含鈦S355J2結構鋼的焊接接頭組織與性能研究
2021-08-02 00:53:38李聲延孫樂飛
河南冶金 2021年2期
李聲延 潘 津 孫樂飛
(新余鋼鐵股份有限公司)
0 前言
S355J2是歐標低合金結構鋼,該鋼種通常在C-Mn鋼的基礎上添加Mn、Nb、Ti等合金。但是隨著原料市場的變化,硅錳和鈮鐵價格的上漲給生產成本帶來不小的壓力。為此,新鋼公司優化設計了S355J2的成分,通過降錳、去鈮,以及添加少量鈦合金生產該鋼種,充分發揮Ti在鋼中的沉淀強化和細晶強化作用,在符合性能要求的基礎上降低了生產成本。
S355J2結構鋼作為建造鋼結構的主要材料,通常用作鋼結構建筑、鋼結構橋梁的建造,這些鋼結構在建造過程中都需要對鋼材進行焊接,在焊接條件下,母材熱影響區的位置被多次加熱、冷卻,導致其微觀組織發生顯著變化,焊接部位通常是結構中最為薄弱的環節[1-4]。對焊接接頭進行常規力學性能和微觀組織的研究,對含鈦S355J2結構鋼焊接工藝制定和焊接性能評價,對該鋼種的推廣使用具有重要意義。
1 實驗材料
實驗用鋼板由新鋼3 500 mm可逆軋機軋制而成,一階段終軋溫度≥1 000 ℃,二階段開軋溫度≤970 ℃,終軋溫度≥860 ℃,材料取自40 mm厚的S355J2結構鋼板板寬的1/4處。首先在鋼板的厚度的1/4處取樣,進行SH-CCT測試;然后,在該實驗的基礎上設計出實驗鋼的焊接工藝,進行焊接試驗,試驗用焊絲為大西洋生產的CHWSG(Φ4 mm),焊劑為氟堿型SJ101焊劑,鋼板及焊絲的化學成分及力學性能分別見表1和表2,母材金相組織為珠光體+鐵素體,金相微觀組織如圖1所示。
2 SH-CCT圖的繪制與焊接參數的確定
SH-CCT圖的測定參照YB/T 5128—93《鋼的連續冷卻轉變曲線圖的測定方法》進行,本試驗采用Formast熱模擬試驗機對鋼的臨界點進行測定,試樣為Φ3 mm×10 mm的小圓柱;采用Gleeble-3800熱模擬試驗機對不同焊接熱循環條件下的熱影響區粗晶區組織轉變規律進行測定和研究,試樣取自厚度1/4處,試樣尺寸為Φ10 mm×80 mm的小圓柱。