空心鎢極焊接關鍵技術問題及發展現狀
2021-07-30 02:43:46楊義成陳健黃瑞生徐鍇孫謙杜兵
焊接 2021年5期
楊義成, 陳健, 黃瑞生, 徐鍇, 孫謙, 杜兵
(1.哈爾濱焊接研究院有限公司,哈爾濱 150028;2.機械科學研究總院,北京 100044;3.北京科技大學 北京 100083)
0 前言
鎢極氬弧焊(Tungsten inert gas welding, TIG)及其填絲焊接技術因其電弧穩定性好、焊接過程可控性高及焊縫質量高等特點,在航空航天、軍工及核電等領域關鍵部件的焊接中應用較為廣泛[1-3]。然而,常規TIG因焊槍空間尺寸大,焊接效率低、工藝實施過程具有方向性等技術特征,使其在實際工程應用中存在較大局限性。為此,基于常規TIG焊接技術衍生出了諸如TOP-TIG[4]、雙鎢極焊接[5]、TIG-MIG/MAG復合焊接[6]、激光-TIG復合焊接[7-8]、Super-TIG[9]、K-TIG[10-12]等新型焊接方法,這些改進的TIG焊接方法均在一定程度上解決了常規鎢極氬弧焊接效率低、焊接熔深小等技術短板,促進了TIG焊接技術在工程領域的應用。
迄今為止TIG焊接技術在多維柔性制造領域的難題并未得到有效解決,究其原因,其核心問題在于未能真正解決加工工藝具有方向性這一技術難題。德國德累斯頓工業大學的Spaniol等人[13]采用熱絲TIG的方法將焊絲以較大角度從電弧上方送入熔池,在一定程度上解決了常規TIG填絲焊接工藝執行過程具有方向性的問題,實現了閉環構件的一次成形。賦能加工技術具備柔性化方面,同軸加工策略是一種行之有效的技術路線,例如,激光同軸送粉加工技術在焊接、修復、增材制造等領域獲得廣泛應用[14-15],尤其在大型復雜高性能金屬構件的一體化成型應用較多;熔化極氣體保護焊(MIG/MAG)技術是當前大型復雜金屬構件低成本、高效增材制造的研究熱點[16-18];等離子同軸送粉堆焊技術在高效表面改性方面具有獨特技術優勢[19-20]。
開發兼具TIG焊接技術優勢的同軸熱源復合焊接或同軸填材焊接技術,具有十分重要的現實意義和工程應用價值。將鎢極加工成帶有中心通孔的形狀,然后把焊接材料或其它熱源從中心孔通過是實現同軸焊接的重要技術路線,與常規鎢極相比,空心鎢極的顯著技術特征可概括為以下幾個方面:①可通過中心孔改變電弧物理環境,實現對電弧特性的柔性控制[21]。