回流焊冷卻過程中LTCC基板的熱力分析
2021-07-30 02:43:50鄭丹王凱石偉郄旭亮史家樂
焊接 2021年5期
鄭丹, 王凱, 石偉, 郄旭亮, 史家樂
(1.西安理工大學,西安 710048;2.西安空間無線電技術研究所,西安 710199)
0 前言
在軍用和航天電子系統中,對電路的可靠性要求越來越高,為滿足航天電子高頻微波電路的組裝要求,采用了許多“新”的材料[1],比如硅鋁合金與LTCC。在回流焊接的生產過程中,由于管殼與基板的熱膨脹系數失配從而產生應力,這不僅會使基板產生翹曲變形,而且易使基板產生裂紋[2]。
為了減小基板應力,目前國內外主流的方法有:優化管殼的結構、適當增加基板邊角的圓弧半徑、適當增加基板厚度[3-6],上述研究方法屬于焊接組件的結構改進。在實際回流焊的生產過程中,有的焊接組件的結構是不能修改的,因此已有的降低基板應力的方法并不適用。對于不能更改結構的焊接組件,文中采用優化焊接工藝的方法來降低焊接后基板產生的應力。
文中建立了回流焊接過程中冷卻溫區散熱的有限元模型,通過ANSYS Workbench平臺,模擬了50%Si-Al管殼與LTCC基板采用鉛焊料在回流焊接冷卻溫區散熱時的溫度場、變形場與應力場。以減小基板第一主應力為優化目標,采用正交試驗法,確定了比較合適的工藝參數。為回流焊冷卻工藝參數的優化提供了一定的依據。
1 焊接組件與冷卻溫區的有限元模型
1.1 模型的建立
