板材沖壓自動送料與上料一體化系統(tǒng)設(shè)計
2021-07-29 12:00:02重慶機(jī)電職業(yè)技術(shù)大學(xué)電氣與電子學(xué)院
電子世界 2021年12期
重慶機(jī)電職業(yè)技術(shù)大學(xué)電氣與電子學(xué)院 張 華 楊 川 陳 華
沖壓加工是機(jī)械加工中的一種常見的成型制造方法,和其他成型技術(shù)比較,沖壓成型方式擁有生產(chǎn)效率高、速度快、材料利用率高、環(huán)保節(jié)能等優(yōu)點(diǎn),尤其是汽車行業(yè)得到廣泛的應(yīng)用。沖壓過程的自動化,是提高沖壓生產(chǎn)率,保證安全生產(chǎn)的重要方式。沖壓自動化改善了勞動條件,減輕工人的體力勞動;提高了勞動生產(chǎn)效率;提高了沖床的利用率,從而節(jié)約了電力,降低了成本;保證了生產(chǎn)安全,用機(jī)械代替了人工,使操作者雙手脫離開沖床工作危險區(qū);降低了工時的消耗,延長了沖模的使用壽命,減少了坯件堆放面積。本文主要針對企業(yè)需求,設(shè)計板材沖壓數(shù)控送料與上料工作站。
企業(yè)生產(chǎn)的異形板零件厚度3至6mm不等。現(xiàn)有工藝為人工將大塊鋼板放置到?jīng)_床中,多次沖壓,加工多個所需的異形板類零件。目前人工沖壓生產(chǎn)的安全性,產(chǎn)品的質(zhì)量,生產(chǎn)的效率,人工的勞動強(qiáng)度,均無法滿足企業(yè)的需求。企業(yè)提出在原有沖壓設(shè)備工藝的基礎(chǔ)上進(jìn)行沖壓自動化改造。要求加工效率大于人工,一個人工可以操作加工多臺改造后得工作站。
1 工作站總體設(shè)計
工作站總體組成如圖1所示,由沖床,產(chǎn)品落料滑道,零件成品倉,板材廢料倉,數(shù)控送料機(jī),板材上料機(jī)械手組成。工作過程為,上料機(jī)械手從板材料倉中抓取板材放入數(shù)控送料機(jī)中,送料機(jī)抓手組夾緊板材,將板材送入沖床內(nèi),進(jìn)行逐個沖壓,沖壓加工完成的零件通過滑道劃入零件成品倉內(nèi),板料沖壓完成后,送料機(jī)將板材廢料放入板材廢料倉內(nèi),送料機(jī)回到板材上料位置,以此工作循環(huán)。
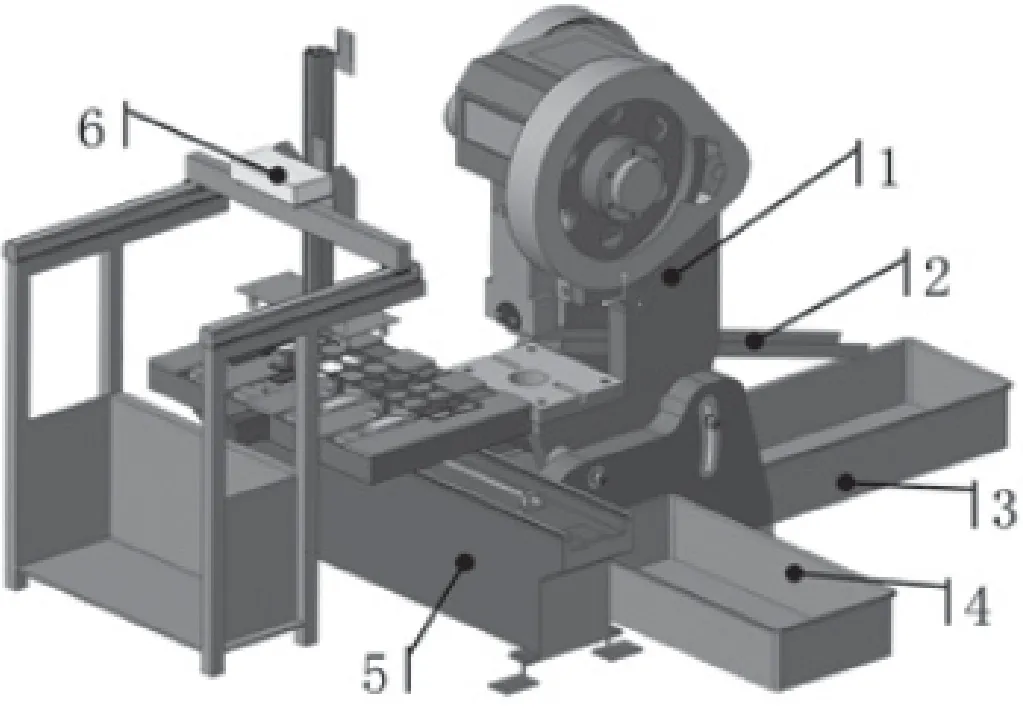
圖1 工作站總體組成
2 數(shù)控送料機(jī)的設(shè)計
