風(fēng)力發(fā)電機(jī)葉片連接用高強(qiáng)度螺栓斷裂原因
2021-07-28 07:41:02譚彥顯羅書徑
理化檢驗(yàn)(物理分冊(cè)) 2021年7期
關(guān)鍵詞:裂紋
譚彥顯, 黃 珂, 羅書徑
(湖南省產(chǎn)商品質(zhì)量監(jiān)督檢驗(yàn)研究院, 長(zhǎng)沙 410000)
近年來,隨著我國(guó)國(guó)民經(jīng)濟(jì)持續(xù)穩(wěn)定的發(fā)展,螺栓、螺柱、螺母等標(biāo)準(zhǔn)件在車輛、船舶、橋梁、風(fēng)力發(fā)電機(jī)等大型鋼結(jié)構(gòu)中被廣泛應(yīng)用。然而,起緊固連接作用的螺栓,尤其是高強(qiáng)度螺栓的受力比較復(fù)雜,在其服役過程中頻頻發(fā)生斷裂事故,使各種設(shè)備存在重大的安全隱患,造成人力、物力的巨大損失[1-6]。某風(fēng)力發(fā)電場(chǎng)25臺(tái)XE112-2000型風(fēng)力發(fā)電機(jī)組(以下簡(jiǎn)稱風(fēng)機(jī))于2016年8月全部吊裝完成并發(fā)電,2017年3月出現(xiàn)第一臺(tái)風(fēng)機(jī)葉片連接用高強(qiáng)度螺栓斷裂事故,隨后其他風(fēng)機(jī)葉片連接用高強(qiáng)度螺栓也較頻繁地出現(xiàn)了斷裂現(xiàn)象,至今累計(jì)發(fā)現(xiàn)6臺(tái)風(fēng)機(jī)共16根葉片連接用高強(qiáng)度螺栓斷裂。高強(qiáng)度螺栓的正常使用壽命應(yīng)與產(chǎn)品的結(jié)構(gòu)年限一致,一般為20 a(年),其中一個(gè)斷裂螺栓僅使用1.5 a就發(fā)生了斷裂,屬于早期斷裂,該斷裂螺栓為10.9級(jí)φ36 mm×599 mm螺栓,材料為42CrMo鋼,在海拔約為800 m且霧氣較重的環(huán)境下工作,工作溫度為-10~50 ℃,其生產(chǎn)工藝為:下料→平頭倒角→打鋼印→調(diào)質(zhì)處理→車加工→探傷→滾絲→表面處理。
為找到該風(fēng)力發(fā)電機(jī)葉片連接用高強(qiáng)度螺栓的斷裂原因,筆者進(jìn)行了一系列檢驗(yàn)與分析,以期減少該類事故的頻繁發(fā)生。
