沖壓模具壓邊圈工藝改善與生產成本遞減研究
2021-07-29 13:48:00周建勛
天津科技 2021年7期
周建勛,孫 侃
(天津一汽豐田汽車有限公司 天津 300457)
0 引 言
汽車覆蓋件成形的主要工序為拉延、修邊和翻邊,零件的大部分幾何特征都是由這3道工序完成。其中拉延為最為關鍵的工序,通過該工序,完成覆蓋件的主體成形,材料的主要塑性變形也在該工序中得以完成,平板狀坯料被拉延成復雜的空間覆蓋件零件。因此,拉延工序的成功關系到后續工序的有效進行[1]。
由于汽車覆蓋件的形狀比較復雜,成形過程中毛坯變形也很復雜,如果直接按照沖壓件圖進行展開來確定毛坯的形狀和尺寸,則難以保證零件在沖壓過程中能順利成形。因此,在工藝設計時,應該首先跟據零件的形狀特點設計拉伸件。拉伸件的設計通常是以零件的數學模型為基礎,添加工藝補充面和壓邊圈的壓料面構成的,工藝設計合理與否,直接關系后續零件成型質量的好壞[2]。
1 壓邊圈概念
壓邊圈是沖壓模具在拉伸過程中,為防止工件邊緣部分失穩引起鋼板從四周向中間走料過多導致制件起皺,而在成型模具凹、凸模之間邊緣部分設置的圈形壓緊鎖料裝置。
拉延筋在汽車覆蓋件的拉延成形中占有非常重要的地位。這是由于在拉延成形過程中,毛坯的成形需要一定大小且沿周邊適當分布的拉力,這種拉力來自沖壓設備的作用力、法蘭部分毛坯的變形抗力和壓料面的作用力。壓料面的作用力只靠壓邊力作用于模具和材料之間的摩擦力往往是不夠的,還需要在壓料面上設置能產生很大阻力的拉延筋以滿足毛坯材料塑性變形和塑性流動的要求。同時,利用拉延筋可以在較大范圍內控制變形區毛坯的變形大小和變形分布,抑制破裂、起皺和表面畸變等多種沖壓質量問題的產生[3]。
2 沖壓制件凸起部分材料的應力及應變狀態
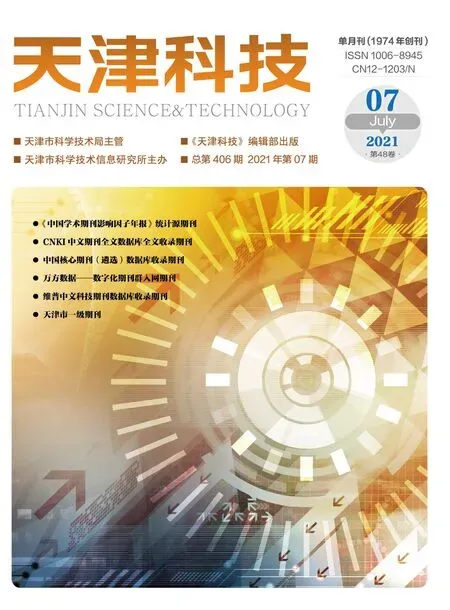
制件凸起部分是拉伸時鋼板的主要變形區域,這部分主要受3個方向應力作用,如圖1所示(藍色圈為制件拉伸成型的拉延筋部位)。
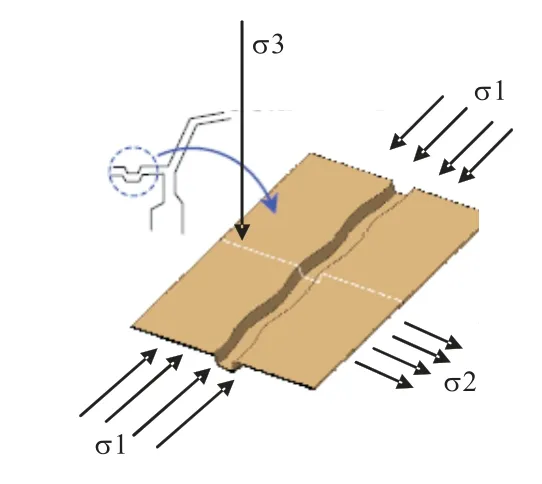
圖1 沖壓制件成型拉延筋部位受力圖Fig.1 Drawing rib stress diagram of stamping parts
成型性橫向受σ2應力作用,縱向壓邊圈部分受σ1應力作用,這兩種應力使鋼板產生塑性變形,并向中心移動到凸模和凹模形成的間隙里,最終形成所需零件。