熱模擬工藝為:將試樣以200 ℃/s的速度加熱到1 300 ℃,保溫1 s;將試樣以15 ℃/s的速度從1 300 ℃降到900 ℃,保持時間30 s;然后分別以0.1 ℃/s、0.2 ℃/s、0.5 ℃/s、1 ℃/s、2 ℃/s、5 ℃/s、10 ℃/s、15 ℃/s、20 ℃/s、50 ℃/s的速度降到室溫。根據熱膨脹曲線和金相組織檢測結果,在相關軟件中繪制出實驗鋼的CCT相圖,如圖2所示。

表1 S355J2鋼及焊絲化學成分 %

表2 S355J2鋼及焊絲熔敷金屬的力學性能
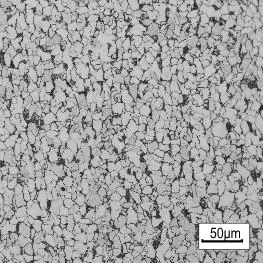
圖1 S355J2金相組織
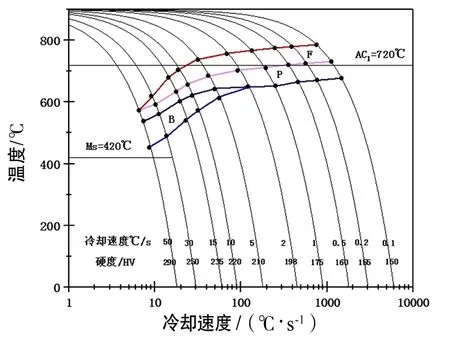
圖2 S355J2鋼SH-CCT曲線
從圖2可以看到,S355J2鋼熱影響區的組織主要由鐵素體(F)、珠光體(P)和貝氏體(B)組成,隨著冷卻時間t8/5的增加,焊接熱影響區的B含量逐漸降低,F+P含量逐漸增多,硬度逐漸降低。當冷速從60 ℃/s下降到5 ℃/s時,熱影響區組織中的B含量從50%降低到10%以下,基本只有F+P組織。從有利于沖擊韌性的角度考慮,應盡量減少熱影響區B組織的含量,這就要求熱輸入不能太小,但是也要防止熱輸入過大,出現粗晶脆化現象,依據SH-CCT圖,比較適合的冷卻時間t8/5在20~50 s之間。而t8/5與焊接熱輸入密切相關,根據稻垣道夫等人建立的經驗公式對t8/5與焊接熱輸入的關系進行計算[5]:
式中:K——焊接能量系數;E——焊接熱輸入,kJ/cm;n——焊接能量指數;β——接頭系數;T——特征溫度;T0——被焊件的初始溫度,℃;δ——板厚,mm;δ0——板厚補償項;α——板厚修正系數。數值按照板厚40 mm埋弧焊工藝取值,K取950;n取0.95;β取1;δ0取12;α取3,計算結果如圖3所示。