依據某研究所提供的實際焊接組件,建立了管殼,焊料與基板的幾何模型。管殼尺寸為84 mm×57 mm×15 mm,大基板尺寸為43 mm×36 mm,中基板尺寸為48 mm×14 mm,小基板尺寸為15 mm×5 mm,基板尺寸厚度均為1.1 mm。管殼與基板之間是鉛錫焊料,焊料片相對于基板的長度和寬度均縮小0.5 mm,厚度均為0.08 mm。焊接組件的幾何模型如圖1所示。
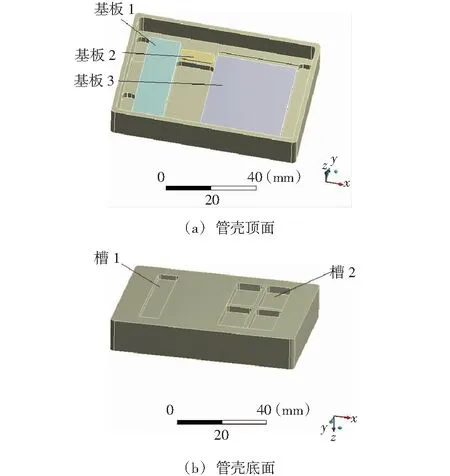
圖1 焊接組件的幾何模型
文中模擬的焊接過程仿照某型號真空回流焊爐,建立單溫區回流爐幾何模型,回流爐尺寸為650 mm×400 mm×135 mm,進風口直徑10 mm,橫向和縱向間距均為35 mm,出風口長400 mm,寬60 mm。回流爐冷卻溫區幾何模型如圖2所示。
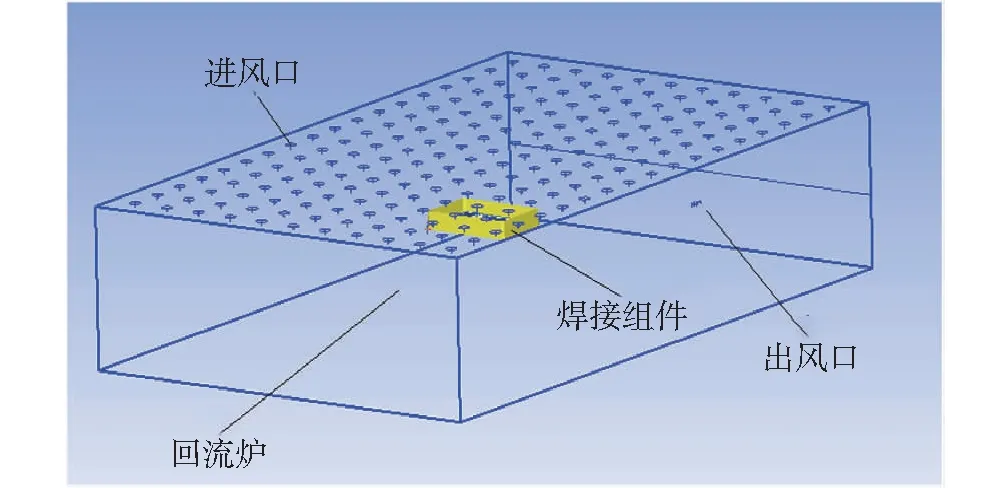
圖2 回流爐冷卻溫區的幾何模型
1.2 焊接組件材料參數
管殼選用含硅量為50%的Si-Al[7-11],基板選用DuPont951 系列LTCC,PbSn焊料選用含鉛量37%、含錫量63%的焊料。相關材料參數見表1。

表1 部分材料參數
依據50%Si-Al和SnPb焊料的化學成分比例,熔點溫度等參數,通過軟件計算,并經試驗驗證,可得到50%Si-Al和SnPb隨溫度變化的導熱系數和比熱容,如圖3和圖4所示。
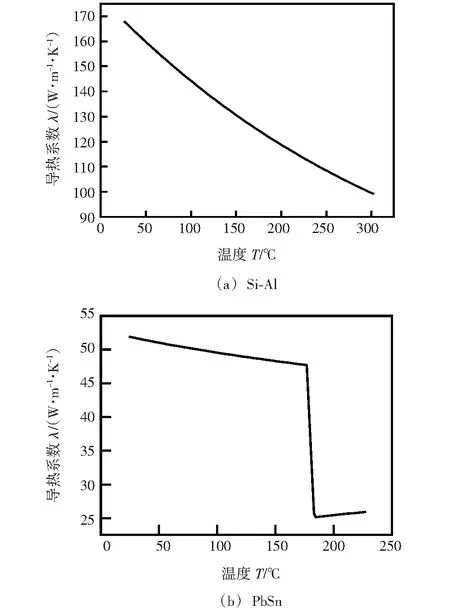