1 理化檢驗(yàn)
1.1 宏觀觀察
對(duì)斷裂螺栓進(jìn)行觀察,其宏觀形貌如圖1所示。可見斷裂位于限位開關(guān)及葉片零刻度附近,如圖1a)所示。對(duì)斷口進(jìn)行超聲波清洗,然后進(jìn)行觀察,可見斷口有大面積較明顯的海灘狀花紋,根據(jù)彎曲弧線的逆向,可找到裂紋源區(qū),位于螺紋頂部;沿著裂紋擴(kuò)展方向,可看到光亮細(xì)膩的裂紋擴(kuò)展區(qū),而粗糙的瞬斷區(qū)所占面積很小,說明最終導(dǎo)致螺栓斷裂的外力較小,斷口整體形貌如圖1b)所示。該螺栓斷口存在3個(gè)較明顯的特征區(qū)域,即裂紋源區(qū)、裂紋擴(kuò)展區(qū)、瞬斷區(qū),表明該螺栓斷裂形式為疲勞斷裂。圖1c)為螺栓斷口處螺紋頂部開裂形貌,可見是沿螺紋牙頂中心位置開裂,且該位置與斷口裂紋源區(qū)重疊,進(jìn)一步表明裂紋源位于螺紋頂部中心,判斷斷裂應(yīng)與螺紋頂部?jī)?nèi)某些缺陷有關(guān)。
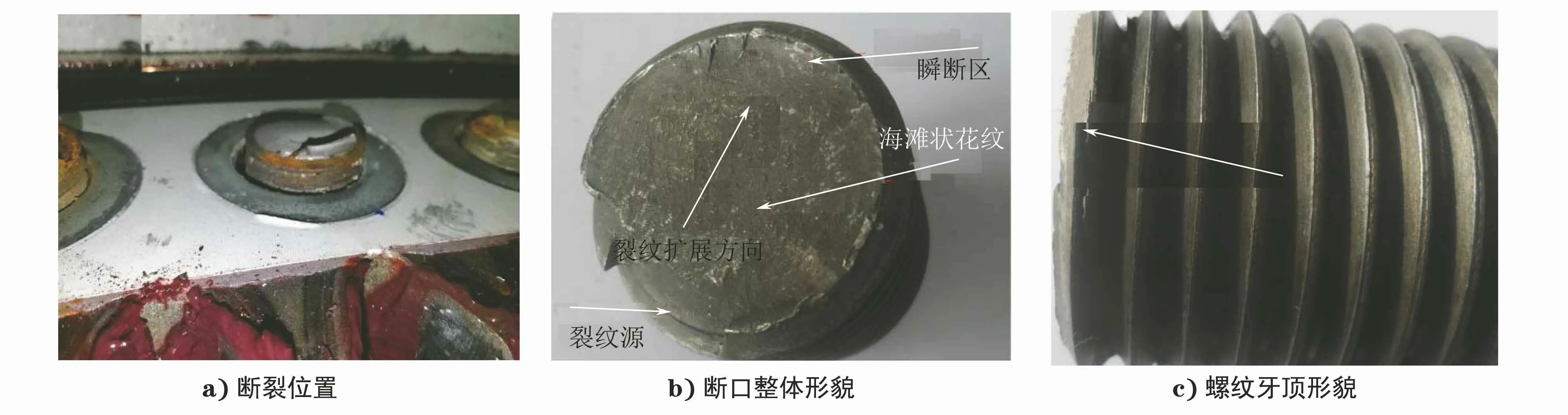
圖1 斷裂螺栓斷口宏觀形貌Fig.1 Macro morphology of fracture of fractured bolt:a) fracture position; b) morphology of overall fracture; c) morphology of the top of thread
1.2 掃面電鏡分析
采用TESCAN VEGA3型掃描電鏡(SEM)對(duì)斷口進(jìn)行觀察,圖2a)為裂紋源區(qū)的SEM形貌,可見該區(qū)域存在明顯的貝殼狀條帶花紋;圖2b)為瞬斷區(qū)的SEM形貌,可見清晰的解理臺(tái)階和河流花樣,為典型的脆性斷裂特征。
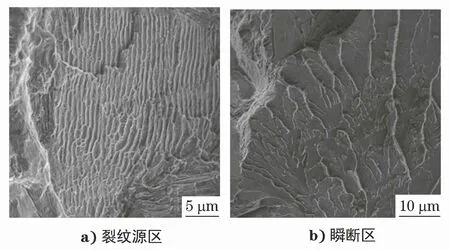
圖2 斷裂螺栓斷口SEM形貌Fig.2 SEM morphology of fracture of fractured bolt:a) crack source area; b) transient fracture area
1.3 化學(xué)成分分析
