激光切割金屬厚板工作效率的優化分析模型
2021-08-01 06:38:16唐韻清王一諾王旭武
中國金屬通報 2021年3期
唐韻清,馬 瑞,徐 婧,王一諾,王旭武
(山東科技大學濟南校區財經系,山東 濟南 250031)
在激光加工過程中,一般采用平行線來完成對金屬厚板的加工。通過并行處理實現不同區域的切割,為了使算法效率得到進一步提高,需要建立模型對其進行優化,從而完成不同目標圖像的雕刻。根據相應的輸入參數,在計算單層輪廓圖形時,只考慮相應的水平方向的切割圖形進行分析,在確定內外邊界的情況下,計算激光陰影線的總長度。水平線的相應圈數計算其平均運行時間,以獲得其效率。為了計算相應的多層輪廓切割方案,需要計算不同內外邊界下的剖面線,總長度和相應的橫截面線圈數得到相應的耗時和效率。由于激光加工光斑很小,輪廓數據越多,對程序效率的要求就越高。因此,我們的優化算法必須對其性能進行分析,才能得到更合理的優化策略,才能滿足金屬厚板加工的工作要求。
本文建立回歸擬合分析模型,對單層輪廓的相應加工方案進行綜合分析研究,通過給定的數據得到相應的切割方式,從而確定其內外邊界的情況,得到切割方案,得到總陰影線的長度,從而完成相應的加工方式,并計算出效率,從而滿足實際加工情況。另外,本文在原有模型的基礎上,對其參數進行了分析和改進,得到了多層輪廓的切割方案。在不同的情況下,可以對陰影線的總長度進行進一步的研究。完成了耗時,多層輪廓處理下的效率計算實現了最優化。