例如,中心孔通入少量離子氣可實現低真空環境下引燃電弧的目的[22];②空心鎢極中心通孔可實現離子氣和焊絲的同步送進,使焊絲與電弧的幾何中心幾乎重合,這很好的解決了常規氬弧旁軸填絲焊接具有方向的問題;③空心鎢極中心通孔除了可以送進離子氣和焊絲外,還可作為激光傳輸通道,實現激光-電弧同軸復合焊接[23];④通過鎢極電子發射端形狀特征的改變可實現電弧能量分布特征的調整。這對于自主調控工件表面不同區域的熱/力分布特征具有重要意義,有望在某些特殊加工領域獲得最優加工效果。
1 空心鎢極電弧特性研究現狀
空心鎢極是利用機械加工或粉末燒結的方法,按照一定尺寸要求加工出帶有中心通孔的鎢極,該鎢極稱之為空心鎢極,利用空心鎢極作為電極產生電弧進行焊接的方法稱為空心鎢極焊接。
1.1 低真空環境下電弧特性
電弧形成的本質是氣體介質激發放電的過程,真空環境中由于電極周圍缺乏維持電弧持續燃燒所需的氣體介質,常規電弧焊接方法難以實現電弧的持續穩定燃燒,而空心鎢極內孔的存在則恰好可以將氣體直接送到電弧發射端,為低真空環境下電弧放電提供了有利條件[24]。該技術研究最早由美國麻省理工學院和橡樹嶺國家實驗室的相關研究人員于1962年共同提出[25],80年代前蘇聯科學家首體提出將該技術可應用于類外太空環境下的焊接/修復[26- 27]。截止目前,國內外的相關學者圍繞低真空環境下的電弧特性開展了大量研究。
俄羅斯鮑曼莫斯科國立技術大學的Nerovnyi等人[28]針對真空環境下空心鎢極電弧的熱物理特性進行了系統分析,研究結果表明,通過調控工藝參數可以改變已有電弧形態,當焊接電流逐漸提高時,電弧由擴散型轉變為收縮型,擴散型電弧在材料表面的溫度分布呈典型的高斯分布特征;而收縮型電弧則更像是由2個圓柱形熱源疊加而成,在真空環境下電弧的能量約有70%~86%傳遞到基體材料。日本大阪大學的Suita等人[24, 29-31]在20世紀初圍繞空心鎢極電弧焊接在太空環境下應用的可行性進行了較為系統的研究,研究結果表明在太空環境下,以空心鎢極電弧熱源為基礎的焊接技術具備獲得無缺陷,強度與母材相當焊接接頭的能力。
日本大阪大學的Nishikawa等人[32]利用空中飛行的飛機下降過程產生的失重現象,模擬了低真空微重力環境下空心鎢極電弧焊接特性,如圖1所示。研究結果表明,與常規鎢極電弧相比,空心鎢極產生的電弧在基體材料表面較為發散,只有常規鎢極電弧的0.2倍,形成的焊縫呈淺而寬的特征;與常規鎢極電弧焊相比,空心鎢極的電弧的溫度分布較為一致,其焊接特性與被材料的類型關系較大。