用碳硫分析儀和Optima 8000型等離子發(fā)射光譜對(duì)斷裂螺栓的化學(xué)成分進(jìn)行分析,結(jié)果如表1所示,可見化學(xué)成分符合GB/T 3077-2015《合金結(jié)構(gòu)鋼》對(duì)42CrMo鋼的技術(shù)要求。
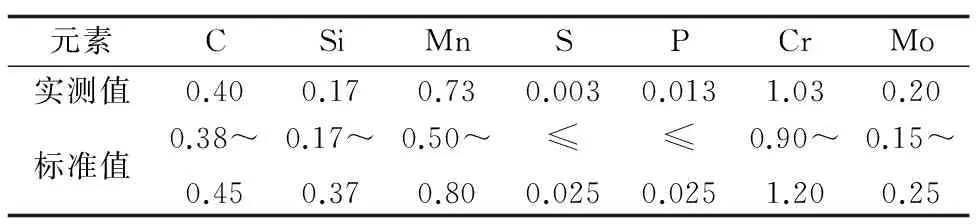
表1 斷裂螺栓的化學(xué)成分(質(zhì)量分?jǐn)?shù))Tab.1 Chemical compositions of fractured bolt (mass fraction) %
1.4 力學(xué)性能試驗(yàn)
根據(jù)GB/T 228.1-2010《金屬材料 拉伸試驗(yàn) 第1部分:室溫試驗(yàn)方法》的技術(shù)要求加工拉伸性能試樣,試樣直徑為φ5 mm。沖擊試驗(yàn)的試樣尺寸為10 mm×10 mm×50 mm。采用HR-150型數(shù)顯洛氏硬度計(jì)、WAW-600型電液伺服材料試驗(yàn)機(jī)及JBD-450W型全自動(dòng)擺錘沖擊試驗(yàn)機(jī)進(jìn)行力學(xué)性能試驗(yàn),結(jié)果如表2所示,可見螺栓的各項(xiàng)力學(xué)性能均符合GB/T 3098.1-2010《緊固件機(jī)械性能 螺栓、螺釘和螺柱》對(duì)42CrMo鋼的技術(shù)要求。
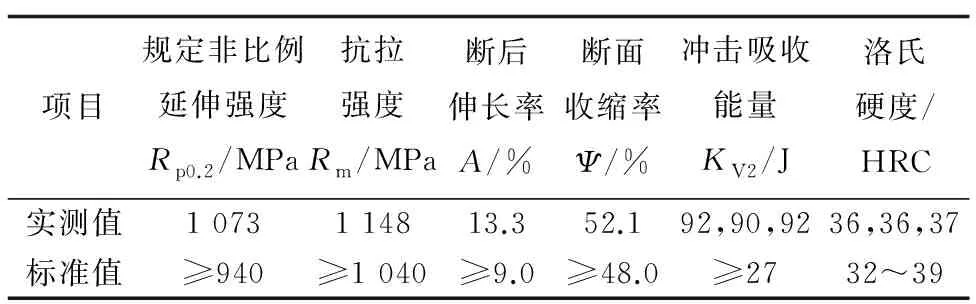
表2 斷裂螺栓的力學(xué)性能試驗(yàn)結(jié)果Tab.2 Test results of mechanical properties of fractured bolt
1.5 金相檢驗(yàn)
用線切割方法在斷裂螺栓的斷口裂紋源附近及遠(yuǎn)離斷口的基體上取縱向金相試樣,試樣經(jīng)打磨、拋光后用體積分?jǐn)?shù)為4%硝酸酒精溶液浸蝕,然后在GX51F型光學(xué)相顯微鏡下進(jìn)行觀察。
1.5.1 顯微組織觀察
斷裂螺栓遠(yuǎn)離斷口的基體顯微組織形貌如圖3所示,可見其顯微組織均勻、晶粒細(xì)小,為回火索氏體,是良好的調(diào)質(zhì)態(tài)組織,符合GB/T 3098.1-2010對(duì)10.9級(jí)42CrMo鋼螺栓的要求。
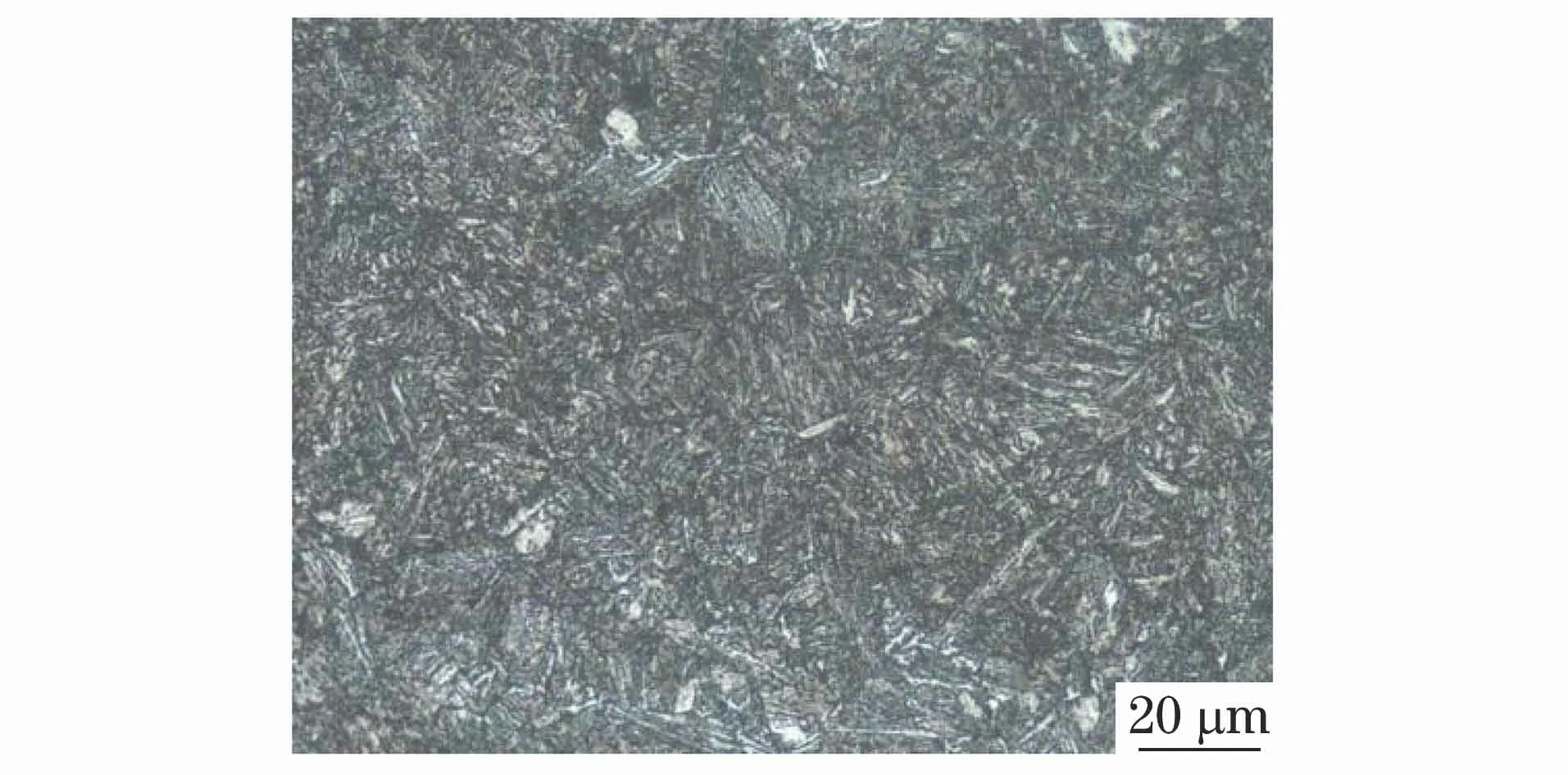