1 問題1求解
為了分析和探索不同的金屬厚板切割方式,我們采用回歸擬合的方法對不同的數據進行分析,得到在現有數據條件下的激光切割方式,從而得到更加合理的平行線切割方案。
優化的目標為:
參數解決方案應為:

對于每個對象,其激光切割能力的擬合一般如下:
我們可以將對象分為兩種類型的激光內線和外線,如下圖所示,并根據不同類型的對應線條進行整體優化。
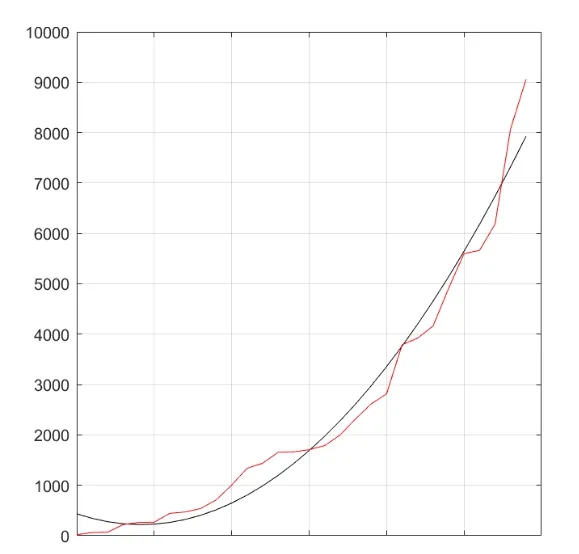
圖1 激光外部電路
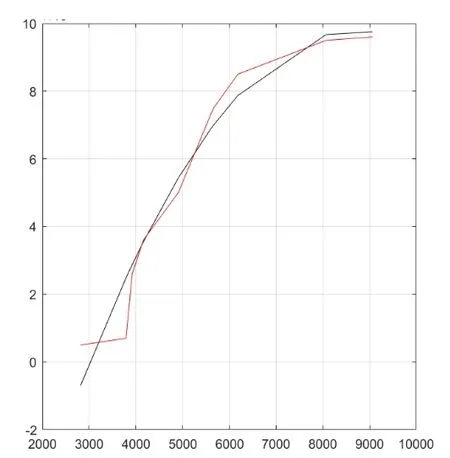
圖2 激光外部電路
我們對金屬厚板的切割效率進行了評估,從而得到激光切割時間的大小。從圖中可以看出,激光切割能力越強,切割時間越短,切割效率越高。激光切割能力越弱,切割時間越長,切割效果越差。
因此,我們可以計算出這15 條激光切割平行線的位置,然后根據位置數據和我們的擬合算法,我們可以計算出在不同條件下如何切割,具體參數如下。
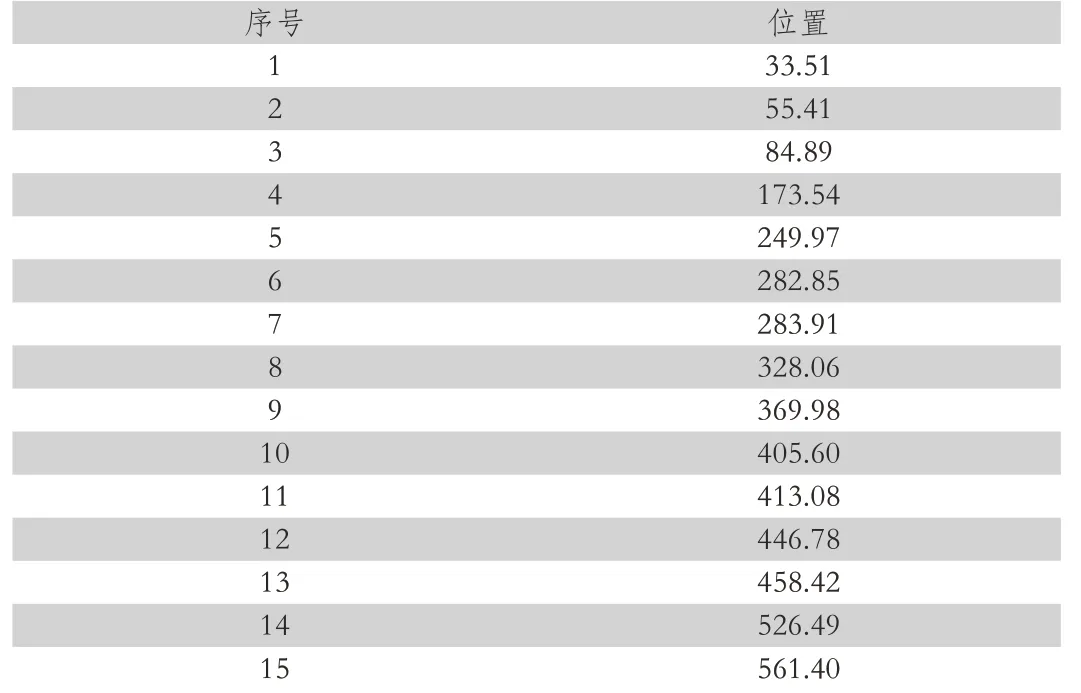
表1 線路位置