2.1 送料機(jī)總體設(shè)計
數(shù)控送料機(jī)由左抓手組,右抓手組,X軸滑臺,底座,Y軸滑臺組成。X,Y軸滑臺均由伺服電機(jī)驅(qū)動,采用絲桿加雙導(dǎo)軌的傳動方式,左右抓手由氣缸驅(qū)動。左右抓手用于分別夾緊原料板。X,Y滑臺帶動加工板材在平面內(nèi)定位運(yùn)動,將加工板材精確的送到?jīng)_壓位置。
2.2 X軸伺服電機(jī)參數(shù)
X軸滑臺采用絲桿傳動,傳動安裝方式為水平。根據(jù)設(shè)計的要求,傳動的相關(guān)參數(shù)如表1所示。通過參數(shù)計算出電機(jī)的最高轉(zhuǎn)速,負(fù)荷轉(zhuǎn)矩計算,啟動轉(zhuǎn)矩,啟動必須轉(zhuǎn)矩。
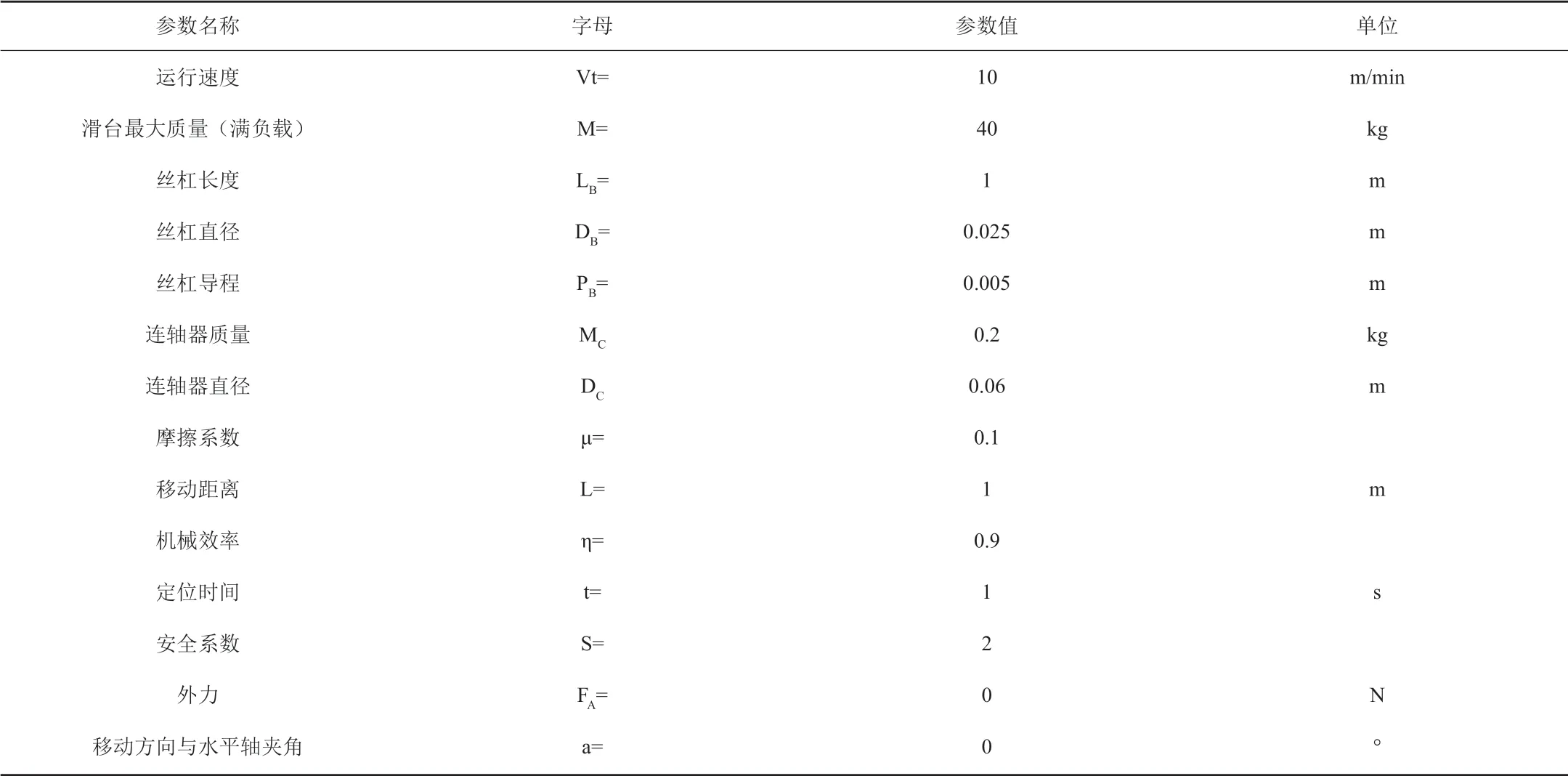
表1 絲桿模組傳動參數(shù)
必須轉(zhuǎn)矩計:
必須轉(zhuǎn)TM=(TL+TS)*S=2.23Nm。
根據(jù)計算的結(jié)果對伺服電機(jī)選型在滿足功能要求安全保障的前提下,從企業(yè)熟悉程度,經(jīng)濟(jì)性角度考慮。選臺達(dá)公司伺服電機(jī),ECMA低慣量交流伺服電機(jī)ECMA-C10807ES,配置驅(qū)動器C10807ES。輸出扭矩為2.39Nm,功率為0.75kw。
2.3 X軸滑臺結(jié)構(gòu)設(shè)計
X軸滑臺結(jié)構(gòu)由左抓手組,支架,Y軸絲桿,Y軸伺服電機(jī),導(dǎo)軌,右抓手組組成。主要作用驅(qū)動抓手組帶動加工板材Y向定位移動。由伺服電機(jī)驅(qū)動,使用絲桿加雙圓導(dǎo)軌的方式傳動。Y軸伺服電機(jī)的計算與X軸相同。
2.4 抓手組設(shè)計
抓手組由左右抓手組組成,伸縮氣缸,滑塊,導(dǎo)軌,夾手1號,夾手1號氣缸,夾手2號,由于在沖壓的過程中,抓手組夾持的部位會和沖壓位置發(fā)送干涉。故采用左右抓手組的設(shè)計方式,當(dāng)加工左邊部分時,由右抓手組夾持,左抓手組縮回避開干涉位置,伸縮氣缸的作用即帶動抓手組前后伸縮。加工右邊相反。
夾手夾持結(jié)構(gòu)左抓手組為夾緊狀態(tài),右抓手組為打開狀態(tài)。通過夾手氣缸開合帶動夾手對加工板材夾持。
2.5 氣動系統(tǒng)設(shè)計