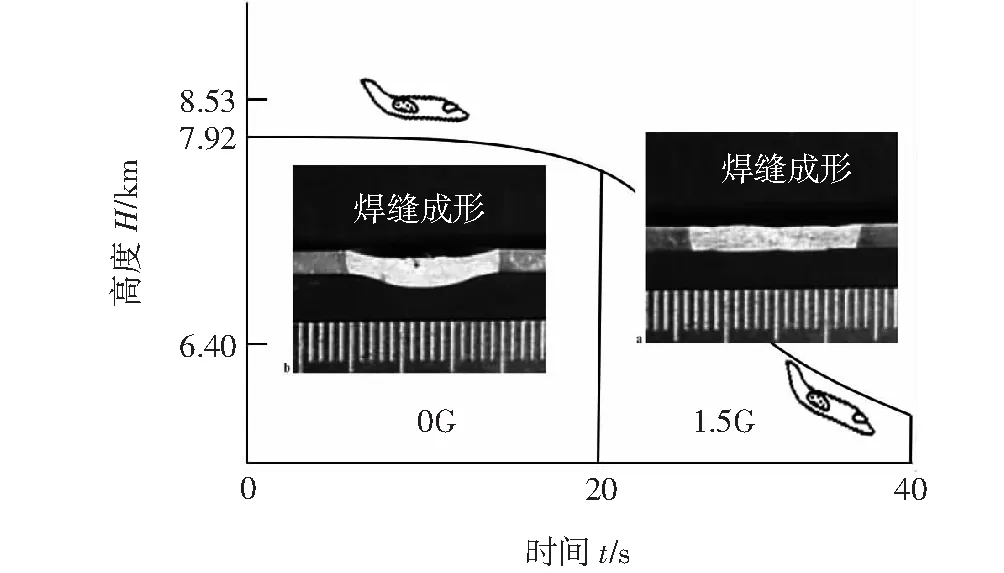
圖1 真空環境下微重力與正常重力對焊縫成形影響
另有一些學者的研究結果表明,空心鎢極電弧在特定的環境下也可獲得能量更為集中的電弧。例如,日本大阪大學Nishikawa等人[22]研究結果表明,在低真空環境下,空心鎢極內孔的氣流量較小,鎢極和工件的工作距離較遠即可獲得能量更加集中的電弧,對應的焊縫熔深也會顯著增加,氣流量對電弧形貌的影響如圖2所示。
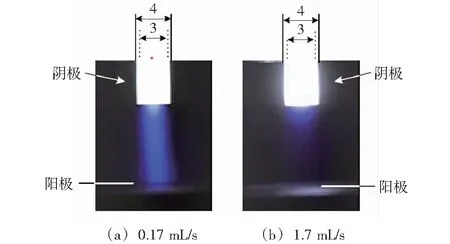
圖2 氣流量對空心鎢極電弧放電特性的影響
韓國科學技術院Cho等人[33]在真空環境下對CCD拍攝到的電弧圖像進行Abel逆變換,然后基于光學輻射強度、溫度和電流密度的物理關系,確定電弧熱流密度、電弧壓力和電流密度的分布特征,以此為基礎,構建理論模型分析了真空環境下不同內孔氣體流量對空心鎢極電弧焊熔池形成過程的影響規律。
1.2 大氣環境下電弧特性
除了在真空環境下開展空心鎢極電弧特性研究外,還有一些學者在大氣環境下分析了空心鎢極的電弧特性。日本大阪大學的Tashiro等人[34]通過數值模擬的方法構建了理論分析模型,如圖3所示,對比分析了常規鎢極與空心鎢極,以及不同空心鎢極內孔氣體流量下的電弧特性。研究結果表明,在鎢極尖端角度一致時,空心鎢極尖端由于發射電子區域較大,其電極附近的電流密度要低于常規鎢極,且電弧溫度液只有常規鎢極的60%,電極表面的熱流密度也只有常規TIG的50%以下,有利于電極的長時間工作;此外,通過調節空心鎢極內孔氣體流量可以獲得更為均勻的電弧溫度場用于加熱材料。這說明空心鎢極可以在一定程度上彌補常規TIG電弧的不足,對于一些在特殊領域有特殊需求的材料而言具有十分重要的現實意義。
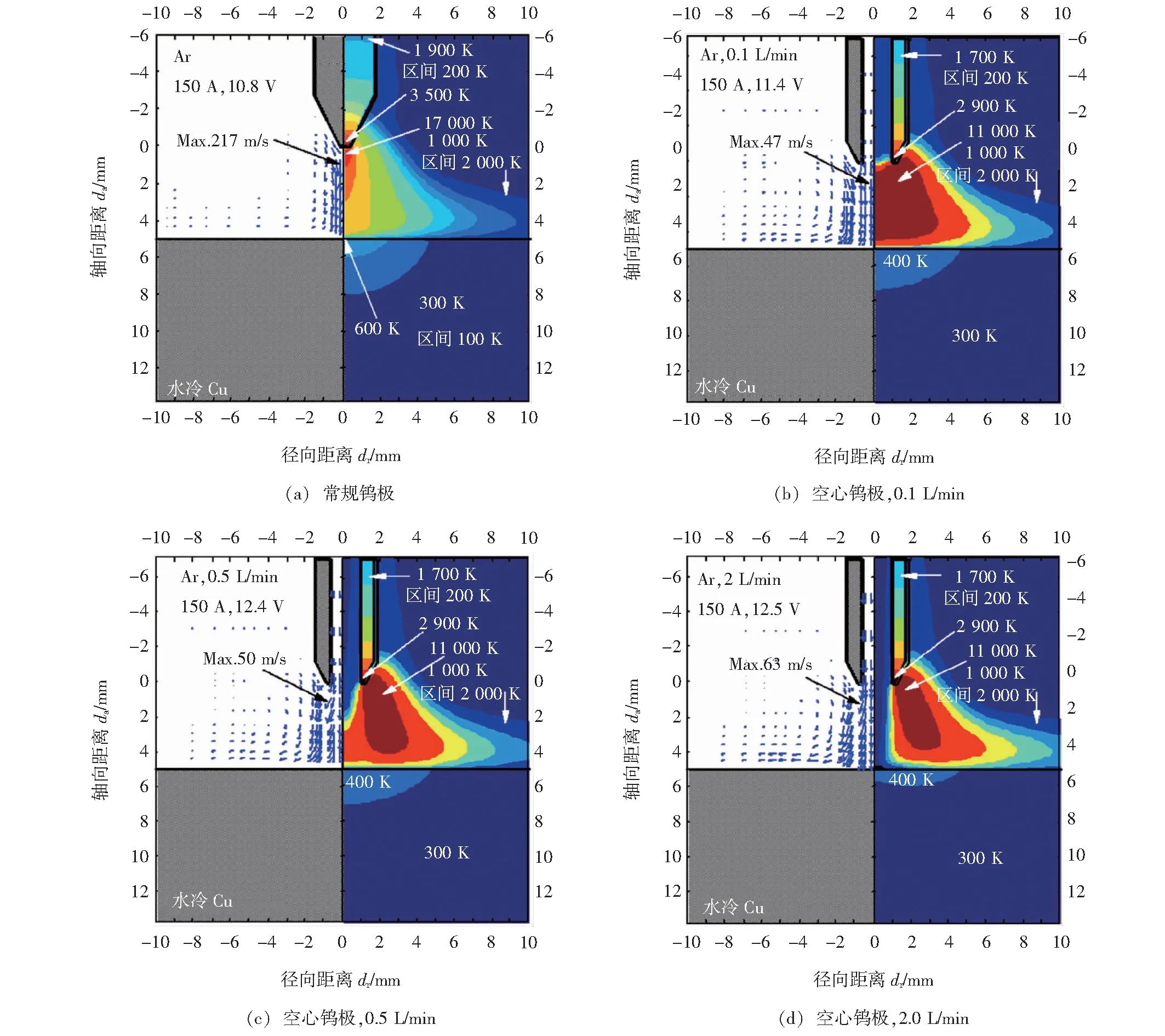
圖3 常規鎢極和空心鎢極電弧特性數值模擬
上述相關研究均是通過內孔向電弧區域送入一定量的離子氣,還有一些學者則提出從空心鎢極內孔向外抽氣,使空心鎢極內孔處于“微負壓”狀態,從而改變電弧特性。北京工業大學陳樹君團隊在該領域進行了深入研究,其原理如圖4所示[35]。
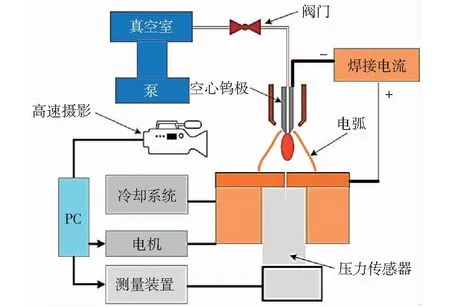
圖4 空心鎢極內孔負壓焊接過程示意圖