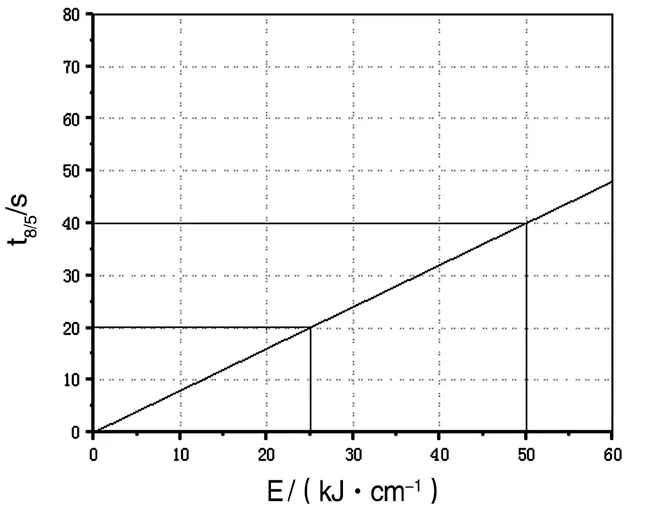
圖3 熱輸入與t8/5關系曲線
根據SH-CCT圖,S355J2鋼的焊接冷卻時間t8/5在20~40 s較為合適,此時熱影響區組織中的貝氏體含量低,并且晶粒沒有發生明顯長大。根據圖3計算結果,其熱輸入范圍應在25~50 kJ/cm。因此,在進行埋弧焊焊接工藝試驗時,取熱輸入范圍的上、下限進行試驗,將熱輸入分別定為25 kJ/cm和50 kJ/cm。
3 S355J2斜Y型坡口焊接裂紋試驗
鋼板厚度越厚,焊接過程中產生的拘束應力越大,厚度超過30 mm的低合金高強鋼,若碳當量過高或者焊接條件惡劣,那么在焊接過程中就有產生冷裂紋的風險,為了避免冷裂紋的出現,通常會采用焊前預熱這種方法來降低焊接應力[6],但是這種方法會增加成本,并且嚴重降低作業效率。為了評判S355J2鋼的焊接冷裂紋傾向,對40 mm厚的鋼板進行斜Y坡口焊接裂紋試驗。試驗按照GB4675.1—84《斜Y型坡口焊接裂紋試驗方法》規定進行。
3.1 計算原理
表面裂紋率的計算采用的公式:

式中:Cf——表面裂紋率,%;∑lf——表面裂紋長度之和,mm;L——試驗焊縫長度,mm。
將試件采用適當的方法著色后拉斷或彎斷,然后檢測其根部裂紋,本次試驗是將試件放在加熱爐中,400 ℃烘烤兩個小時,觀察其根部是否有氧化色,根部裂紋率的計算采用的公式:

式中:Cr——根部裂紋率,%;∑lr——根部裂紋長度之和,mm;L——試驗焊縫長度,mm。
對試件的5個橫斷面的裂紋進行檢查(橫斷面的位置:按試驗焊縫寬度開始均勻處與焊縫弧坑中心之間的距離四等分而確定),測出裂紋的高度,再分別計算出這5個橫斷面的裂紋率.然后求出其平均值來。斷面裂紋率的計算方法如下:

式中:Cs——斷面裂紋率,%;H——試驗焊縫的最小厚度,mm;Hc——斷面裂紋的高度,mm。