圖3 斷裂螺栓遠(yuǎn)離斷口處心部顯微組織形貌Fig.3 Microstructure morphology of the center far awayfrom fracture of fractured bolt
1.5.2 表面脫碳層檢驗(yàn)
根據(jù)GB/T 3098.1-2010的技術(shù)要求,對(duì)遠(yuǎn)離斷口處進(jìn)行脫碳層檢驗(yàn),結(jié)果如圖4所示,未發(fā)現(xiàn)有全脫碳或半脫碳現(xiàn)象,符合標(biāo)準(zhǔn)的要求;且螺紋表層組織呈纖維狀,符合冷塑性加工變形(滾壓成形)的特點(diǎn)。

圖4 斷裂螺栓遠(yuǎn)離斷口處的螺紋中徑表層形貌Fig.4 Surface morphology of thread pitch diameter far awayfrom fracture of fractured bolt
1.5.3 螺紋根部及頂部微裂紋檢驗(yàn)
螺紋根部顯微組織形貌如圖5所示,可見表層組織亦呈纖維狀,是冷塑性加工變形(滾壓成形)后的痕跡,螺紋根部表面光滑,無脫碳、裂紋。斷口處螺紋頂部存在許多細(xì)小裂紋,裂紋附近的顯微組織與螺栓心部的一致,為回火索氏體,裂紋呈樹枝狀,有主裂紋和若干條分叉裂紋,形貌如圖6a)所示。斷口處螺紋上的裂紋位于螺紋頂部的中間位置,其走向與金屬變形的流線相關(guān)。除斷口處的螺紋存在微裂紋外,遠(yuǎn)離斷口的螺紋均有該種裂紋,如圖6b)所示。此外,在個(gè)別螺紋的腰部也存在類似的微裂紋,如圖6c)所示。

圖5 斷裂螺栓螺紋根部顯微組織形貌Fig.5 Microstructure morphology of thread root of fractured bolt
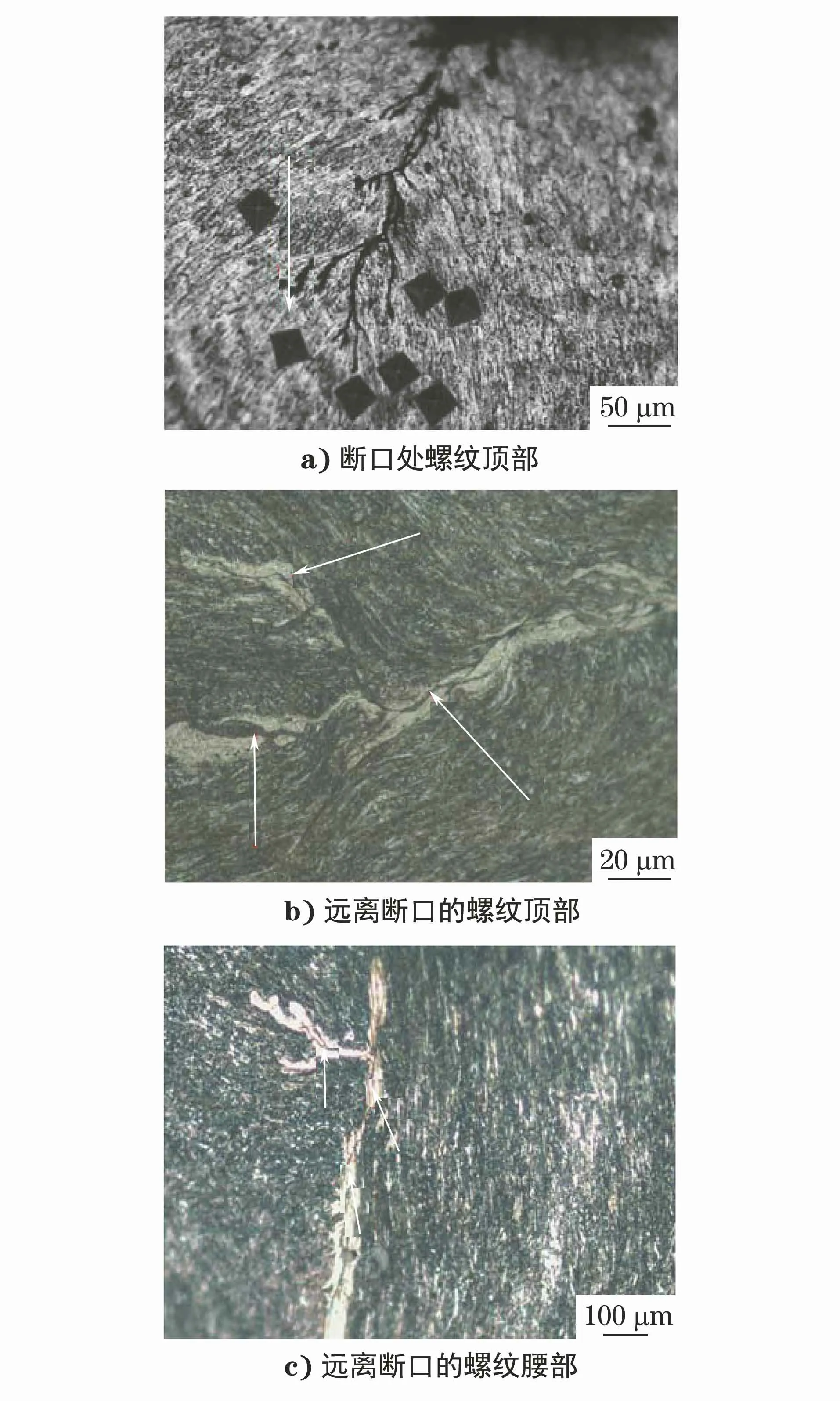
圖6 斷裂螺栓不同位置螺紋的顯微組織形貌Fig.6 Microstructure morphology of treads at differentpositions of fractured bolt:a) top of thread at fracture; b) top of thread away from fracture;c) waist of thread away from fracture