圖3 導熱系數曲線
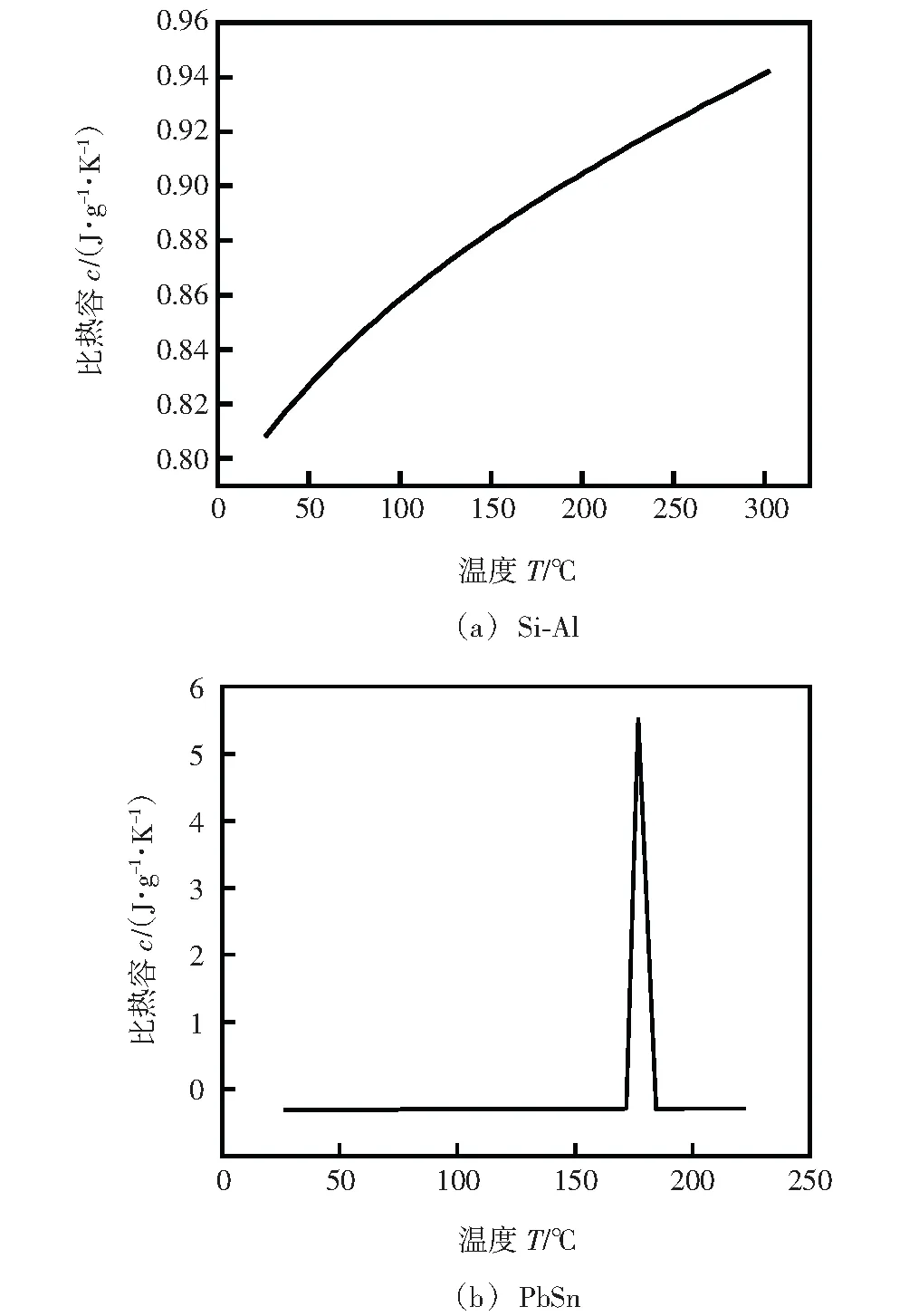
圖4 比熱容曲線
1.3 模型的邊界條件
回流焊的冷卻過程是一個動態的過程,焊接組件的移動速度是0.4 m/min,遠小于進風口的風速(6 m/s),可以認為在冷卻溫區中,焊接組件的散熱環境是相同的,因此可以認為焊件是靜止不動的[6]。在回流爐冷卻溫區的模型中,冷卻溫區上表面的進風口連續地向焊接組件吹溫度為20 ℃的氮氣,來實現焊接過程中的冷卻降溫。所以,文中選擇強迫風冷模型進行仿真計算。
2 正交試驗法確定最優冷卻方案
2.1 正交試驗方案的設計
經過多次仿真,發現回流爐冷卻時間、進出風口的流量比、冷卻氣體(氮氣)的溫度這3個因素對LTCC基板的焊接應力有較大的影響。故以基板冷卻后其表面第一主應力最小為目標,設計因素水平表見表2。
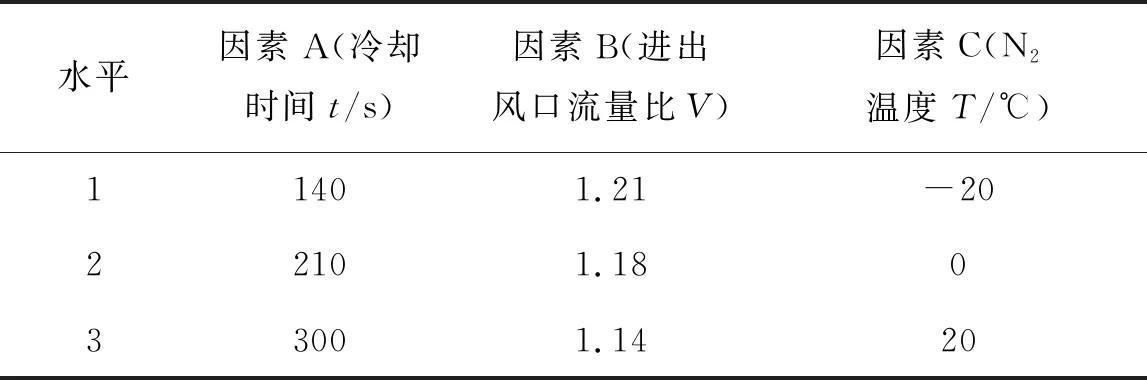
表2 因素水平表
進出風口流量比V的計算公式為:
(1)
式中:q1為進風口流量;q2為出風口流量。
進風口流量的計算公式為:
q1=A1·u1
(2)
式中:A1為進風口面積;u1為進風口風速,依據實際焊接經驗,設定u1=6 m/s。
出風口流量的計算公式為:
q2=A2·u2
(3)
式中:A2為出口面積;u2為出風口風速。