在制件成型拉伸過程中,拉伸部分變形區的制件在橫向應力σ2的作用下,很容易出現受力不均勻而導致的制件起皺現象,為防止制件起皺,在生產中就必須在模具上增加壓邊圈工藝,在成型過程中壓邊圈會受到垂直壓邊力σ3作用。這樣,鋼板在拉伸成型時所需用料在壓邊圈和凹模間通過,使制件不至由于走料過多導致起皺。與此同時,鋼板與模具凸凹模在壓力機垂直壓力的作用下產生的摩擦力阻止鋼板發生滑動。
生產過程中控制壓邊力的大小適度很重要。當壓邊力過大時鋼板受到過大的壓邊力,產生較大的摩擦力,鋼板流料不容易被拉入凹模,制件容易發生開裂;壓邊力過小時,鋼板在拉伸過程中的摩擦力過小,模具內成型材料走料過多導致制件很容易起皺,制件起皺后容易導致多層料重疊,直接損壞模具。所以拉延筋的成型對于沖壓制件的成型性起著非常重要的作用。
3 拉延筋對沖壓工藝廢料產生量的影響
工藝廢料是沖壓制件在成型過程中必不可少的,工藝廢料產生量大小直接決定鋼板有效利用率的高低。沖壓工藝廢料越大,鋼板有效利用率越低,造成沖壓的成本就會相應升高;反之,沖壓工藝廢料越小,鋼板有效利用率就越高,沖壓的成本就會降低。
現在一汽豐田沖壓車間的鋼板有效利用率平均為63%,相當于每買進1 t鋼板生產成制件后直接廢棄0.37 t,物料成本非常高。為降低沖壓生產成本,沖壓車間內如何提高鋼板的有效利用率來降低成本成為了全世界沖壓行業的共同課題。
在上述0.37 t廢棄鋼板中,拉延筋以外部分的邊角廢料約占廢料鋼板一半左右,數額非常大。如果能將拉延筋部分的工藝廢料有效遞減,則對于沖壓成本遞減效果顯著。
4 壓邊圈結構改進
為降低沖壓制件生產成本,一汽豐田沖壓車間在新車導入過程中對模具拉延筋進行了設計式樣變更。由于拉延筋改進后應用的局限性,沖壓只針對漲形模具——門外板模具進行了改善。
沖壓以前車型所采用的是壓邊圈拉延筋為U形樣式,如圖2所示。
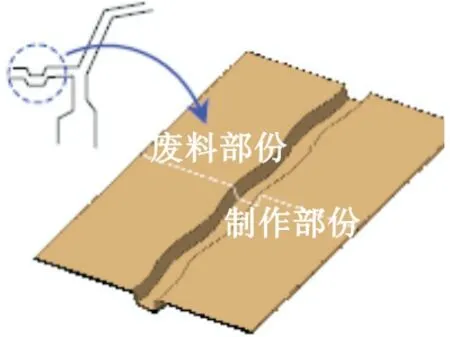
圖2 拉延筋U形槽制件示意圖Fig.2 Schematic diagram of drawbead U-groove
通過對成型數據分析后,將原來的U形壓邊圈變更為Z形壓邊圈,如圖3所示。
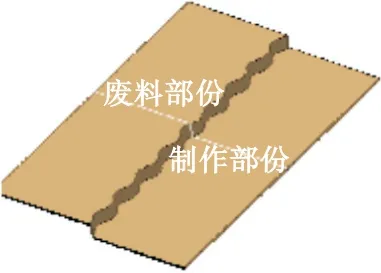
圖3 拉延筋Z形槽制件示意圖Fig.3 Schematic diagram of drawbead Z-groove
5 改進后成型效果確認