試驗鋼板為40 mm厚的S355J2鋼板,焊絲采用Φ1.2 mm ER50-6焊絲,不預熱焊接。焊接熱輸入為14 kJ/cm,與鋼板對接時打底焊所采用的焊接熱輸入基本保持一致,焊接工藝參數見表3。焊后放置48 h后,經砂紙研磨,拋光,然后用3%硝酸酒精腐蝕。試驗結果及焊接實物分別見表4、圖4和圖5。
經檢驗,焊前不預熱時,焊后試樣的根部、表面及斷面均無裂紋,說明試驗鋼的抗裂性較好,在焊前可以不預熱。

表3 S355J2鋼斜Y坡口焊接裂紋試驗工藝參數

表4 S355J2鋼斜Y坡口焊接裂紋試驗結果
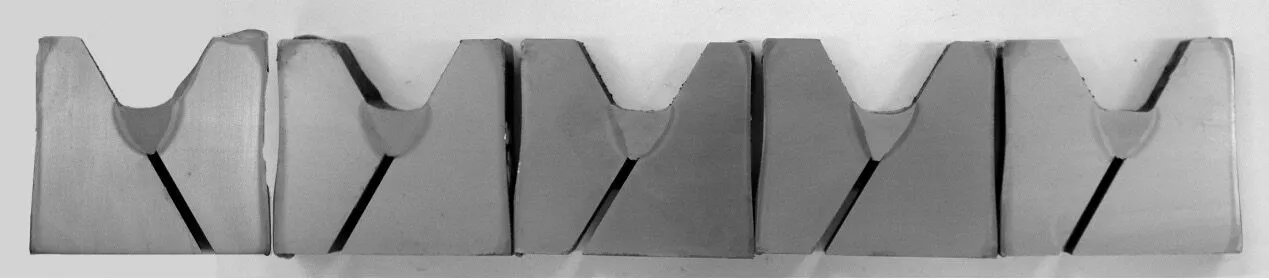
圖4 斜Y坡口焊接裂紋試驗橫斷面
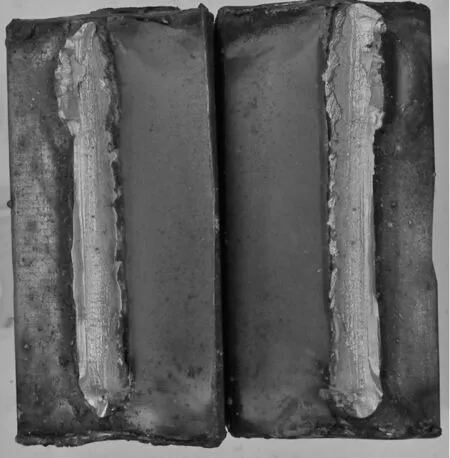
圖5 斜Y坡口焊接裂紋試驗根部斷面
4 S355J2鋼焊接工藝試驗研究
4.1 試板坡口制備
按照GB 986—2008《埋弧焊焊縫破口的基本形式和尺寸》對坡口進行加工,試板坡口尺寸如圖6所示,采用雙Y型坡口[7]。
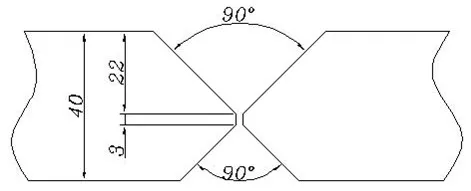
圖6 坡口尺寸
4.2 焊接試驗
為了了解40 mm厚S355J2焊接接頭的基本力學性能及其微觀組織,對S355J2鋼進行了焊接接頭對接實驗。焊接完后分別對焊接接頭的拉伸、彎曲、沖擊、硬度和金相組織進行了試驗和分析。由于組織決定性能,通過接頭金相組織來推測接頭的性能,從而判斷選用的焊接材料和焊接工藝參數是否合理。為了對焊接接頭的不同組織進行微觀分析,采用LEICA MEF4光學顯微鏡對不同熱輸入焊接接頭試樣的母材區、熱影響區、焊縫區的顯微組織進行了觀察,以此來分析熱輸入和組織之間的關系。金相腐蝕液采用的是3%的硝酸酒精溶液。
40 mm厚S355J2鋼焊接工藝參數見表5,對接接頭的宏觀形貌片如圖7所示。
從圖7可以看出,焊接接頭沒有出現夾雜、氣孔等焊接缺陷,焊接熱影響區范圍較寬,焊縫組織可以用看出柱狀晶形態。由于采用多層多道焊,焊縫組織及熱影響區都受到了熱循環的作用,由于在相鄰焊層之間彼此具有熱處理的作用,因此從提高焊接質量來看,多層焊比單層焊更為優越。