已設定u1=6 m/s,若冷卻溫區的進出口流量相等,則此時對應的出口風速u2=3.89 m/s,然而該參數會使冷卻氣體排出過快,焊接組件的降溫效果并不好,因此需要適當降低出風口風速,以提升冷卻效果。在Icepak軟件中,多次仿真冷卻過程的溫度場,確定最終出風口速度取u2=3.2~3.4 m/s之間,這樣會有較好的冷卻效果。
進風口面積參考建模中的進風口模型尺寸。再依據u2=3.2 m/s,u2=3.3 m/s,u2=3.4 m/s,分別得到進出風口流量比V=1.21,1.18,1.14。
選用L9(33)的正交表設計試驗,共9組試驗,對應9種焊接方案。通過ANSYS軟件對每種方案進行模擬,得到基板第一主應力的最大值結果,見表3。
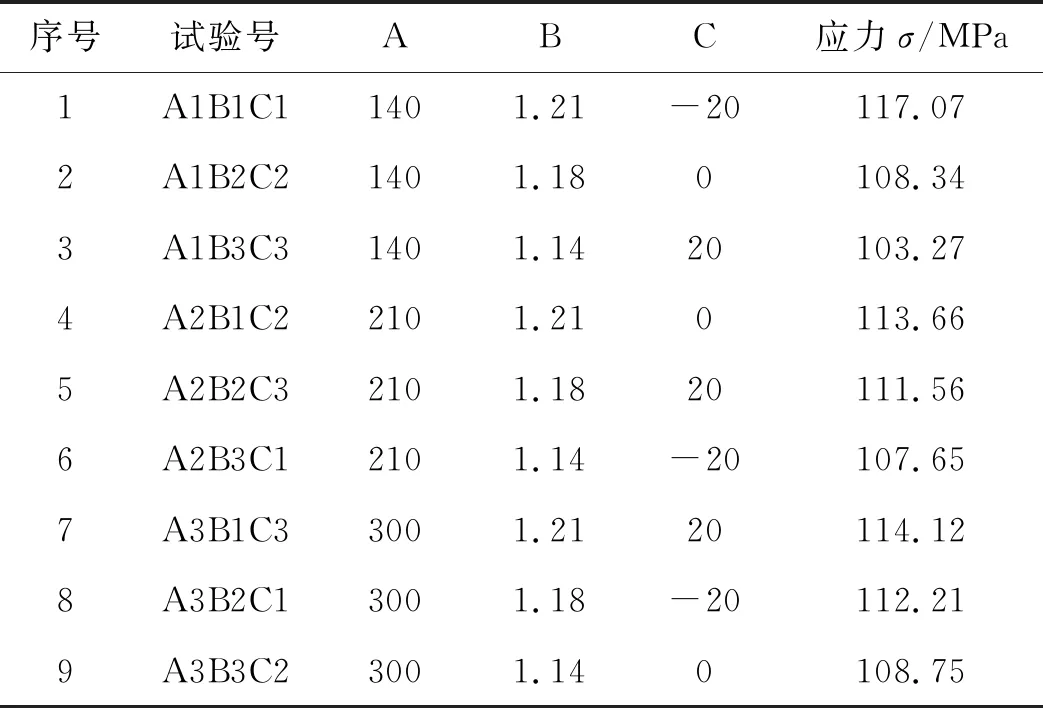
表3 正交試驗方案及仿真結果
2.2 正交試驗各因素的權重分析
由于3種因素對基板第一主應力的影響效果是不同的,文中進一步通過極差分析法對這3種因素的影響權重展開研究。
通常若極差值越大,則說明這個因素的水平改變時對基板的第一主應力影響越大。其計算公式如下:
(4)
式中:i為因素;j為水平;Ki,j為第i因素下第j水平的仿真應力值總和;σi,j為第i因素下第j水平的應力;n為同一水平的某一因素試驗次數;mi,j為第i因素的第j水平的結果平均值;Ri為第i因素下的極差值。將表3中的基板第一主應力代入式(4),計算得到3種因素在3個水平下的極差值見表4。
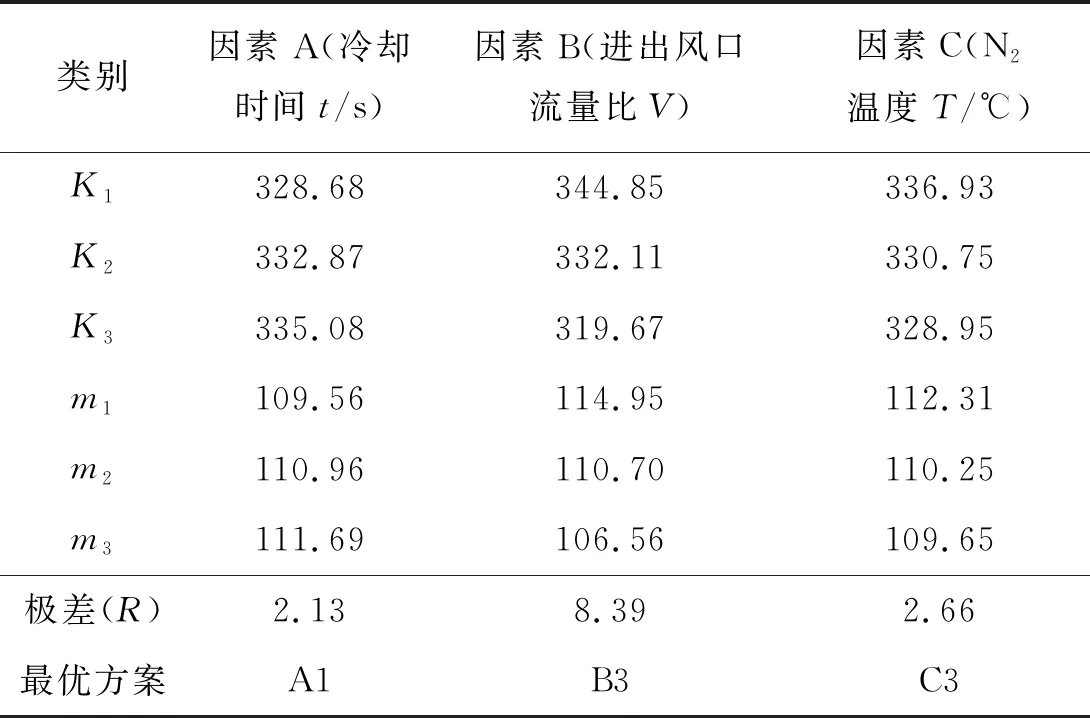