我們可以計算出其長度的變化規律,由此可以得到整體的參數數據,從而能夠完成進一步的優化。我們的優化過程就是通過這種計算模式來實現的,并對不同的外部和內部加工模式下的方案進行了優化,具體的計算參數是。
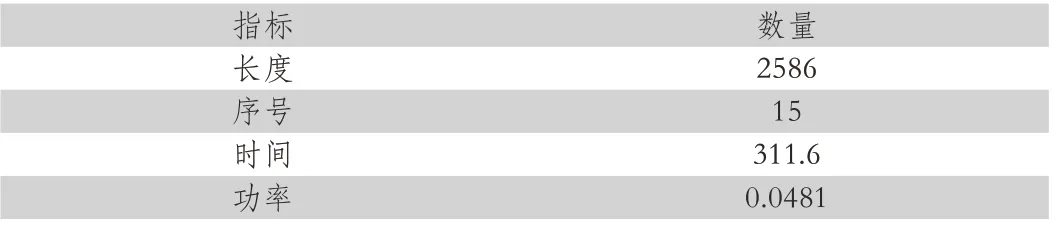
表2 指標數量
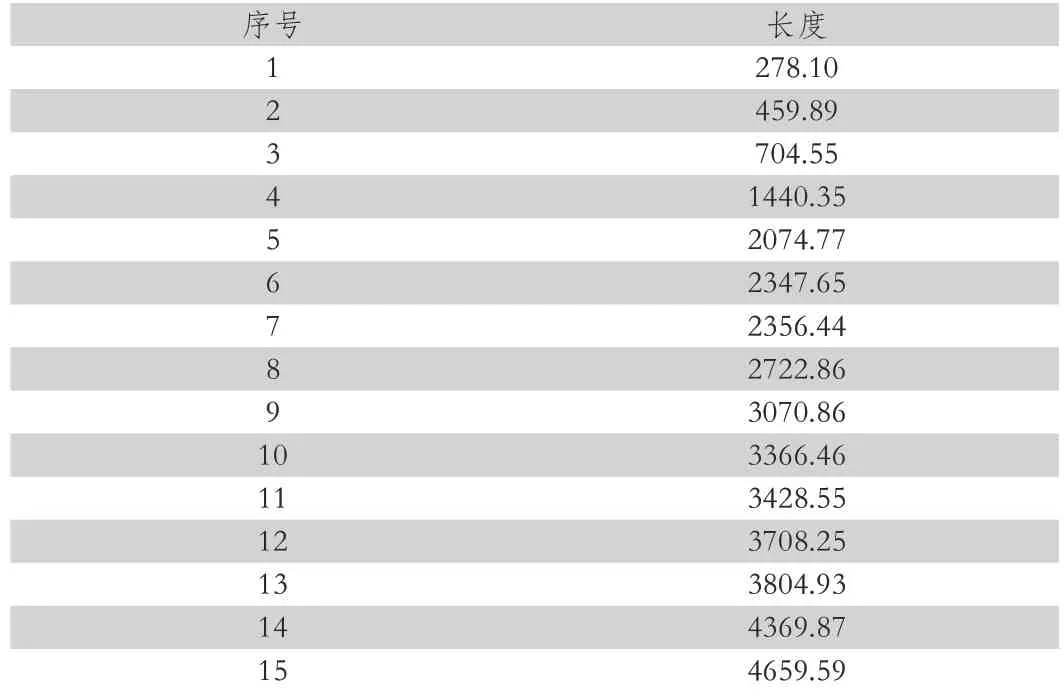
表3 指示器長度
因此,我們可以計算出,總長度為2,586 條,切割線數為15條,總時間為311.6 條。效率最終將達到每毫秒0.05。
2 問題2求解
對全文的參數進行了優化和改進,得到了多層輪廓的處理方式,實現了多層輪廓的進一步優化。具體優化框圖如下。
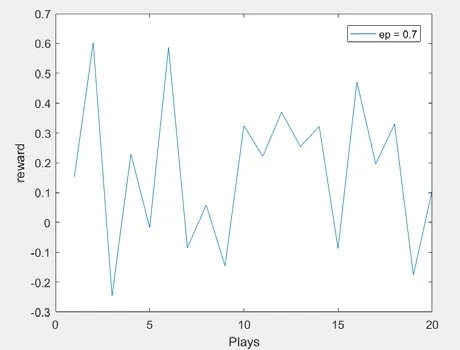
圖3 激光切割能力優化100 次
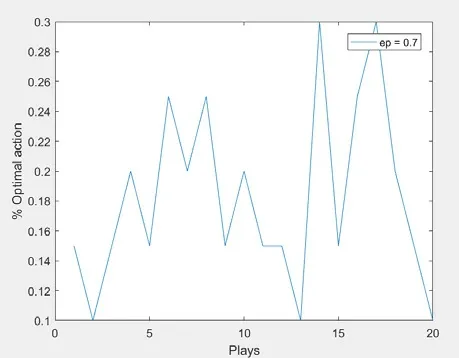
圖4 激光切割能力優化200 次
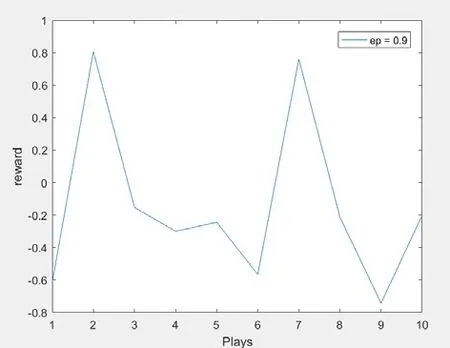
圖5 激光切割能力優化500 次
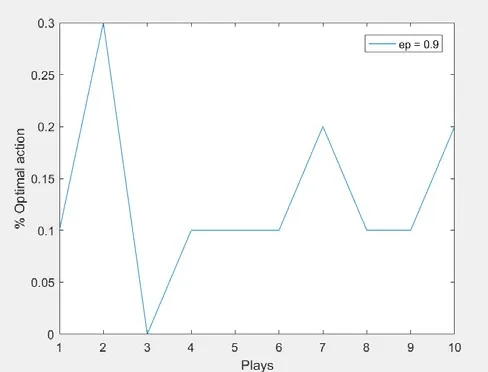
圖6 激光切割能力優化1000 次
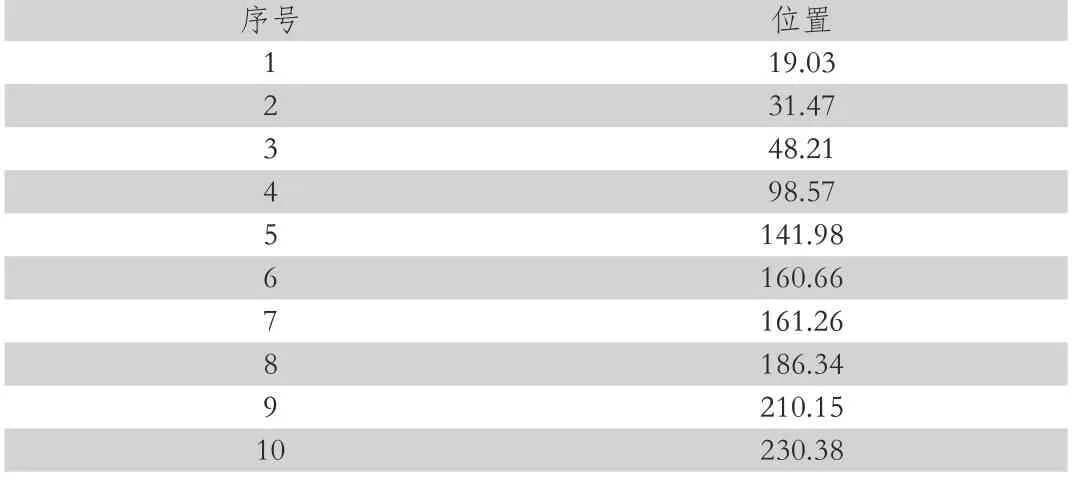
表4 線路定位
