPEC 5DP:2009的要求值,質量分數為0.016%。
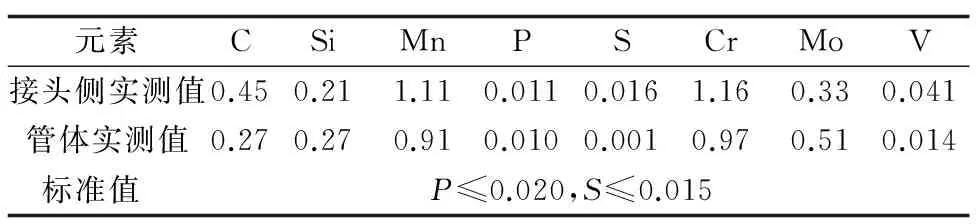
表6 焊縫不同位置的化學成分(質量分數)Tab.6 Chemical compositions at different positions ofwelding seam (mass fraction) %
2.7 掃描電鏡及能譜分析
對A1組其中一個沖擊試樣斷口進行掃描電鏡(SEM)分析,圖4為沖擊試樣斷口的SEM形貌。由圖4a)和圖4b)可見,斷口呈密集溝壑狀;由圖4c)可見,有些溝壑里及細小韌窩里面存在細小的塊狀黑色物質,局部平面上存在大量塊狀的黑色物質,個別長條黑色塊狀物質長達100 mm。對這些黑色塊狀物質進行能譜(EDS)分析,結果見圖5。可見黑色塊狀物質主要組成元素為硫、錳和鐵,其質量分數分別為35.43%,36.88%,17.82%,其余元素為碳、鈣、鉻,可以推斷該黑色塊狀物質為FeS和MnS混合夾雜物。
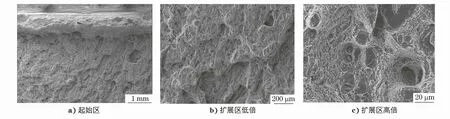
圖4 沖擊試樣斷口不同位置的SEM形貌Fig.4 SEM morphology of impact sample fracture at different positions:a) initiation zone; b) extended zone at low magnification; c) extended zone at high magnification
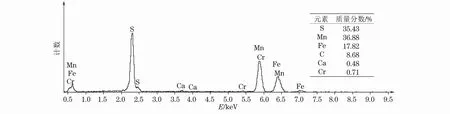
圖5 沖擊試樣斷口黑色塊狀物質EDS分析結果Fig.5 EDS analysis results of black block substance on fracture of impact sample
3 沖擊韌性低的原因分析
該批鉆桿焊縫試樣除沖擊韌性不合格,其余力學性能均符合API SPEC 5DP:2009的要求。焊縫兩側顯微組織為回火索氏體+少量鐵素體,不存在未回火馬氏體和粗大的過熱組織,焊縫區存在較多的A類非金屬夾雜物,細系達到1.5級。管體材料磷、硫含量較低,非金屬夾雜物等級也較低,但是鉆桿接頭材料的硫元素含量超標,質量分數為0.016%,A類非金屬夾雜物粗系達到2.0級且含量較多。通過對焊縫沖擊試樣斷口宏觀及微觀分析可以判斷,斷口處存在較多的FeS和MnS混合非金屬夾雜物。由于沖擊試樣斷口處A類非金屬夾雜物含量多,破壞了焊縫區組織的連續性,非金屬夾雜物的塑性、彈性與鋼材的有很大差別,非金屬夾雜物無法與鋼材同步塑性變形,因而在非金屬夾雜物周圍產生越來越大的應力集中,形成了弱結合面,受到沖擊力時,弱結合面處先產生裂紋,最終裂紋在焊接結合面上擴展而導致試樣斷裂,因此試樣焊縫區的非金屬夾雜物含量多會使沖擊韌性大大降低[7-9]。鉆桿接頭材料里的硫元素生成于冶煉過程,大部分硫元素成群聚集于枝晶晶界形成硫化物,熱軋管過程中的硫化物易于變形,往往呈細長紡錘形伸展分布在帶狀組織中,造成鋼材的各向異性。摩擦焊時鉆桿接頭和管體在高溫、高壓環境下進行焊接,隨著焊接面金屬的塑性流動,改變了硫化物原分布方向,由原平行于鉆桿接頭軸線方向變為平行于焊縫方向,即垂直于軸線方向,故硫化物沿焊縫分布。
該焊縫試樣由于焊縫區A類非金屬夾雜物含量多,破壞了組織的連續性,導致沖擊韌性不符合API SPEC 5DP:2009的要求,但是抗拉強度卻達到880 MPa。相關研究顯示,試樣在受拉應力時,拉應力垂直于焊縫結合面,均勻的分布在整個焊縫結合面上,因此非金屬夾雜物產生的裂紋擴展速度較緩慢[10-11],但是試樣受沖擊力時,焊縫結合面處受不均勻的剪切應力,由非金屬夾雜物形成的裂紋擴展速度較快。因此,非金屬夾雜物形成的弱結合缺陷對焊縫試樣拉伸強度影響不大,但是對焊縫試樣的沖擊韌性影響很大。
4 結論及建議
(1) 鉆桿焊縫區沖擊韌性低,不符合API SPEC 5DP:2009的要求,是由于焊縫區A類非金屬夾雜物含量多,破壞了組織的連續性,受到沖擊力時,缺陷的弱結合面處先產生裂紋,裂紋快速擴展最終導致試樣斷裂。
(2) 鉆桿接頭材料硫元素含量高,A類非金屬夾雜物級別高、含量多,是焊縫區產生較多A類非金屬夾雜物缺陷的主要原因。
(3) 焊縫區非金屬夾雜物形成的弱結合缺陷對拉伸強度影響不大,但是對焊縫試樣的沖擊韌性影響很大。
(4) 建議鉆桿接頭入廠增加非金屬夾雜物檢驗,確保鉆桿接頭材料純凈度符合要求,從而保證鉆桿摩擦焊焊縫區性能符合標準要求。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07