表4 極差分析表
根據表4中的極差數據,發現RB>RC>RA,即進出風口流量比對基板第一主應力的影響權重最大,冷卻時間對該應力影響權重最小。
依據表4,比較各因素下的3個水平對應的平均應力,A因素下第1水平的平均應力值最小;B因素下第3水平的平均應力值最小;C因素下第3水平的平均應力值最小,綜上分析,最優冷卻方案為A1B3C3,該方案對應表3中的第3方案。此時的冷卻時間為140 s,進出風口流量比為1.14(即:進口風速6 m/s,出口風速3.4 m/s),氮氣溫度為20 ℃,對應的第一主應力值為103.27 MPa。
3 最優冷卻方案下的仿真分析
在Icepak軟件中求得焊接組件的溫度場后,再將冷卻140 s后的溫度場導入結構場中。在結構場里,對焊接組件劃分網格,并設置基板與焊料、管殼三者間為綁定接觸,進行基板的變形與應力分析。由于焊接組件中,基板材料LTCC是典型的脆性材料,在焊接過程中容易因應力過大產生裂紋或斷裂[12-14],因此文中更關注于基板的變形與應力的研究。
3.1 散熱溫度場分析
回流爐的邊界設置為絕熱邊界。進風口、出風口均采用開口型邊界。根據正交試驗法得到的最佳冷卻工藝參數,將進風口風速設為6 m/s,出風口風速設為3.4 m/s,冷卻時間設為140 s,環境溫度設置為20 ℃,氮氣溫度設為20 ℃。
由于PbSn焊料熔點為183 ℃,在此溫度下焊料屬于共晶狀態,沒有應力,所以文中從183 ℃開始仿真焊接組件的散熱過程。