2 分析與討論
2.1 斷裂原因分析
由圖2的斷口SEM形貌可知,在斷裂螺栓的裂紋源區(qū)存在疲勞斷裂形成的貝殼狀條帶花紋,瞬斷區(qū)呈脆性斷裂特征,屬于典型的疲勞斷裂。疲勞斷裂分為裂紋源的萌生、裂紋緩慢擴(kuò)展和瞬斷3個(gè)階段,疲勞壽命即為這3階段之和。裂紋源的萌生和擴(kuò)展決定了疲勞壽命的長(zhǎng)短,尤其是第一階段在構(gòu)件的疲勞總壽命中常常占有很大比例[7]。疲勞裂紋源的萌生與很多因素有關(guān),如表面粗糙度、表面應(yīng)力狀態(tài)、循環(huán)載荷的大小及零件原材料自身的某些缺陷等。如果零件原材料已具備可直接擴(kuò)展的裂紋源,則無裂紋源的萌生階段,使零件的疲勞壽命大大降低,造成零件的早期疲勞斷裂。該斷裂螺栓的疲勞裂紋源位于螺紋處,如圖1b)所示,而在圖1c)中可清楚地看到螺紋沿頂部中間開裂,說明螺紋中間(頂部)為疲勞裂紋源。由金相檢驗(yàn)結(jié)果可知,不管是斷口處螺紋或遠(yuǎn)離斷口其他位置螺紋的頂部都存在樹枝狀的微裂紋,且位置與圖1c)裂紋的一致,為螺紋頂部偏中心處,證明螺紋頂部為疲勞裂紋源。因此判斷早期疲勞斷裂的原因是螺紋頂部存在微裂紋源。
2.2 螺紋頂部微裂紋形成原因分析
由圖6可知,螺紋頂部偏中心位置均存在樹枝狀微裂紋。有文獻(xiàn)[8-9]指出,應(yīng)力腐蝕裂紋常常產(chǎn)生大量分叉,并在大致垂直于影響其產(chǎn)生及擴(kuò)展的應(yīng)力方向上連續(xù)擴(kuò)展;且在檢驗(yàn)過中,將金相試樣放置2~3 d后觀察,裂紋更加清晰,具有延滯開裂的特點(diǎn),與應(yīng)力腐蝕開裂的特點(diǎn)吻合[10]。應(yīng)力腐蝕開裂通常是在很低的拉應(yīng)力及腐蝕介質(zhì)聯(lián)合作用下,沿某些冶金、焊接或結(jié)構(gòu)缺陷(包括尖角、內(nèi)應(yīng)力集中處)優(yōu)先腐蝕形成裂紋源。由螺栓成形工藝可知,該螺栓先調(diào)質(zhì)處理后滾壓成形,使得螺紋根部、頂部及側(cè)面顯微組織具有纖維狀的流線變形形態(tài)如圖4所示,這種加工成形方式雖然避免了調(diào)質(zhì)時(shí)的高溫氧化脫碳現(xiàn)象,使材料易于滿足GB 3098.1-2010不脫碳的要求。