數(shù)控送料機(jī)氣動系統(tǒng)如圖2所示。選擇原則,在滿足功能需求的前提下,盡量少設(shè)計非標(biāo)機(jī)構(gòu),選擇成品的常用件氣缸,再考慮經(jīng)濟(jì)性和成本。左右抓手組氣缸1號和2號,選用方形單作用氣缸,安裝方便,控制簡單,參考亞德客公司產(chǎn)品為ACQ系列氣缸。電磁閥選二位三通單電控彈簧復(fù)位。伸縮氣缸選用標(biāo)準(zhǔn)圓形氣缸,參照亞德客公司產(chǎn)品SC系列氣缸。電磁閥選用二為五通單電控彈簧復(fù)位。
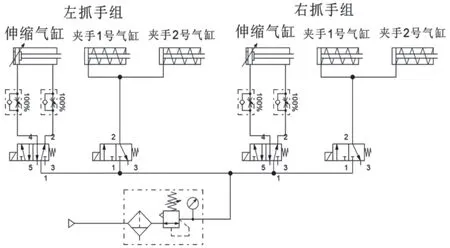
圖2 數(shù)控送料機(jī)氣動系統(tǒng)
3 上料機(jī)械手結(jié)構(gòu)設(shè)計
3.1 總體結(jié)構(gòu)設(shè)計
上料機(jī)械手總體結(jié)構(gòu)由原料板料倉,機(jī)架,X軸模組1,Y軸模組,5X軸模組2,Z軸模組,抓手吸盤。上料機(jī)械手主要將原料板料倉中的加工板材準(zhǔn)確送入到數(shù)控送料機(jī)的上料位置。
3.2 X軸龍門控制
X軸采用龍門結(jié)構(gòu)設(shè)計形式,由于龍門跨度較大,采用雙伺服電機(jī)控制。龍門控制,重點(diǎn)在控制模組的兩軸必需等速移動,若兩軸間的移動有太大的差異量,則會造成機(jī)構(gòu)的損壞。伺服系統(tǒng)選用臺達(dá)ASDA-A2系列。他所提供的內(nèi)建龍門(Gantry)控制功能,可以實(shí)現(xiàn)雙軸同步。控制器將自行作同步的追隨,當(dāng)位置偏差量超過設(shè)定的容許值時,則會發(fā)出異常警告,停止系統(tǒng)的運(yùn)作。
4 系統(tǒng)總體控制構(gòu)架
總控系統(tǒng)將數(shù)控送料機(jī)與上料機(jī)械手使用獨(dú)立的PLC進(jìn)行控制。兩個系統(tǒng)使用PLC的硬件IO口進(jìn)行通訊。兩個設(shè)備具有獨(dú)立觸摸屏,這樣使得設(shè)備的調(diào)試,維修使用更為簡單便利。使用數(shù)控送料機(jī)與沖床通訊,通訊方式為硬件IO通訊。
結(jié)束語:本文針對沖壓加工企業(yè)提出的需求,設(shè)計異形板類零件沖壓加工的自動化工作站。工作站從板材的上料,到多次板材送料加工,異形板類零的下料存放,板材廢料存放均實(shí)現(xiàn)了自動化。工作站可減少人工,降低人工勞動強(qiáng)度,提高操作的安全性,并提高沖壓的效率,降低成本。工作站結(jié)構(gòu)方案可推廣應(yīng)用到其他的板料加工。