通過優化可以得出,對于多層輪廓線的處理,只需要10 條線就可以完成處理,還可以計算出每條線的實際長度,應該是。
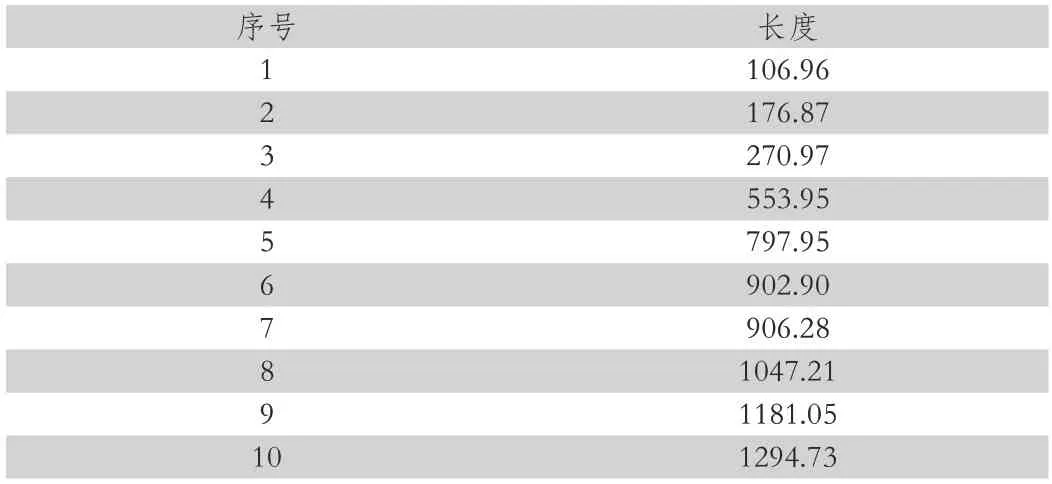
表5 指示長度
因此,我們可以進行進一步的計算,得到最終的相應參數,應該是。
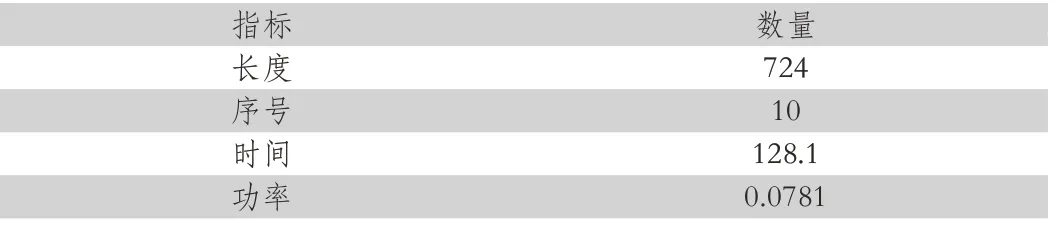
表6 數量
因此,我們可以計算出,總長度為724 條,切割線數為10 條,總時間為128.1 條。效率最終將達到每毫秒0.08。
3 總結
針對問題一,建立回歸擬合分析模型,對單層輪廓的金屬厚板切割加工方案進行綜合分析研究,通過給定的數據得到相應的切割方式,從而確定其內外邊界的情況,得到切割方案,得到總陰影線的長度,從而完成相應的加工方式,并計算出效率,從而滿足實際加工情況。
對于第二個問題,本文在前一個模型的基礎上對其參數進行了分析和改進,得到了多層輪廓的切割方案。在不同的情況下,可以對陰影線的總長度進行進一步的研究。完成了耗時,多層輪廓處理下的效率計算實現了最優化。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
時代英語·高二(2015年1期)2015-03-16 00:08:11
現代企業(2015年2期)2015-02-28 18:45:09