模具改成新的壓邊圈樣式后,在生產過程中對模具進行了數據采集分析,如圖4所示。
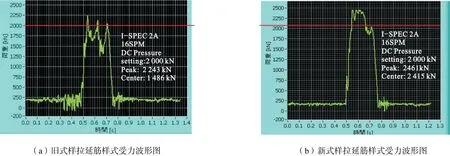
圖4 兩種壓邊圈的受力波形圖對比Fig.4 Comparison of stress waveforms of two kinds of blank holders
通過對比新舊2種壓邊圈在相同設備和生產條件下的受力波形圖發現,舊式樣U形拉延筋的受力波形波動較大,模具中心受力為1 486 kN,而新的Z形壓邊圈的受力波形較為平穩,模具中心受力為2 415 kN。波形顯示在成型過程中由于U形拉延筋樣式中心受力小,四周受力大,且波形不穩定,很容易在生產過程中出現開裂或褶皺等品質不良,而新的Z形拉延筋樣式完全不存在波形不穩狀態,模具中心和四周的受力狀態基本相當,使沖壓制件的成形性更穩定,更不容易發生制件開裂或褶皺現象。
6 改善后經濟性總結
新老壓邊圈沖壓制件的剖視分析見圖5。
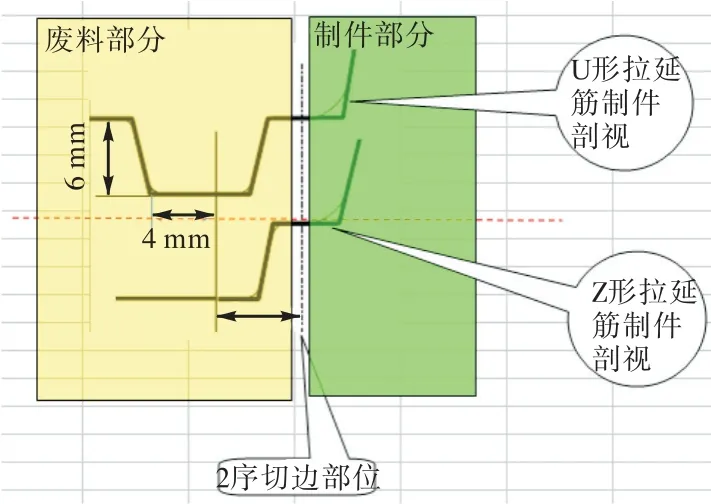
圖5 新老壓延筋拉伸制件對比圖Fig.5 Comparison of new and old drawbead drawing parts
由示意圖中可以發現,U形壓邊圈比Z形壓邊圈多了(4+6)mm的鋼板用量,相當于利用老式U形壓邊圈的制件比利用新式Z形壓邊圈的制件單邊多廢棄10 mm的鋼板,而采用新的Z形壓邊圈以后,制件的四周可各節約10 mm的鋼板材料。
現在用新式Z形壓邊圈以后的尺寸可以減小到長×寬=(1 980×980)mm,示意圖如圖6。
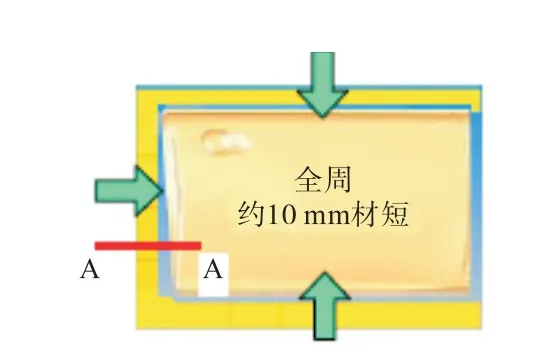
圖6 門外板全周節約10 mm的鋼板Fig.6 10 mm steel plate saved by whole circumference of outer door panel
圖中藍色四周的部分為改善后節約部分,按每塊鋼板可節約15元,每臺車前后門共可節約30元,按新車年產量15萬臺計算,沖壓車間每年可節約300萬元左右的鋼板成本。
綜上所述,能提升車身材料利用率的方案有很多且在設計的前期考慮利用率優化最有效,節省成本最多,越到后面材料利用率的優化越是困難。所以我們在設計的初期就應該投入更多時間和人力對怎樣提高利用率進行研究,對降低整車成本、有效提升行業競爭力有著重大的意義[4]。■