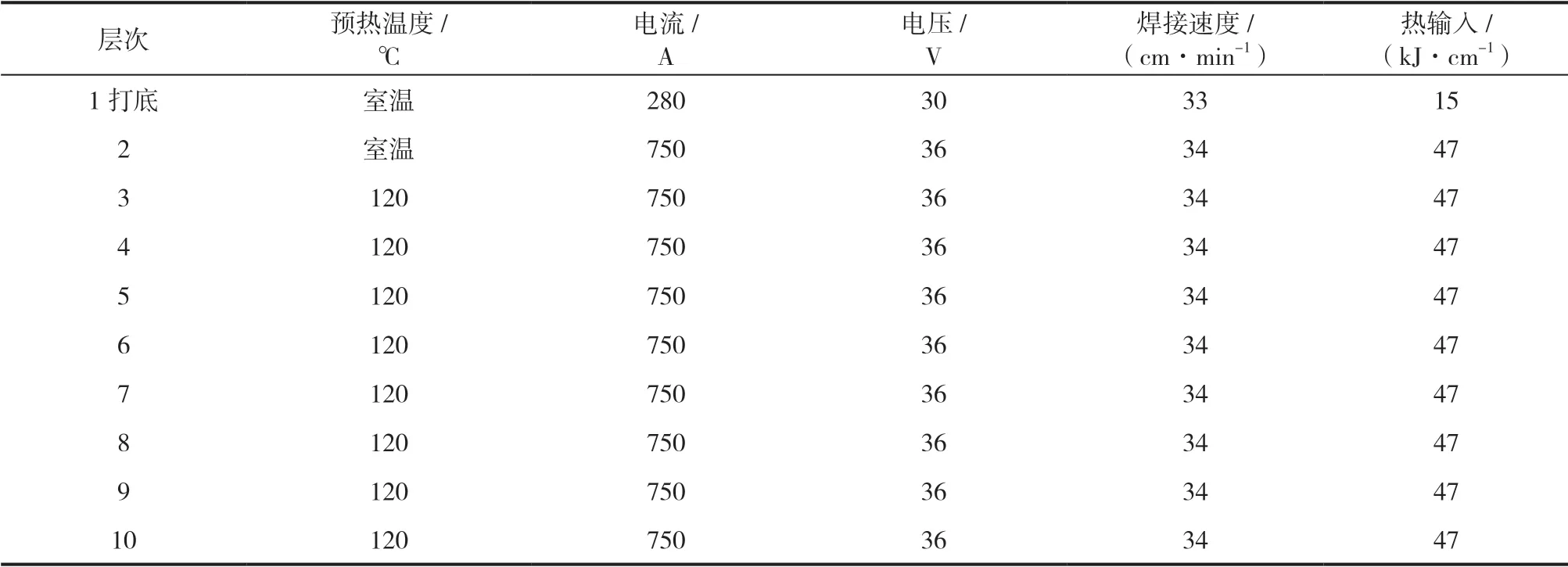
表5 S355J2埋弧焊參數
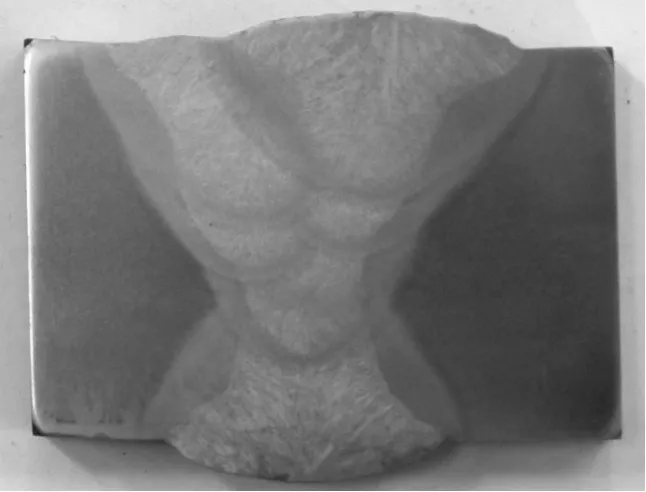
圖7 S355J2鋼對接接頭宏觀形貌
4.3 實驗結果與討論
S355J2鋼焊接接頭各區域金相組織如圖8所示。
圖8(a)為焊縫區金相組織,焊縫組織為先共析鐵素體(PF)+側板條鐵素體(FSP)+針狀鐵素體(AF)。其形成過程是,焊接時焊絲熔化形成熔池,液態金屬依附在熔合區基體金屬的晶粒表面進行結晶、形核,然后晶體沿著散熱最快的方向往焊縫中心長大,最后形成柱狀組織。當柱狀晶到Ar3以下時,在較高溫度下由奧氏體晶界首先析出PF,呈條狀和塊狀分布在奧氏體晶界;溫度繼續降低,則會從奧氏體晶界析出FSP,呈鎬牙狀;而未轉變的晶內奧氏體在進一步冷卻過程中,將會轉變成AF。FSP對裂紋擴展的阻礙作用較小,損害焊縫區域的沖擊韌性。
圖8(b)為熔合區組織,熔合區的組織為鐵素體(F)+珠光體(P)+貝氏體(B)。在焊接條件下,熔化過程是很復雜的,熱能的擴散也極不均勻,該區域為局部熔融狀態,組織粗大,而且化學成分很不均勻,韌性、塑性都很差,為焊接接頭的薄弱環節。
圖8(c)為過熱區(CGHAZ)組織,薄板粗晶區的組織為F+P+少量B,F沿著原奧氏體晶界析出,在焊接條件下,由于冷卻速度較快,出現了少許B組織,B是一種硬脆相,會造成硬度值升高,塑韌性下降。
圖8(d)為細晶區(FGHAZ)組織,該區的組織為等軸F+P。在焊接條件下,母材被加熱到Ac3以上部位,發生重結晶但是沒有發生晶粒長大,在冷卻時得到均勻、細小的鐵素體和珠光體。由于晶粒細化,此區的塑性、韌性、強度都比較好。可以看出,從粗晶區往細晶區過渡時,B逐漸減少,直至消失。
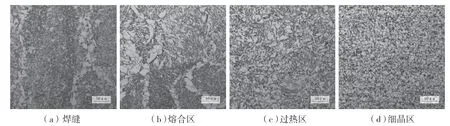