相關研究結果如圖5所示[36],與常規鎢極相比,空心鎢極內孔形成“微負壓”后電弧形態收縮,能量密度提高,焊縫熔深增加,熔寬降低,此外對于熱裂紋也起到一定的抑制作用。數值模擬的結果表明在內孔“微負壓”狀態下,電弧拘束度增加,沿電弧徑向溫度分布梯度逐漸增大[21]。Jiang等人[37]同樣對負壓環境下空心鎢極電弧特性進行了系統分析,研究結果均表明,空心鎢極內孔負壓對電弧形態產生不可忽視的影響,隨著空心鎢極內孔壓力降低,電弧燃燒所需電壓升高,電弧穩定性下降。

圖5 常規電弧和“微負壓”電弧對焊縫成形影響
江蘇科技大學的倪中旺[38]采用數值分析的方法分別對空心鎢極、分叉鎢極和雙鎢極的電弧物理特性進行了模擬計算,相關研究結果表明,空心鎢極內孔氣流量增加,電弧中軸線上的溫度、電流密度和等離子流速等均下降;內孔直徑變大電弧中軸線上的溫度、電流密度和等離子流速降低的同時,作用在工件表面的壓力也隨之下降。沈陽工業大學的李愛國等人[39]指出由于實心鎢極的電弧能量較為集中,電弧壓力呈正態分布,堆焊層的稀釋率通常在10%以上,而空心鎢極的能量分布較為均勻,堆焊層的稀釋率可以控制在1%以內。
基于上述分析可以看出,基于空心鎢極的電弧熱源是常規實心鎢極電弧特征的繼承和發展,在保留了鎢極電弧穩定性的同時,空心鎢極電弧特性的調控更具有靈活性。然而,部分學者的研究成果存在一定的差異性,這說明空心鎢極電弧物理還有待進一步的深入研究。
2 空心電極同軸熱源復合焊接技術研究現狀
復合熱源焊接即課彌補單一熱源直接焊接存在的技術短板,還可充分發揮各自優勢,實現“1+1>2”的效果。以激光-電弧復合焊接技術為例,激光焊接作為高能束焊接的一種,具有能量集中,焊接效率高等技術特征,但該技術工況適應能力差,對工件裝配精度要求極高;電弧焊接具有優異的工況適應能力,但存在焊接效率低,焊接熱輸入大等缺點,激光與電弧復合后,不僅有效提升了焊接質量,焊接效率也獲得大幅增加,近年來已成為工程技術開發和科學研究的重點。
2.1 空心鎢極同軸激光復合焊接
德國德累斯頓工業大學Rose和弗朗霍夫研究Mahrle等人[7, 8, 40]合作將低功率激光束同軸穿過空心鎢極形成的等離子弧,實現了激光熱源和等離子熱源的同軸復合,焊槍結構如圖6所示,進一步的研究結果表明,激光加入產生的協同效應在顯著提高焊接過程穩定性的同時也提升了焊接效率。
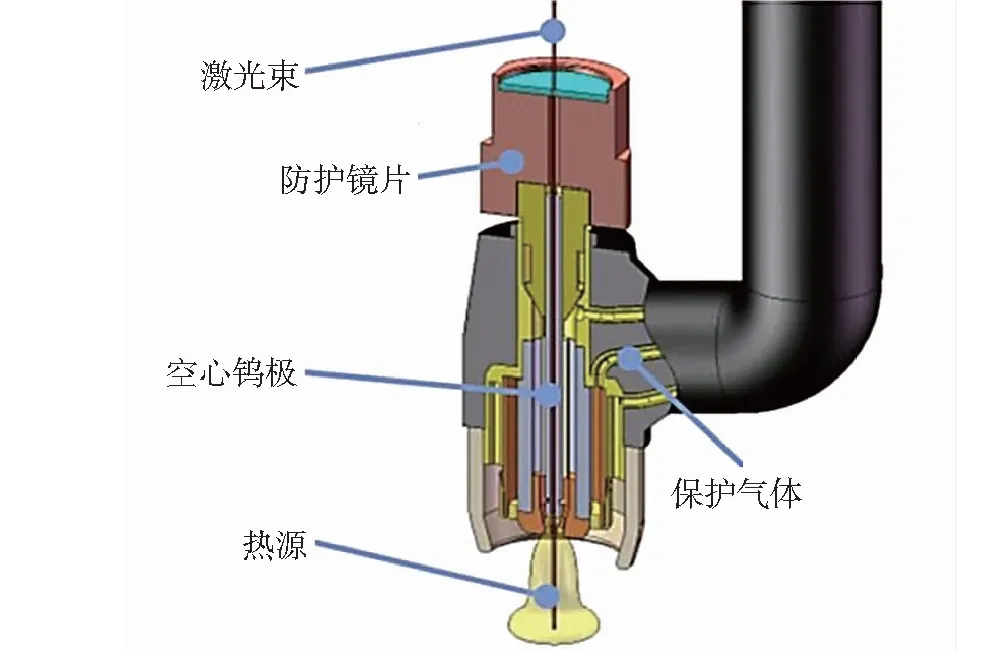