仿真過程中設立7個溫度監測點,分別監測焊料,基板,管殼。焊料與基板的監測點均設置在其中心位置處,管殼監測點設置在底面中間處。獲得降溫曲線如圖5所示。

圖5 7個溫度監測點的降溫曲線
經仿真計算,在冷卻100 s的時間內,焊接組件的降溫速度為1.2 ℃/s,冷卻140 s后,焊接組件降溫到60 ℃左右,符合實際冷卻情況。基板的溫度云圖如圖6所示。由上述溫度場可以看出,經過140 s散熱后,基板最高溫度為59.9 ℃,最低溫度為56.5 ℃,高溫部分主要集中在基板底面。
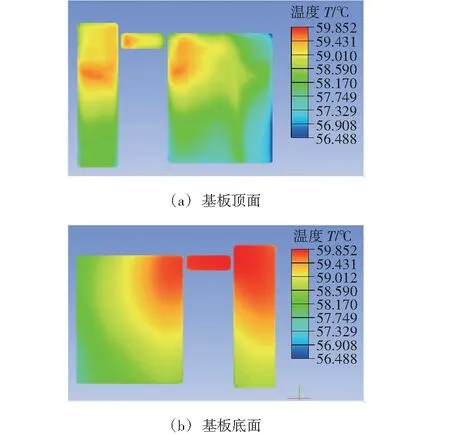
圖6 基板溫度場
3.2 基板的變形分析
仿真得到基板變形云圖,將變形量放大150倍,如圖7所示。從圖7中可以看到, LTCC基板表現為自基板底部向z方向凸起的形態,最大變形量出現在大基板中心處,變形量為63.2 μm。
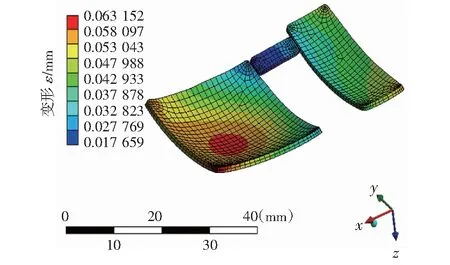
圖7 基板總變形
在實測焊接組件變形中,有大基板、小基板、中基板3個基板,3個基板的變形方向與仿真結果相同。其中大基板的變形量最大,達到78.5 μm,該檢測結果與仿真結果基本一致。
文中將焊接組件模型與冷卻溫區模型相結合后再進行熱力耦合分析,能夠較為準確地模擬出實際冷卻過程中的基板變形狀況。該方法也可應用于分析回流焊的加熱過程。同時,文中研究分析發現,對于長方體形狀的管殼,當基板被焊接在管殼的底部時,由于基板與管殼材料的熱膨脹系數不同所引起的焊接組件的變形方向將朝向熱膨脹系數相對較小的一方凸起。