圖8 S355J2鋼焊接接頭各區域金相組織
S355J2鋼焊接接頭硬度分布曲線如圖9所示。 從圖9可以看出,焊接熱影響區的硬度值要高于母材,靠近熔合線附近的CGHAZ和FGHAZ為整個熱影響區最高的部位。這是因為在熱循環條件下,CGHAZ和FGHAZ的母材被完全奧氏體化,快速冷卻時形成不平衡組織,如貝氏體組織,使硬度值升高;FGHAZ由于晶粒細小,產生細晶強化作用,硬度值升高。由于母材的碳當量低,整個熱影響區并沒有出現淬硬組織,最高硬度值不超過200 HV3。此外,母材的硬度值在焊接接頭處最低,拉伸時易從母材處斷裂[8]。焊縫區域的硬度值要高于母材,這是因為焊縫區域的針狀鐵素體組織提高了該區域的硬度和強度,焊縫的硬度值隨著熱輸入的增大而逐漸減少。
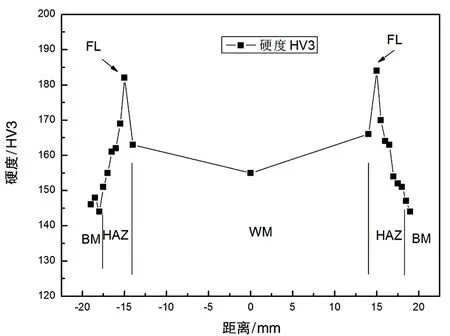
圖9 S355J2鋼焊接接頭硬度分布曲線
焊接接頭拉伸、彎曲試驗結果見表6,進行拉伸試驗時接頭斷裂部位都處于母材部分,說明焊縫及熱影響區的強度比母材要高,這與焊接接頭的硬度分布也保持了一致,整個焊接接頭的硬度值最低的部位也是母材部分。彎曲試驗結果表明熱影響區及焊縫的塑性良好。從試驗結果可以看出,采用該工藝進行焊接時焊接接頭能獲得合格的拉伸強度及彎曲性能。
焊接接頭沖擊試驗結果見表7,焊接接頭整體沖擊性能良好。隨著熱輸入的增加,冷卻速度減慢,焊縫區域和熱影響區的貝氏體組織逐漸增多,造成沖擊功下降。但是由于母材在成分設計時,選用的低錳增鈦的路線,這會帶來兩個方面的好處:一是低錳成分會降低熱影響區生成貝氏體的量;二是鈦會阻礙過熱區的晶粒長大,使得在較大線能量條件下,過熱區不會發生粗晶脆化。在這二者的共同作用下,使得含鈦S355J2鋼能在較寬的熱輸入范圍內保持良好的焊接性能。

表6 S355J2鋼焊接接頭拉伸、彎曲性能
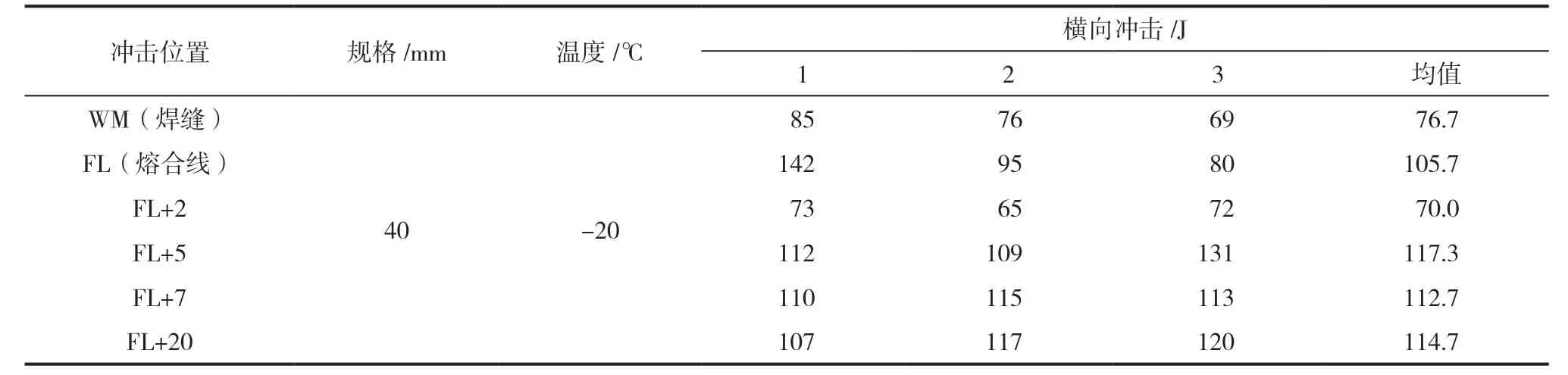
表7 S355J2鋼焊接接頭沖擊性能