圖6 激光-空心鎢極同軸復合焊接示意圖
日本杰富意(JFE)工程技術株式會社Doi等人[23]同樣將YAG激光束通過空心鎢極內部實現了激光與TIG電弧同軸復合焊接的目的,并基于光束質量計算方法建立了匙孔輪廓預測模型。
2.2 空心鎢極同軸電子束復合焊接
20世紀90年代年哈爾濱焊接研究所提出了一種新型非真空電子束(電子-等離子束)焊接方法,如圖7所示[41],該焊接技術利用等離子產生的泵效應,有效減少了電子束的能量損失,成功地在大氣環境中將高能量密度電子束通過空心鎢極的中心孔引出,當加速電壓為100 kV、束流為50~100 mA、等離子電流為100 A時,低碳鋼的焊接熔深接近20 mm,克服了真空室的限制。
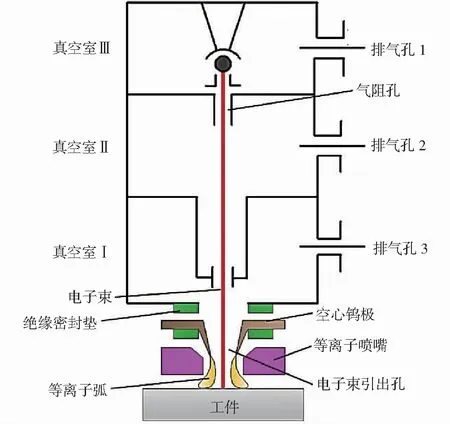
圖7 電子束-等離子同軸復合焊接示意圖
2.3 空心電極同軸電弧復合焊接
Plasma-MIG復合焊接通常采用兩臺焊接電源,在實驗過程中,MIG電極和Plasma電極采用同極性接法。該方法最早于1972年由荷蘭Essers等人[42]首次提出,典型的Plasma-MIG同軸復合焊接過程如圖8所示。該焊接方法利用等離子弧包圍內部的MIG弧,外層等離子弧起到維持電弧和穩定電弧的作用,焊接過程中熔滴過渡過程穩定,幾乎無飛濺產生、焊縫成形較好[43]。由于等離子弧對鋁合金表面氧化膜的破除具有顯著效果,在鋁合金的高質量焊接中應用較為廣泛[44-45]。
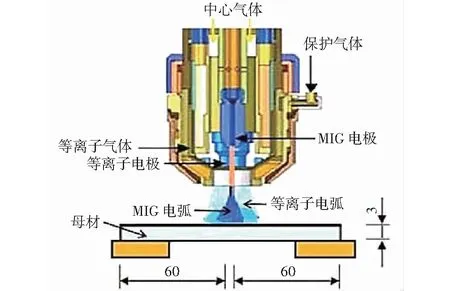
圖8 Plasma-MIG復合焊接示意圖
針對雙電源設備復雜,工藝參數多等問題,哈爾濱焊接研究所的周大中等人[46]于1990年提出單電源Plasma-MIG復合焊接方法,并指出該方法更有利于實際生產應用。
3 空心鎢極同軸填絲焊接
國內外關于空心鎢極同軸填絲焊接相關的報道最高可追溯到上世紀90年代美國國家航空航天局(NASA)申請的一項專利。近5年來,國內也有部分專利涉及到空心鎢極同軸送絲焊接,2016年江蘇阿斯美特精工科技有限公司[47-48]提出通過在鎢極側壁加工氣路的方法,實現空心鎢極氣/絲聯合同軸送進的效果;2017年沈陽工業大學的徐國建等人[49]利用半裂式鎢極內壁制備絕緣涂層的方法,實現焊絲和空心鎢極同軸且絕緣的目的。