但材料在調(diào)質(zhì)處理后強(qiáng)度高,滾壓成形后形成的殘余內(nèi)應(yīng)力較大,容易突破應(yīng)力腐蝕開裂門檻值,為應(yīng)力腐蝕開裂提供了條件,其次應(yīng)力腐蝕開裂對(duì)其環(huán)境的要求并不十分荷刻,如潮濕的空氣、海洋氣氛、工業(yè)環(huán)境、農(nóng)村環(huán)境都有可能引發(fā)零件的應(yīng)力腐蝕開裂。
通常認(rèn)為,螺紋的滾壓成形工藝在表面會(huì)形成壓應(yīng)力,有助于疲勞壽命的提高,因而滾壓成形工藝在螺紋的加工中被廣泛采用[11]。但實(shí)際上滾壓成形的螺紋由于外側(cè)表面受到擠壓,螺紋頂部的中心會(huì)產(chǎn)生反作用力,使該處實(shí)為拉應(yīng)力狀態(tài)。由圖5可知螺紋根部無微裂紋,也證明了螺紋頂部中心位置為拉應(yīng)力狀態(tài),滿足了應(yīng)力腐蝕開裂為拉應(yīng)力狀態(tài)的條件。螺紋在滾壓成形過程中,由于加工硬化導(dǎo)致材料的塑性變形抗力增大,硬度和強(qiáng)度提高,而塑性和韌性下降,也極大地增加了在螺紋頂部產(chǎn)生微裂紋和折疊等缺陷的可能[12],雖然在GB/T 5779.1-2000《緊固件表面缺陷 螺栓、螺釘和螺柱 一般要求》、GB/T 5779.2-2000《緊固件表面缺陷 螺母》中允許螺栓內(nèi)部存在不影響使用的裂紋,但如圖1c)所見,螺栓會(huì)沿這一缺陷位置開裂,降低力學(xué)性能。筆者認(rèn)為,經(jīng)先調(diào)質(zhì)后滾壓成形的螺紋,因受到加工硬化的影響,其材料變形抗力增大,增加了螺紋的表面缺陷,導(dǎo)致螺紋頂部偏中心處極易出現(xiàn)應(yīng)力腐蝕裂紋,對(duì)此螺栓的生產(chǎn)企業(yè)和使用單位應(yīng)予以重視。
由于GB 3098.1-2010中對(duì)螺紋的脫碳層深度有嚴(yán)格要求,為了避免脫碳,生產(chǎn)企業(yè)在生產(chǎn)高強(qiáng)度螺栓時(shí)往往采用先調(diào)質(zhì)后滾壓成形的機(jī)械加工成形方法,但該方法很難避免螺紋缺陷的產(chǎn)生,引起腐蝕疲勞斷裂。
3 結(jié)論及建議