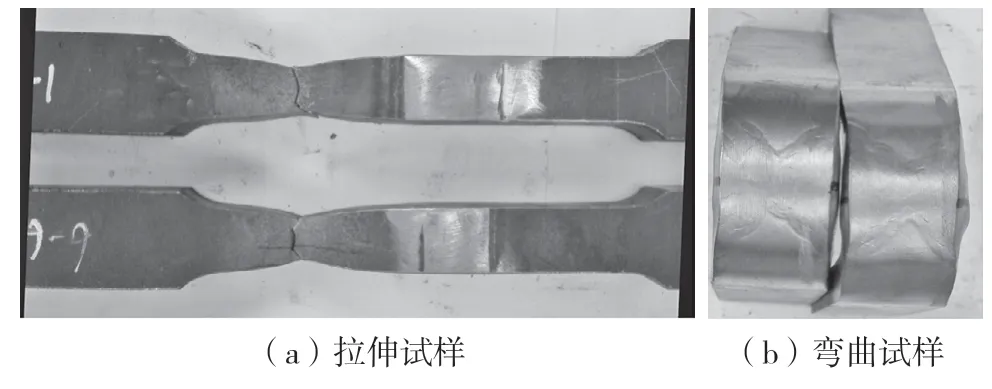
圖10 S355J2鋼焊接接頭拉伸、彎曲試樣
圖10 為焊接接頭拉伸及彎曲試驗結果宏觀照片。可以看出,焊接接頭拉伸斷裂的位置都處于母材部分,這說明焊接接頭的強度能達到要求,另外斷裂位置有一定的頸縮,說明母材具有好的塑性。從彎曲試驗結果可以看出,整個焊接接頭都沒有出現裂紋,而且焊縫區域也沒有夾雜、氣孔等缺陷,焊接接頭的塑性變形能力良好。
根據以上焊接工藝試驗,推薦的S355J2鋼板(10~50 mm厚)的埋弧焊接頭對接工藝見表8。 (2)含鈦S355J2鋼焊接性能優良,熱影響區沖擊功與母材相當,能完全滿足工程要求。
5 結 論
(1)對含鈦S355J2鋼SH-CCT曲線進行分析,確定了適合該鋼種的焊接熱輸入范圍在20~50kJ/cm。
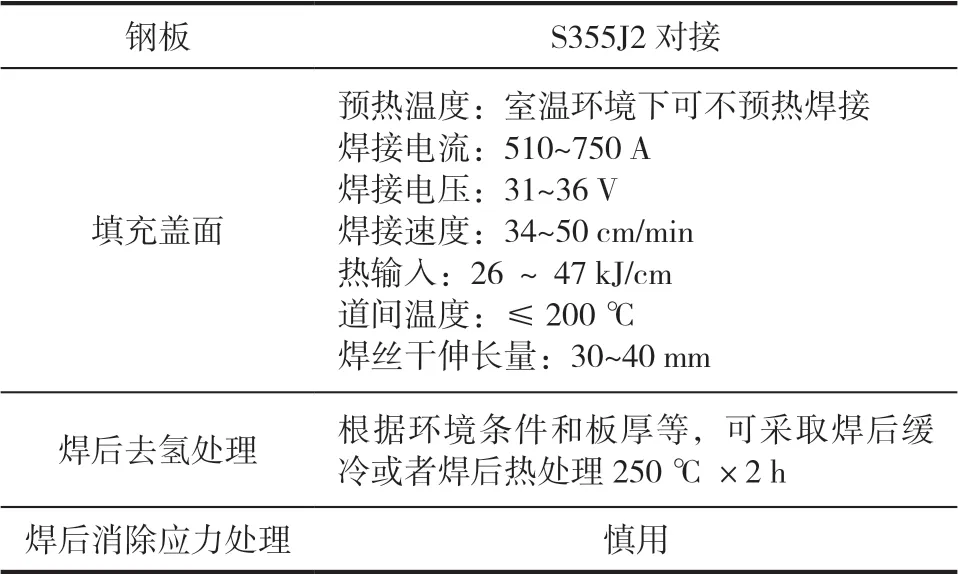
表8 S355J2鋼板焊接對接參數
[2]譚震國,胡慶超.低合金高強度結構鋼焊接性能研究[J].金屬加工(熱加工),2014(18):46 - 48.
[3]徐向軍.高強度橋梁結構鋼及其焊接技術[J].焊接,2007(6):37 - 40.
[4]郭毅敏,王志興,鄭禮剛. 空腹格構式橋梁鋼結構焊接變形的控制[J].焊接技術. 2020, 49(7):78 - 91.
[5]鄒廣華.焊接冷卻時間t8/5的計算與分析[J].石油化工設備.1997,26(4):18 - 22.
[6]王黎明,王曉,左秀珍,等.鋼零件焊接預熱溫度的確定[J].黑龍江八一農墾大學學報,2002,14(3):40 - 43.
[7]GB 986 - 2008.埋弧焊焊縫破口的基本形式和尺寸[S].
[8]胡小建.C - Mn鋼焊接接頭的解理斷裂行為的研究[J].焊接技術,2002,31(1):10 - 11.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03