哈爾濱工程大學的苗玉剛等人[50]提出一種基于空心鎢極分流的熔化極電弧焊接裝置,提高了焊槍的在不同工況下應用的靈活性,也有助于焊接效率的提升。江蘇科技大學的胡慶賢等人[51]基于空心鎢極的特點分別提出了空心鎢極TOPTIG焊接方法、氣磁聯合調控空心鎢極TOPTIG焊接方法[52]和空心鎢極厚板填絲焊接方法[53],并申請了相關專利。然而,迄今為止未見空心鎢極同軸填絲焊接相關技術與機理研究的報道。
從上述研究可以看出,國內外關于空心鎢極同軸填絲焊接的報道均是從技術可行性角度出發,提出了空心鎢極同軸填絲焊接的方法,與該加工方法相關核心技術和科學問題的深入探索幾乎沒有涉及,而相關問題的提出和突破是促進該技術快速發展的前提。
4 空心鎢極焊接若干科學與技術問題
目前,無論是外太空環境還是大氣環境,基于空心鎢極焊接技術相關的研究大多處于試驗室階段,尤其是空心鎢極同軸填絲焊接相關機理的研究至今未見報道,技術成熟度距實際工程應用還有一定距離。為加快該技術發展速度,為實際工程應用奠定基礎,作者認為需要從以下若干科學與技術問題出發,找到突破點。
4.1 空心鎢極焊接系統關鍵部件的優化與設計
由焊接電源、水冷系統、氣輸系統、其它熱源和焊炬等組成的空心鎢極焊接用成套系統的性能會直接影響到最終焊接質量,這其中焊炬的優化設計是整套焊接系統的核心。通過空心鎢極內孔加入的氣體、熱源、材料等物質,都會對焊接過程中的熱/力分布特征產生重要影響。如何在充分認識空心鎢極焊接過程中熱場、流場、電磁場、力場,以及多場耦合特性的基礎上,從焊接需求出發,優化設計空心鎢極焊接系統關鍵部件,實現對焊接過程熱/力特性的調控,是獲得優質焊縫的前提。以氣流為例進行說明,綜合考慮空心鎢極內孔氣流、焊炬內、外層保護氣的動力學特性,優化焊炬不同位置氣路數量和氣路結構,獲得氣流狀態和氣體氛圍均可控的效果,是實現優質焊接的基礎。
4.2 空心鎢極電弧穩定燃燒的邊界條件及調控措施
空心鎢極和常規鎢極相比,其電子發射區域由尖端一點變成了環狀面形,電子達到穩定發射的條件要求更為苛刻,找到影響電弧穩定燃燒的關鍵因素,總結出關鍵影響因素改變時,電弧穩定燃燒的邊界條件是實現工藝穩定性調控的前提。
4.3 焊絲和電弧耦合(“絲-弧”耦合)作用機制