3.3 基板的應力分析
仿真后得到基板第一主應力云圖,如圖8所示。從圖8中可以看到基板的大部分位置的第一主應力小于30 MPa,最大第一應力出現在大基板底面的4個圓角處,應力值為103 MPa,表現為拉應力[15],該值小于LTCC材料的斷裂強度170 MPa,基板不會發生斷裂或裂紋。
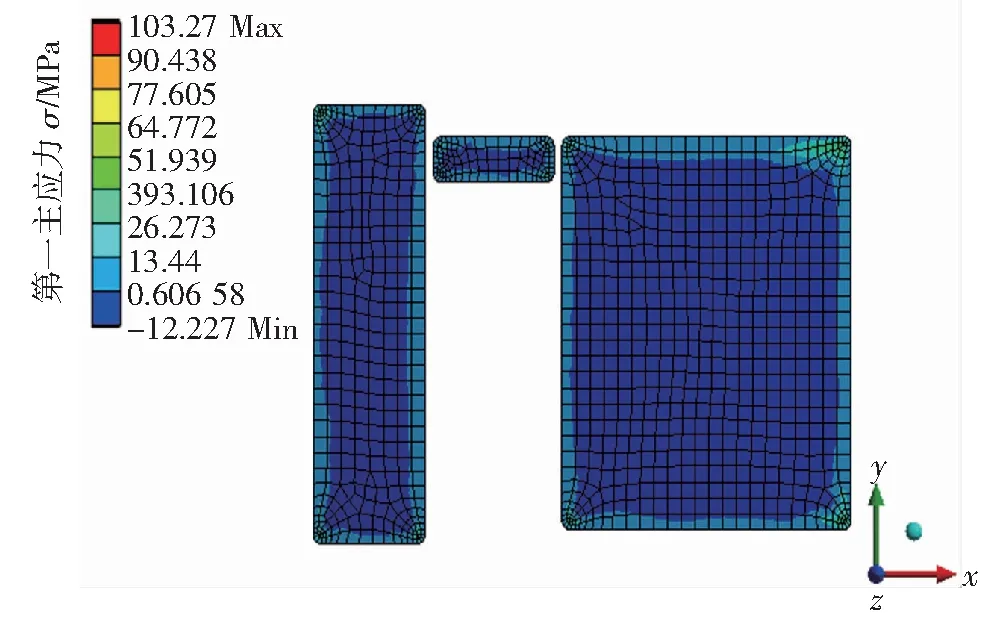
圖8 基板第一主應力
通過對最優方案的仿真研究分析,發現基板的溫度、變形、第一主應力均滿足技術要求,同時該冷卻工藝方案在基板上所引起的第一主應力最小。
4 結論
(1)焊接組件在冷卻溫區的散熱過程中,冷卻氣體的進出口流量比對基板熱應力的影響權重最大。
(2)LTCC基板表現為自基板底部向z方向凸起的形態,最大變形量出現在大基板中心處,基板最大變形為63.2 μm。
(3)基板的最大第一主應力出現在大基板底面的四個圓角處,應力值為103 MPa,表現為拉應力,該值小于LTCC材料的斷裂強度170 MPa,基板不會發生斷裂或裂紋。
(4)采用該冷卻方案進行實際冷卻研究,發現該冷卻工藝方案可以有效降低基板的第一主應力、提高焊接質量。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03