XE112-2000型風(fēng)力發(fā)電機(jī)葉片連接用高強(qiáng)度螺栓的斷裂形式為腐蝕疲勞斷裂。主要原因是螺栓的螺紋成形工藝為先調(diào)質(zhì)后滾壓成形,滾壓成形的螺紋由于外側(cè)表面受到擠壓使頂部實(shí)為拉應(yīng)力狀態(tài),又因?yàn)槁菟ㄊ艿郊庸び不挠绊懀洳牧献冃慰沽υ龃螅黾恿寺菁y產(chǎn)生微裂紋和表面缺陷的可能,導(dǎo)致螺紋頂部偏中心處產(chǎn)生應(yīng)力腐蝕裂紋,在之后的服役過程中,由于疲勞作用,裂紋處產(chǎn)生應(yīng)力集中,導(dǎo)致裂紋快速擴(kuò)展,最終發(fā)生腐蝕疲勞斷裂。
為減少螺紋缺陷,避免腐蝕疲勞斷裂,材料應(yīng)在具有較高的塑性和韌性時(shí)進(jìn)行加工,使?jié)L壓產(chǎn)生的殘余應(yīng)力小于應(yīng)力腐蝕開裂門檻值。為減少表面缺陷,建議在調(diào)質(zhì)處理后,采用熱滾壓的方法,加工前先退火以降低變形抗力,再進(jìn)行滾壓成形,最后進(jìn)行調(diào)質(zhì)處理來提高材料的強(qiáng)度,且調(diào)質(zhì)處理應(yīng)在還原性氣氛爐內(nèi)進(jìn)行,以避免螺紋的氧化脫碳。同時(shí),為確保螺紋表面為壓應(yīng)力,在表面處理前增加一道噴丸處理工序。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
- 理化檢驗(yàn)(物理分冊(cè))的其它文章
- 《理化檢驗(yàn)-物理分冊(cè)》征稿簡(jiǎn)則
- “塑性應(yīng)變比(r值)和減薄率(η值)試驗(yàn)方法”專題報(bào)道征稿通知——《理化檢驗(yàn)-物理分冊(cè)》2021年專題報(bào)道三
- “金相檢驗(yàn)方法”專題報(bào)道征稿通知——《理化檢驗(yàn)-物理分冊(cè)》2021年專題報(bào)道二
- “理化檢驗(yàn)試驗(yàn)室建設(shè)”專題報(bào)道征稿通知——《理化檢驗(yàn)-物理分冊(cè)》2021年專題報(bào)道一
- 《失效分析應(yīng)用技術(shù)》新書介紹
- 擬合函數(shù)對(duì)燃?xì)廨啓C(jī)輪盤韌脆轉(zhuǎn)變溫度評(píng)定結(jié)果的影響