空心鎢極同軸填絲焊接,焊絲從電弧中心區域高溫區送出,焊絲熔化熱量來源按加熱過程分為3部分:焊絲將要進入電弧區域時,在高溫電弧熱輻射作用焊絲溫度升高,簡稱焊絲“預熱階段”;焊絲進入電弧區域時,電弧熱直接通過熱傳導的方式傳遞給焊絲,該過程簡稱“熱傳導階段”;當焊絲和基體接觸時,焊絲變為地線,此時一部分焊接電流從焊絲流過,產生電阻熱,該過程簡稱“電阻加熱階段”。不同焊絲直徑、焊絲材質和焊接規范等都會對焊絲熔化所需熱量來源產生重要影響,因此構建可以精準描述焊絲熔化的熱吸收模型,分析焊絲熔化過程,形成相應的調控措施具有十分重要的現實意義。
4.4 熔滴過渡過程及調控措施
焊絲穩定熔化是熔融液滴有序過渡的前置條件,而熔化后形成的液滴能否穩定過渡進入焊接熔池則是直接決定焊接過程穩定性的關鍵因素。在“熱輻射階段”、“熱傳導階段”作用下焊絲末端的液滴逐漸長大,進入“電阻加熱階段”熔融液滴和液態熔池接觸,此時液滴在表面張力、重力、電磁力作用下處于不穩定階段,如何控制液滴的有序過渡是調控焊接過程穩定性的關鍵。
5 結束語
基于空心鎢極的焊接技術在兼具鎢極氬弧焊接高穩定性的同時,可根據實際需求進行同軸熱源復合焊接或填材焊接,空心鎢極內孔通離子氣的方法可解決低真空焊接電弧不穩定的技術難題,未來該技術在太空焊接、復雜結構件焊接、高性能大型復雜金屬構件低成本增材制造、高附加值材料低稀釋率堆焊等領域有廣闊的應用前景,是一項極具發展潛力的加工技術。空心鎢極焊接技術仍存在一些亟需解決的技術難題,同時面臨著新的發展機遇,該技術能否快速發展和工程化應用推廣,將在很大程度上取決于人們對以下問題的研究程度:綜合考慮焊炬冷卻效果、氣流狀態和氣體氛圍等關鍵因素,優化設計空心鎢極焊接系統關鍵部件,尤其是焊槍的優化設計;電弧穩定燃燒所需基本要素及其對電弧特性影響機制,并建立相應的理論模型和穩弧調控措施;空心鎢極同軸填絲焊接時,“絲-弧”熱力耦合作用機制及其對焊絲穩定熔化和熔滴有序過渡機制的影響規律,形成有效調控措施;空心鎢極同軸熱源復合焊接,多熱源交互作用機制,及其對能量傳輸和電弧靜特性的影響規律;非平衡焊接過程中,移動熔池熔化、凝固過程,以及焊縫內部合金元素組分傳輸驅動力的來源及影響機制;非平衡焊接過程中焊縫內部晶粒演化規律、固態相變及顯微組織形成規律對焊縫力學性能的影響。
未來,鑒于以空心鎢極結構特征為基礎形成熱源所具備的熱/力特性,除了焊接領域外,該技有望在熱成型、新材料熔煉等領域獲得應用。同時,隨著數字化制造技術與傳統制造技術的深度融合,與空心鎢極焊接關鍵過程息息相關的理化表征技術、理論建模、數值模擬計算方法的完善和發展,是進一步促進該技術理論體系建立和關鍵技術突破的有效措施,應給予足夠的重視。